MŰANYAGOK ALKALMAZÁSA, UTÓMŰVELETEK
|
|
|
- Irma Barna
- 8 évvel ezelőtt
- Látták:
Átírás
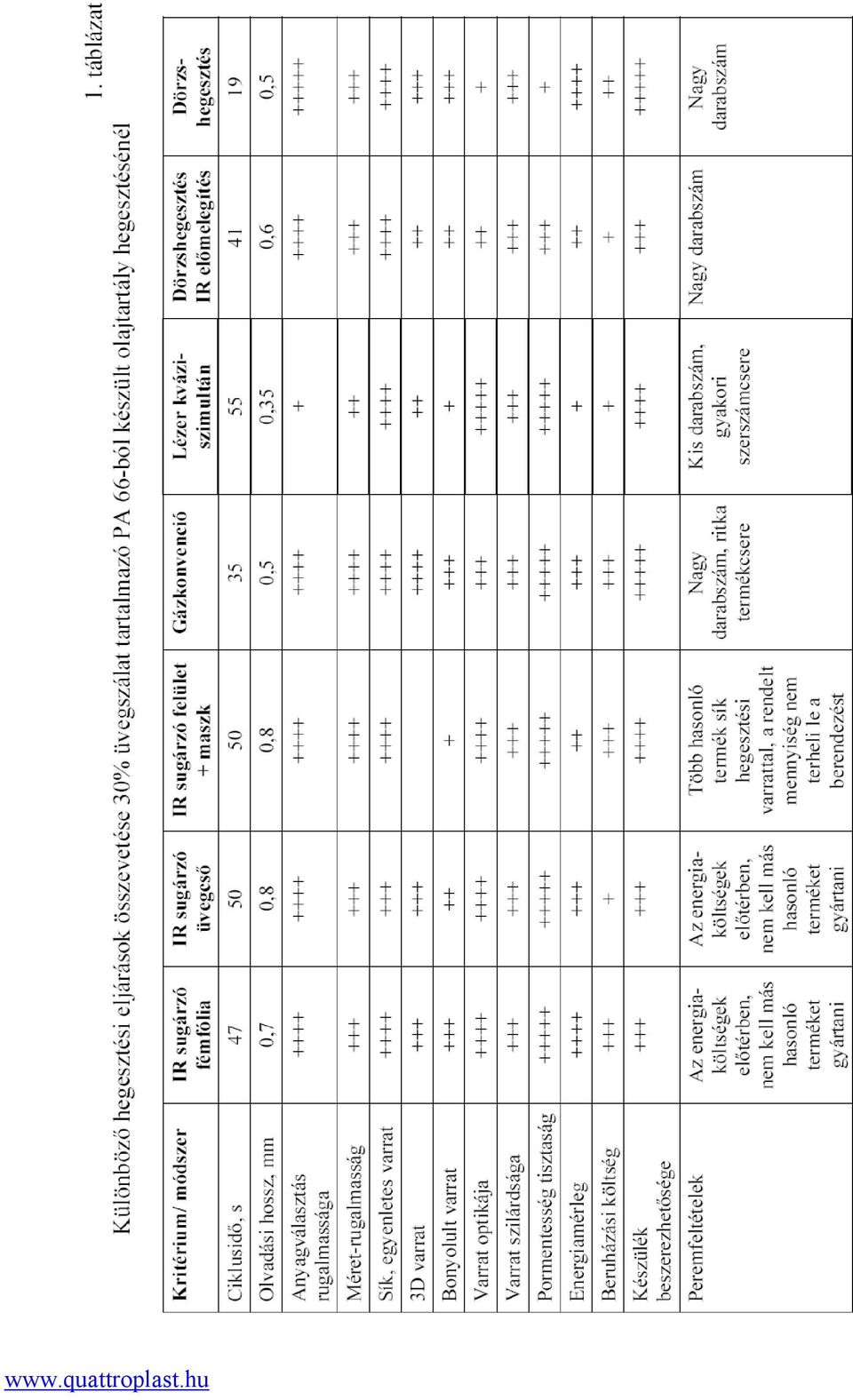
1 MŰANYAGOK ALKALMAZÁSA, UTÓMŰVELETEK Hegesztési módszerek közötti választás szempontjai A műanyagok összeillesztésének egyik módszere a hegesztés. Ehhez sokféle eljárás és berendezés áll a felhasználók rendelkezésére, amelyek közül néha nehéz kiválasztani az adott termékhez az optimális megoldást. Az alábbiakban ehhez kaphatnak segítséget. Tárgyszavak: hegesztés; illesztés; utóműveletek; poliamid. A különböző hegesztési módszerek előnyei és hátrányai A műanyag-feldolgozó gyakran találkozik azzal a kérdéssel, hogy az előállított műanyagtermék(ek)et milyen módszerrel szerelje, rögzítse vagy hegessze egymáshoz. A választék széles: léteznek fűtőelemes, dörzshegesztési, lézeres, ultrahangos, hőimpulzus, forrógázos és egyéb hegesztési eljárások. Mindegyiknek megvannak a maga előnyei és hátrányai, és nagy tapasztalatra van szükség az adott helyzetre legjobb megoldás kiválasztásához. Ez függ a darabszámtól, a ciklusidőtől, a rendelkezésre álló anyagválasztéktól, a termékek méretétől, a hegesztési varrat alakjától, és számos egyéb tényezőtől. Az alábbiakban egy konkrét példán, egy kormánymű olajtartályán nézzük meg különböző hegesztési megoldások előnyeit és hátrányait (1. ábra). A bemutatott hegesztőberendezések és megoldások mind a német Bielomatik Leuze GmbH &Co. KG (Neuffen) termékei. 1. ábra Összehegesztett olajtartály
et milyen módszerrel szerelje, rögzítse vagy")
2 A próbatest egy eredetileg vibrációs hegesztésre kifejlesztett tartály két fele, amely 30% üvegszálat tartalmazó PA 66-ból készült. A hegesztési varratot ennek megfelelően mindkét oldalon eltakart, horonycsap szerkezetűre alakították ki. A kötést a lehető legtisztábban kell előállítani. Ha az olaj a legkisebb mértékben is szennyeződik műanyagtörmelékkel, az súlyos károkat okozhat a kormányműben. A hegesztési varratnak biztosítania kell a szivárgásmentességet egészen 2,5 bar repesztési nyomásig. Ebben a tekintetben mindegyik alkalmazott hegesztési módszer bevált: 3 és 5 bar közötti nyomáson a repedések mindig a hegesztési zónán kívül képződtek. Energiahatékony infravörös hegesztés Az infravörös hegesztés kiemelkedő előnye az érintésmentes felmelegítés. Ezzel a módszerrel teljesíthetők a legszigorúbb minőségi és gazdaságossági elvárások. A magas olvadáspontú és kis viszkozitású műszaki műanyagok és olyan alkatrészek, amelyek az érintkezéses hegesztési módszereknél problémákat okoznak, ezzel rendszerint jól feldolgozhatók. Alkalmazható 3D hegesztési varratok esetében is. A berendezésigény nem jelentős. Infravörös fényforrásként többféle megoldás is szolgálhat: pl. fémfóliás vagy üvegcsöves 3D kontúrsugárzók is kialakíthatók. Mindkét megoldás jól szabályozható és kicsi az energiafelhasználás. Az optimális energiájú sugárforrások követik a hegesztési kontúrt és csak a felmelegítés során működnek, ezért kedvező az energiamérleg. A rövidhullámú üvegcsősugárzók arra is alkalmasak, hogy a műanyagot mélységében megolvasszák még akkor is, ha magas az olvadáspontja és nagy az olvadási entalpiája. Sík hegesztendő felületeknél egy harmadik megoldást is alkalmaznak: sík sugárzót fémlemez maszkkal. Ez olcsó megoldást jelent a fényforrásra és a maszkra is. Kopásmentes gázkonvekciós módszer A gázkonvekciós felmelegítés ugyancsak érintkezésmentes és gyors. Itt is lehetőség van az egyébként nehezen megmunkálható műszaki műanyagokat összeépíteni. Ennél a módszernél a hegesztendő műanyagokban jelen levő töltőanyagok, színezőanyagok alárendelt szerepet játszanak. Az előzőben leírt módszerhez hasonlóan a felületi egyenetlenségek kiegyenlítődnek és a hegesztési varrat (zsinór) a normál, érintkezéses módszereknél kisebb méretű. Az optimalizált égetésnél kevés oxigént használnak a lángban, ami csökkenti a műanyagfelület oxidatív degradációját a hegesztés során. A felhasznált eszközök alig kopnak, és nem igényelnek különösebb karbantartást. Átvilágító lézeres hegesztés A lézeres átvilágításos módszer elsősorban nagy sorozatú műanyag alkatrészek esetében tesz lehetővé kopás- és rázkódásmentes hegesztést. A kváziszimultán hegesztési módszernél a teljes hegesztendő felületen nagy pásztázási sebességgel, szinte egy

3 szerre bocsátják át a lézerfényt. Az egyes pontokon a lézerfény másodpercenként többször is áthalad, ami a pontszerű megvilágítás ellenére egyenletes felmelegítést és lágyulást biztosít. Ehhez a hegesztéshez általában egy, az alkalmazott sugárzás számára átlátszó és egy azt elnyelő hegesztendő alkatrészre van szükség. A módszer erőssége a finom hegesztési kontúr és alkatrészek alkalmazásának lehetősége, amely minimalizálja a mechanikus és termikus terhelést. Többfunkciós vibrációs hegesztés A Bielomatik multifunkciós vibrációs hegesztőberendezései sokféle módon alkalmazhatók. A gépek kiépítése lehetővé teszi a tisztán vibrációs, a kombinált vibrációs és az infravörös, valamint a tisztán infravörös hegesztést is. A vibrációs hegesztés egyik előnye a rövid ciklusidő. Ez a módszer legjobban olyan esetekben használható, ahol nagy a hegesztendő felület, és más módszerekkel nehezen hegeszthető műanyagoknál is alkalmazzák. Az infravörös előmelegítéssel kombinálva olyankor is sikerrel alkalmazható, ahol eddig a bonyolult 3D geometria, a hideg súrlódási fázisban fellépő kopás okozta részecskeképződés miatt nem használták. Tudni kell azonban, hogy a vibrációs hegesztésnél a kopásból származó részecskeképződés optimalizálással csökkenthető ugyan, de teljesen általában nem szüntethető meg. Nincs kizárólagos megoldás A fenti példa is mutatja, hogy többféle megoldás is létezik egy-egy hegesztési probléma megoldására. A bemutatottak közül a vibrációs hegesztés a pormentesség igénye miatt nem jön számításba, de a légmentes zárást a nyomáspróbák szerint mindegyik eljárás biztosítja. A ciklusidő szempontjából a 35 s-os forrógázos hegesztés bizonyult a legjobbnak (eltekintve a 19 s-os vibrációs hegesztéstől, amelyet más okokból kellett kizárni). A leghosszabb ciklusideje (55 s) a lézeres hegesztésnek volt. Adott esetben azonban mégis megérheti a várakozás, ugyanis a legjobb optikai minőségű hegesztési varratot a lézeres hegesztés szolgáltatja. Ebben a tekintetben az infravörös hegesztés követi. A hegesztési varrat részecskementessége szempontjából a vibrációs hegesztés kivételével mindegyik módszer elfogadható. Ugyanakkor a fémfóliás sugárzóval végzett infravörös hegesztés szolgáltatta a legjobb energiamérleget. A felhasználónak magának kell minden egyedi esetben eldöntenie, hogy melyik módszert választja, a különféle előnyöket és hátrányokat súlyozni kell az adott alkalmazás szempontjából. Figyelembe kell venni az egyes berendezések beruházási költségeit, a tervezett darabszámot, a ciklusidőt, az alkalmazott berendezés felhasználásának rugalmasságát (hányféle műanyagra használható, mennyibe kerül az átállás más geometriára stb.). Adott esetben fontos lehet a hegesztési varrat optikai minősége, és egyéb jellemzői is. Az 1. táblázat foglalja össze a különböző módszerek előnyeit és hátrányait.

4
5 Tiszta és tartós hegesztés A műanyag tárgyak előállításának gyakran szükséges lépése a rögzítés, a kötés, ami jelentős befolyással van a késztermék jellemzőire. Mivel a gyártás tisztaságával kapcsolatos követelmények egyre nőnek, folyamatos fejlődésen kell átmennie a kötéstechnológiáknak is. Az ilyen berendezések gyártóinak tekintettel kell lenniük az energiaigényre, a környezetvédelmi és ergonómiai szempontokra is. Az autóiparban a hegesztést gyakran használják a közegeket továbbító berendezésekben és alkatrészekben, ahol nem jön számításba a felület utólagos tisztítása, ezért már magát a rögzítési eljárást kell úgy megoldani, hogy ne keletkezzenek mechanikus szennyeződések. Az egyéb tekintetben előnyös dörzshegesztésnél szinte elkerülhetetlen a kopási részecskék kialakulása, ezért ezt a módszert gyakran kombinálják pl. ultrahangos előmelegítéssel. Ilyen beépíthető előlágyító segédberendezéseket kínál többek között a Branson Ultraschall, a Bielomatik vagy a KLN Ultraschall AG. Ezzel elkerülhető a kopásból származó részecskék képződése. Lehetőség van infravörös előmelegítésre is fémfóliás, kontúrkövető sugárzók segítségével. Ha a dörzshegesztés már előmelegített állapotban történik, tisztábbá és gyorsabbá válik a folyamat. A hegesztési varrat tisztasága mellett egyre fontosabbá válnak a környezetvédelmi szempontok is. A Branson Ultraschall és a Baum Kunststoffverbindungstechnik cég emiatt fejlesztette ki a teljesen villamos meghajtású dörzshegesztő berendezéseket, amelyeken hidraulikus helyett szervomotoros meghajtást alkalmaznak. A nagyobb pontosság mellett ennek előnye az ütemre történő működtetés lehetősége. Nincs szükség rendszeres olajcserére és csökken a zajkibocsátás is. A Branson Ultraschall M sorozatú dörzshegesztő berendezései nagyobb felületek megmunkálására is alkalmasak, a rezgési amplitudó 0,9 és 4,0 mm között változtatható. A Telsonic Ultrasonics AG torziós dörzshegesztést kombinál ultrahanggal. A 20 khz-es ultrahangot egy szonotróda segítségével juttatják el az előmelegítendő felületre. A nagy energiabevitel 1 s-nál rövidebb idő alatt meglágyítja a felszínt, és a szonotróda azonnal kiindulási állapotba kerül. A műanyag meglágyulását a belső súrlódás és határfelületek közötti súrlódás együttesen okozza. Az így hegesztett termékek esetében az alsó hegesztett alkatrészt alig kell mozgatni, így az érzékeny, pl. integrált elektronikát is tartalmazó termékek megmunkálására is használható. Érintésmentes kötés A lézeres hegesztés egyszerre felel meg a rendkívüli tisztasági és környezetvédelmi igényeknek. Az érintésmentes melegítési módszer miatt a hegesztett alkatrész mechanikai igénybevétele minimális. A szigorúan lokális melegedés csökkenti a termikus igénybevételt, és szép hegesztési varratot biztosít. A Laserline GmbH LDM berendezése egy kompakt, szálcsatolású diódalézer rendszer, amelynek teljesítménye 3000 W. Ez a nagy teljesítmény jól használható üvegszálas anyagok, pl. szalagfektetés és tekercselés esetében. A Coherent GmbH léghűtéses, helyszínen rögtön alkalmazható diódalézeres rendszert fejlesztett ki. A megmunkálási hőmérséklet,

6 az áram és az impulzusszélesség egyenként vezérelhető. Ezzel a módszerrel jól hegeszthetők pl. a gépkocsik hátsó világítótestei, ahol nagy követelmények vannak a hegesztési varratok optikai minőségével szemben. Erre a Leister Process Technologies és az LPFK Laser & Electronics AG két különböző koncepciót dolgozott ki. A Lesiter a Novolas Basic AT kompakt léghűtéses berendezése mellett a Globo Welding nevű berendezést is használja a komplex 3D hegesztési varratok előállítására. Ebben van egy légcsapágyas üveggolyó, amely a lézerfényt a fókuszsíkra fókuszálja. A LKFP a TwinWeld hibrid hegesztési eljárást alkalmazza, ahol a lézerfény egy melegített térben hat és így kiszélesíti a feldolgozási ablakot, nő a hegesztés sebessége, nincs szükség utólagos temperálásra. A BASF olyan PBT típust hozott piacra, amelyet speciálisan lézerhegesztéshez fejlesztettek ki. A PBT sok autóipari alkalmazásban szinte pótolhatatlan. Hátránya más, részben kristályos polimerekkel szemben, hogy erősen szórja a lézerfényt, ezért kiszélesíti a hegesztősugarat. Az új Ultradur LUX nagyon finom kristályokat tartalmaz, amelyek kevésbé szórják a fényt, aminek hatására a fényáteresztés 30%-ról 60%- ra nő. Ennek hatására kevésbé szélesedik ki a hegesztősugár, ezért vastagabb rétegek is átvilágíthatók, másrészt gyorsabban és kisebb lézerteljesítménnyel is elvégezhető a hegesztés. Ennek gazdaságossági és környezetvédelmi előnyei vannak. A különböző műanyagok egymáshoz történő hegesztése a korlátozott keveredés miatt általában nem sikeres. Az Aachen-i Műanyagfeldolgozási Intézet (IKV) továbbfejlesztette a köztes réteget alkalmazó módszert, amellyel lézersugár felhasználásával nem egyforma műanyagok is összehegeszthetők. Ehhez többrétegű köztes fóliát használnak. Az alsó réteg játssza el az abszorbeáló anyag szerepét, a felső pedig hozzátapad a pigmentált hőre lágyuló műanyaghoz. A lézeres hegesztés módosítható úgy is, hogy átlátszó rétegek is hegeszthetők legyenek egymással. Ha figyelembe veszik a polimerek elnyelési sajátosságait és ehhez igazítják a lézer hullámhosszát, IR abszorbens adalékok nélkül is kielégítő elnyelés alakulhat ki. Ciklusidő csökkentése Mindig fontos volt a hegesztési eljárások gazdaságossága, ezen belül a ciklusidő kérdése. Az egyik leggyorsabb hegesztési módszer az ultrahangos, de a segédműveletek ideje jóval hosszabb, mint más módszerek esetében. Ezen próbál segíteni a Hermann Ultraschalltechnik GmbH & Co. KG automata hegesztősora, amely egy sor segédműveletet is automatizál, ezzel csökkentve a ciklusidőket. Ez nemcsak a gyorsaságot, hanem a hegesztés pontosságát is növeli. Pneumatikus meghajtással lehetővé teszik, hogy a hegesztési folyamatot tetszés szerinti ponton indítsák meg. A szonotróda megfelelően kíméletes felhelyezésével érzékeny varratgeometriák is károsodás nélkül előállíthatók. A Weber Ultrasonics GmbH az erővezérlés finom programozásával csökkenti az ultrahangos hegesztés ciklusidejét. A proporcionális szelepek alkalmazása lehetővé teszi a darabok kisebb erővel történő befogását. A hegesztőszerszámokon

7 elhelyezett vonalkódok segítségével a berendezésen automatikusan beállítható egy sor fontos hegesztési paraméter. Fűtőelemes nyereghegesztés A Widos Wilhelm Dommes Söhne GmbH fűtőelemes nyereghegesztési módszert dolgozott ki különböző átmérőjű műanyag csövek T-idomainak hegesztéséhez. A hegesztés előtt tolható speciális vágóelemekkel ellátott villamos fúróberendezést helyeznek a csőre. A szükséges csőméret folyamatosan változtatható. A módszer előnye a rugalmas fűtőelem alkalmazása, ami lehetővé teszi a pontos illeszkedést különböző felületekre is. A hegesztett felületen a fűtőelemet tapadásgátló réteggel látták el. A módszer alkalmazható mind sorozatgyártásban, mind helyszíni szerelésnél. Ergonómia a kézi hegesztésnél Az automatizált hegesztési eljárások mellett számos kézi hegesztőgép is elérhető. Ezeknél egyre jobban figyelembe veszik a felhasználhatóságot és a dolgozó kényelmét. Az extrudált hegesztőzsinórt használó hegesztőgépeknél már olyan könnyű (1 kg) szerkezeteket is sikerült kialakítani, amelyek nagy teljesítményűek (6 kg/h), de egy kézzel is kezelhetők, és készültek két extrudert párhuzamosan használó egységek is, amelyek nagyobb kihozatali teljesítményt nyújtanak. Az extrudercsiga megválasztásával elérhető, hogy PVC, PE vagy PP feldolgozására is alkalmas legyen. Összeállította: Dr. Bánhegyi György Die Wahl des richtigen Schewissverfahrens = K-Zeitung, 42. k. 15. sz p. 14. van Aaken, A., Weber, M.: Nachhaltig und sauber verschmelzen = Kunststoffe, 100. k. 12. sz p Egyéb irodalom Chung, Y.; Kamal, M. R.: Morphology of PA 6 vibration welded joints and its effect on weld strength (Vibrációsan hegesztett PA 6 kötések és hatásuk a hegesztési szilárdságra) = Polymer Engineering and Science, 48. k. 2. sz p Patham, B; Foss, P. H.: Thermoplastic vibration welding: review of process phenomenology and processing structure property interrelationships (Termoplasztok vibrációs hegesztése: a folyamat áttekintése, szerkezet és tulajdonságok közötti összefüggés) = Polymer Engineering and Science, 51. k. 1. sz p

2010. június 16. MŰANYAGOK LÉZERHEGESZTÉSE ÉS BERENDEZÉSEI
 2010. június 16. MŰANYAGOK LÉZERHEGESZTÉSE ÉS BERENDEZÉSEI Tartalom Műanyag hegesztésről általában Lézeres hegesztésről általában Lézeres hegesztés előnyei Scanner lézerhegesztés Műanyagok lézeres hegesztése
2010. június 16. MŰANYAGOK LÉZERHEGESZTÉSE ÉS BERENDEZÉSEI Tartalom Műanyag hegesztésről általában Lézeres hegesztésről általában Lézeres hegesztés előnyei Scanner lézerhegesztés Műanyagok lézeres hegesztése
hegesztésének on-line minőség-ellenőrzése
 A TERMELÉSI FOLYAMAT MINÕSÉGKÉRDÉSEI, VIZSGÁLATOK 2.3 2.5 Hőre lágyuló műanyagok lézeres hegesztésének on-line minőség-ellenőrzése Tárgyszavak: hőre lágyuló műanyag; lézer; hegesztés; folyamatszabályozás;
A TERMELÉSI FOLYAMAT MINÕSÉGKÉRDÉSEI, VIZSGÁLATOK 2.3 2.5 Hőre lágyuló műanyagok lézeres hegesztésének on-line minőség-ellenőrzése Tárgyszavak: hőre lágyuló műanyag; lézer; hegesztés; folyamatszabályozás;
A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.") A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 31 521 08 Műanyag hegesztő Tájékoztató
A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 31 521 08 Műanyag hegesztő Tájékoztató
MŰANYAGOK FELDOLGOZÁSA
 MŰANYAGOK FELDOLGOZÁSA Műanyagok kötése korszerű módszerekkel A műanyagok széles körű alkalmazását tovább bővíti, hogy a végtermékek tervezésénél számolni lehet egyes részek összekapcsolásával hegesztés,
MŰANYAGOK FELDOLGOZÁSA Műanyagok kötése korszerű módszerekkel A műanyagok széles körű alkalmazását tovább bővíti, hogy a végtermékek tervezésénél számolni lehet egyes részek összekapcsolásával hegesztés,
LÉZERES HEGESZTÉS AZ IPARBAN
 LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
Átlátszó műanyagtermékek előállítása fröccsöntéssel és fóliahúzással
 A MÛANYAGOK FELDOLGOZÁSA 2.1 2.2 1.1 Átlátszó műanyagtermékek előállítása fröccsöntéssel és fóliahúzással Tárgyszavak: átlátszó műanyag; fröccsöntés; dombornyomás; hibalehetőségek; új technológiák; extrudálás;
A MÛANYAGOK FELDOLGOZÁSA 2.1 2.2 1.1 Átlátszó műanyagtermékek előállítása fröccsöntéssel és fóliahúzással Tárgyszavak: átlátszó műanyag; fröccsöntés; dombornyomás; hibalehetőségek; új technológiák; extrudálás;
MŰANYAGOK FELDOLGOZÁSA
 MŰANYAGOK FELDOLGOZÁSA Nehezen hegeszthető ok hegesztése lézerrel A nehezen hegeszthető okhoz az utóbbi időkben különleges hegesztési eljárásokat dolgoztak ki. A paraméterek optimalizálásával jó kötésszilárdságot
MŰANYAGOK FELDOLGOZÁSA Nehezen hegeszthető ok hegesztése lézerrel A nehezen hegeszthető okhoz az utóbbi időkben különleges hegesztési eljárásokat dolgoztak ki. A paraméterek optimalizálásával jó kötésszilárdságot
MŰANYAGOK TULAJDONSÁGAI
 MŰANYAGOK TULAJDONSÁGAI Újdonságok a műanyagok ultrahangos és dörzshegesztésében A műanyag alkatrészek összeillesztésében a hegesztés fontos szerepet játszik. A dörzshegesztésben még vannak tartalékok,
MŰANYAGOK TULAJDONSÁGAI Újdonságok a műanyagok ultrahangos és dörzshegesztésében A műanyag alkatrészek összeillesztésében a hegesztés fontos szerepet játszik. A dörzshegesztésben még vannak tartalékok,
A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.") A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 31 521 08 Műanyag hegesztő Tájékoztató
A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 31 521 08 Műanyag hegesztő Tájékoztató
Hegesztett alkatrészek kialakításának irányelvei
 Hegesztett alkatrészek kialakításának irányelvei. A hegesztend alkatrész kialakításának az anyag és a technológia kiválasztása után legfontosabb szempontja, hogy a hegesztési varrat ne a legnagyobb igénybevétel
Hegesztett alkatrészek kialakításának irányelvei. A hegesztend alkatrész kialakításának az anyag és a technológia kiválasztása után legfontosabb szempontja, hogy a hegesztési varrat ne a legnagyobb igénybevétel
MŰANYAGOK FELDOLGOZÁSA
 MŰANYAGOK FELDOLGOZÁSA Hegesztés trendek, technológiák, anyagok A hegesztés egyike a legfontosabb műanyag-megmunkálási műveleteknek, amit mutat az is, hogy sokféle technológia és ezekhez tartozó berendezés
MŰANYAGOK FELDOLGOZÁSA Hegesztés trendek, technológiák, anyagok A hegesztés egyike a legfontosabb műanyag-megmunkálási műveleteknek, amit mutat az is, hogy sokféle technológia és ezekhez tartozó berendezés
11. Hegesztés; egyéb műveletek
 11. Hegesztés; egyéb műveletek Bevezetés Hegesztés direkt hegesztés indirekt hegesztés Préselés Őrlés, darálás Keverés, homogenizálás Egyéb műveletek hőkezelés, szárítás Mechanikai megmunkálás esztergálás
11. Hegesztés; egyéb műveletek Bevezetés Hegesztés direkt hegesztés indirekt hegesztés Préselés Őrlés, darálás Keverés, homogenizálás Egyéb műveletek hőkezelés, szárítás Mechanikai megmunkálás esztergálás
MŰANYAGOK FELDOLGOZÁSA
 MŰANYAGOK FELDOLGOZÁSA Lézertechnika a műanyagok megmunkálásában A lézertechnika egyre nagyobb szerepet kap a műanyagok formaadás utáni megmunkálásában; hegesztéshez, vágáshoz, a felület strukturálásához,
MŰANYAGOK FELDOLGOZÁSA Lézertechnika a műanyagok megmunkálásában A lézertechnika egyre nagyobb szerepet kap a műanyagok formaadás utáni megmunkálásában; hegesztéshez, vágáshoz, a felület strukturálásához,
Autóalkatrészek hosszú üvegszálas poliolefinekből
 A MÛANYAGOK FELHASZNÁLÁSA 4.2 3.13 1.5 Autóalkatrészek hosszú üvegszálas poliolefinekből Tárgyszavak: kompozit; hosszú üvegszállal erősített poliolefin; PP; PE-HD; direkt bekeverés; fröccsöntés; fúvóformázás;
A MÛANYAGOK FELHASZNÁLÁSA 4.2 3.13 1.5 Autóalkatrészek hosszú üvegszálas poliolefinekből Tárgyszavak: kompozit; hosszú üvegszállal erősített poliolefin; PP; PE-HD; direkt bekeverés; fröccsöntés; fúvóformázás;
Hidegsajtoló hegesztés
 Budapesti Műszaki és Gazdaságtudományi Egyetem SAJTOLÓ HEGESZTÉSI ELJÁRÁSOK 1. Hőbevitel nélküli eljárások Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hidegsajtoló hegesztés A
Budapesti Műszaki és Gazdaságtudományi Egyetem SAJTOLÓ HEGESZTÉSI ELJÁRÁSOK 1. Hőbevitel nélküli eljárások Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hidegsajtoló hegesztés A
MŰANYAGOK FELDOLGOZÁSA
 MŰANYAGOK FELDOLGOZÁSA Fémömledékkel kofröccsöntött és lágymágneses töltőanyagot tartalmazó műanyagok A fémmel társított műanyag nem újdonság, a műanyagömledék kofröccsöntése fémolvadékkal azonban meglepő
MŰANYAGOK FELDOLGOZÁSA Fémömledékkel kofröccsöntött és lágymágneses töltőanyagot tartalmazó műanyagok A fémmel társított műanyag nem újdonság, a műanyagömledék kofröccsöntése fémolvadékkal azonban meglepő
Kábel-membrán szerkezetek
 Kábel-membrán szerkezetek Ponyvaanyag Vegyipar, textilipar és műanyag feldolgozó ipar együttes fejlődésének eredménye a modern ponyvaanyag Két fő alkotóelem Textilbetét, a szilárdsági tulajdonságot biztosítja
Kábel-membrán szerkezetek Ponyvaanyag Vegyipar, textilipar és műanyag feldolgozó ipar együttes fejlődésének eredménye a modern ponyvaanyag Két fő alkotóelem Textilbetét, a szilárdsági tulajdonságot biztosítja
MŰANYAGOK FELDOLGOZÁSA
 MŰANYAGOK FELDOLGOZÁSA Fóliagyártás versenyképesen Az öntött és a fújt fóliák közül is jelenleg a 3-rétegűek a legnépszerűbbek mind a gyártók, mind a felhasználók körében. Megkezdődött azonban az átrendeződés
MŰANYAGOK FELDOLGOZÁSA Fóliagyártás versenyképesen Az öntött és a fújt fóliák közül is jelenleg a 3-rétegűek a legnépszerűbbek mind a gyártók, mind a felhasználók körében. Megkezdődött azonban az átrendeződés
Összefüggő gyakorlat követelménye Műanyagfeldolgozó technikus Vegyipar (8.) szakmacsoport Vegyipar (XIV.) ágazati besorolás
 szakmacsoport Vegyipar (XIV.) ágazati besorolás") Összefüggő gyakorlat követelménye Műanyagfeldolgozó technikus 54 521 06 Vegyipar (8.) szakmacsoport Vegyipar (XIV.) ágazati besorolás A szakmai program a 30/2016 (VIII 31) NGM rendelet és módosításai alapján
Összefüggő gyakorlat követelménye Műanyagfeldolgozó technikus 54 521 06 Vegyipar (8.) szakmacsoport Vegyipar (XIV.) ágazati besorolás A szakmai program a 30/2016 (VIII 31) NGM rendelet és módosításai alapján
Meghatározó az ultrahangos hegesztés területén az optimális kötésekért ))
)") Weber Ultrasonics Weld & Cut Meghatározó az ultrahangos hegesztés területén az optimális kötésekért )) Optimális ultrahangos hegesztési, és vágási megoldások A Weber a minőség megtestesítője Ultrahangos
Weber Ultrasonics Weld & Cut Meghatározó az ultrahangos hegesztés területén az optimális kötésekért )) Optimális ultrahangos hegesztési, és vágási megoldások A Weber a minőség megtestesítője Ultrahangos
MINDEN RÉSZLETÉBEN MINŐSÉG
 MŰANYAGHEGESZTŐ EXTRUDEREK MINDEN RÉSZLETÉBEN MINŐSÉG - Egyedülálló szabadalmaztatott hőmérsékletkontroll közvetlenül a masszában. - Egymástól független hőmérsékletbeállítási lehetőség masszára és előmelegítésre.
MŰANYAGHEGESZTŐ EXTRUDEREK MINDEN RÉSZLETÉBEN MINŐSÉG - Egyedülálló szabadalmaztatott hőmérsékletkontroll közvetlenül a masszában. - Egymástól független hőmérsékletbeállítási lehetőség masszára és előmelegítésre.
Padlóhegesztő automata FLOORON. egyszerű gyors biztos
 Padlóhegesztés Kézi hegesztőkészülékek Rion Rion Digital Rion 120 Volt Rion 230 Volt Rion Digital 120 Volt Rion Digital 230 Volt Rendelési szám: 6600077 Rendelési szám: 6600075 Rendelési szám: 6600084
Padlóhegesztés Kézi hegesztőkészülékek Rion Rion Digital Rion 120 Volt Rion 230 Volt Rion Digital 120 Volt Rion Digital 230 Volt Rendelési szám: 6600077 Rendelési szám: 6600075 Rendelési szám: 6600084
MÉRNÖKI ANYAGISMERET AJ002_1 Közlekedésmérnöki BSc szak Csizmazia Ferencné dr. főiskolai docens B 403. Dr. Dogossy Gábor Egyetemi adjunktus B 408
 MÉRNÖKI ANYAGISMERET AJ002_1 Közlekedésmérnöki BSc szak Csizmazia Ferencné dr. főiskolai docens B 403 Dr. Dogossy Gábor Egyetemi adjunktus B 408 Az anyag Az anyagot az ember nyeri ki a természetből és
MÉRNÖKI ANYAGISMERET AJ002_1 Közlekedésmérnöki BSc szak Csizmazia Ferencné dr. főiskolai docens B 403 Dr. Dogossy Gábor Egyetemi adjunktus B 408 Az anyag Az anyagot az ember nyeri ki a természetből és
MŰANYAGOK ALKALMAZÁSA
 MŰANYAGOK ALKALMAZÁSA Korszerű fóliák elektronikai alkalmazásokra A nyomtatott elektronika segítségével a műanyag fóliák és vezető szerkezetek kombinációjával számos új kapcsolási funkció alakítható ki.
MŰANYAGOK ALKALMAZÁSA Korszerű fóliák elektronikai alkalmazásokra A nyomtatott elektronika segítségével a műanyag fóliák és vezető szerkezetek kombinációjával számos új kapcsolási funkció alakítható ki.
Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken
 Weld your way. Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken CROWN International Kft. CLOOS Képviselet 1163 Budapest, Vámosgyörk u. 31. Tel.: +36 1 403 5359 sales@cloos.hu www.cloos.hu
Weld your way. Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken CROWN International Kft. CLOOS Képviselet 1163 Budapest, Vámosgyörk u. 31. Tel.: +36 1 403 5359 sales@cloos.hu www.cloos.hu
Elszívóasztalok és vágóasztalok
 Tartalomjegyzék Elszívóasztalok és vágóasztalok Csiszolóasztal elszíváshoz 76 Hegesztőasztal elszíváshoz 77 Tavolex-asztal 78 Oktató-hegesztőasztal 79 Kézi vágóasztal 80 Filter-Table 81 Elszívóasztalok
Tartalomjegyzék Elszívóasztalok és vágóasztalok Csiszolóasztal elszíváshoz 76 Hegesztőasztal elszíváshoz 77 Tavolex-asztal 78 Oktató-hegesztőasztal 79 Kézi vágóasztal 80 Filter-Table 81 Elszívóasztalok
Erősebb. Tartósabb. Sárga. Az új Klingspor lamellástányérok
 Erősebb. Tartósabb. Sárga. Az új Klingspor lamellástányérok A lamellás csiszolótányér szakértőjétől Átdolgoztuk termékválasztékunkat, és ezzel a Klingspor történetének legátfogóbb és legátláthatóbb SMT-programját
Erősebb. Tartósabb. Sárga. Az új Klingspor lamellástányérok A lamellás csiszolótányér szakértőjétől Átdolgoztuk termékválasztékunkat, és ezzel a Klingspor történetének legátfogóbb és legátláthatóbb SMT-programját
MŰANYAGOK FELDOLGOZÁSA
 MŰANYAGOK FELDOLGOZÁSA Műanyag alkatrészek összeerősítési módszerei A műanyag-feldolgozásban egyre gyakrabban van igény a műanyag alkatrészek összeszerelésére. Ennek számos technológiája ismert, az optimális
MŰANYAGOK FELDOLGOZÁSA Műanyag alkatrészek összeerősítési módszerei A műanyag-feldolgozásban egyre gyakrabban van igény a műanyag alkatrészek összeszerelésére. Ennek számos technológiája ismert, az optimális
Az ömlesztő hegesztési eljárások típusai, jellemzése A fogyóelektródás védőgázas ívhegesztés elve, szabványos jelölése, a hegesztés alapfogalmai
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
Új lézeres és infravörös hegesztőrendszerek
 A MÛANYAGOK ELÕÁLLÍTÁSA ÉS FELDOLGOZÁSA Új lézeres és infravörös hegesztőrendszerek Tárgyszavak: lézertechnika; infravörös technika; hegesztés; hegesztőberendezés; gyártó; hibrid technológia; hegesztést
A MÛANYAGOK ELÕÁLLÍTÁSA ÉS FELDOLGOZÁSA Új lézeres és infravörös hegesztőrendszerek Tárgyszavak: lézertechnika; infravörös technika; hegesztés; hegesztőberendezés; gyártó; hibrid technológia; hegesztést
Műanyagok ultrahangos hegesztése
 A MÛANYAGOK ELÕÁLLÍTÁSA ÉS FELDOLGOZÁSA Műanyagok ultrahangos hegesztése Tárgyszavak: műanyagok; ultrahangos hegesztés; hegesztőberendezések; hegesztőfej anyagai; gyakorlati példák. A műanyagok ultrahangos
A MÛANYAGOK ELÕÁLLÍTÁSA ÉS FELDOLGOZÁSA Műanyagok ultrahangos hegesztése Tárgyszavak: műanyagok; ultrahangos hegesztés; hegesztőberendezések; hegesztőfej anyagai; gyakorlati példák. A műanyagok ultrahangos
HEGESZTÉSI SZAKISMERET
 HEGESZTÉSI SZAKISMERET 1.) Ismertesse az SI mértékrendszer szerinti nyomás, hőmérséklet, mechanikai feszültség stb. mértékegységeket! 2.) Melyek azok a fizikai, kémiai, mechanikai tulajdonságok, amelyek
HEGESZTÉSI SZAKISMERET 1.) Ismertesse az SI mértékrendszer szerinti nyomás, hőmérséklet, mechanikai feszültség stb. mértékegységeket! 2.) Melyek azok a fizikai, kémiai, mechanikai tulajdonságok, amelyek
fajtái anyagmegmunkálás anyagmegmunk
 A lézeres l anyagmegmunk megmunkálás 2009. november 25. A lézeres l anyagmegmunkálás fajtái Szerkezeti változás (structural change) Felületkeményítés (hardening) Deformáció és törés (deformation and fracture)
A lézeres l anyagmegmunk megmunkálás 2009. november 25. A lézeres l anyagmegmunkálás fajtái Szerkezeti változás (structural change) Felületkeményítés (hardening) Deformáció és törés (deformation and fracture)
Lézersugaras technológiák fóruma
 Lézersugaras technológiák fóruma Újdonságok a lézersugaras technológiáik területén: méréstechnika, hegesztés, additive manufacturing (szemelvények a fórum előadásaiból) Abaffy Károly Linde Gáz Magyarország
Lézersugaras technológiák fóruma Újdonságok a lézersugaras technológiáik területén: méréstechnika, hegesztés, additive manufacturing (szemelvények a fórum előadásaiból) Abaffy Károly Linde Gáz Magyarország
MŰANYAGOK ALKALMAZÁSA, UTÓMŰVELETEK
 MŰANYAGOK ALKALMAZÁSA, UTÓMŰVELETEK Hibrid szerkezetek szerves bádoggal A hibrid szerkezetek tömege jelentősen csökkenthető, ha a fémkomponens helyett is műanyagot, ún. szerves bádogot használnak. A szerves
MŰANYAGOK ALKALMAZÁSA, UTÓMŰVELETEK Hibrid szerkezetek szerves bádoggal A hibrid szerkezetek tömege jelentősen csökkenthető, ha a fémkomponens helyett is műanyagot, ún. szerves bádogot használnak. A szerves
Műanyag hegesztő, hőformázó Műanyag-feldolgozó
 A /2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A /2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A MÛANYAGOK ELÕÁLLÍTÁSA ÉS FELDOLGOZÁSA. Fém műanyag hibridek. A hibrid struktúrák terjedése
 A MÛANYAGOK ELÕÁLLÍTÁSA ÉS FELDOLGOZÁSA Fém műanyag hibridek Tárgyszavak: fém műanyag kombináció; körülöntés; fémvázra fúvás; csillapító réteg; szimuláció; járműipar; vezetősín; ülés; zaj- és rezgéscsillapító
A MÛANYAGOK ELÕÁLLÍTÁSA ÉS FELDOLGOZÁSA Fém műanyag hibridek Tárgyszavak: fém műanyag kombináció; körülöntés; fémvázra fúvás; csillapító réteg; szimuláció; járműipar; vezetősín; ülés; zaj- és rezgéscsillapító
Műanyag csővezetékek összehasonlítása
 Műanyag-Csőgyártók Szövetsége Műanyag csővezetékek összehasonlítása 2018. január 25. Szepesi Vince Pipelife Tartalom A szerelőipari feladatok, A rendelkezésre álló anyagok, Az alkalmazások, UV és vegyi
Műanyag-Csőgyártók Szövetsége Műanyag csővezetékek összehasonlítása 2018. január 25. Szepesi Vince Pipelife Tartalom A szerelőipari feladatok, A rendelkezésre álló anyagok, Az alkalmazások, UV és vegyi
tervezési szempontok (igénybevétel, feszültségeloszlás,
 Elhasználódási és korróziós folyamatok Bagi István BME MTAT Biofunkcionalitás Az élő emberi szervezettel való kölcsönhatás biokompatibilitás (gyulladás, csontfelszívódás, metallózis) aktív biológiai környezet
Elhasználódási és korróziós folyamatok Bagi István BME MTAT Biofunkcionalitás Az élő emberi szervezettel való kölcsönhatás biokompatibilitás (gyulladás, csontfelszívódás, metallózis) aktív biológiai környezet
TURBÓGENERÁTOR ÁLLÓRÉSZEK Élettartamának meghosszabbítása
 Szigetelés Diagnosztikai Konferencia 2009. 10. 14-16. TURBÓGENERÁTOR ÁLLÓRÉSZEK Élettartamának meghosszabbítása Az élettartam kiterjesztés kérdései A turbógenerátorok üzemi élettartamának meghosszabbítása,
Szigetelés Diagnosztikai Konferencia 2009. 10. 14-16. TURBÓGENERÁTOR ÁLLÓRÉSZEK Élettartamának meghosszabbítása Az élettartam kiterjesztés kérdései A turbógenerátorok üzemi élettartamának meghosszabbítása,
kipufogódob hang- és hőszigetelő rendszer
 Acoustafil-HU 1/7 Acousta-fil kipufogódob hang- és hőszigetelő rendszer Magyarországi képviselet / forgalmazás: WESTEX Kft./ 9700 Szombathely / Rumi út 301. Tel. +36 94 510-102 Fax: +36 94 510-105 E-mail:
Acoustafil-HU 1/7 Acousta-fil kipufogódob hang- és hőszigetelő rendszer Magyarországi képviselet / forgalmazás: WESTEX Kft./ 9700 Szombathely / Rumi út 301. Tel. +36 94 510-102 Fax: +36 94 510-105 E-mail:
Gyors prototípus gyártás (Rapid Prototyping, RPT) 2009.11.09.
 2009.11.09.") Gyors prototípus gyártás (Rapid Prototyping, RPT) 2009.11.09. Konkurens (szimultán) tervezés: Alapötlet Részletterv Vázlat Prototípus Előzetes prototípus Bevizsgálás A prototípus készítés indoka: - formai
Gyors prototípus gyártás (Rapid Prototyping, RPT) 2009.11.09. Konkurens (szimultán) tervezés: Alapötlet Részletterv Vázlat Prototípus Előzetes prototípus Bevizsgálás A prototípus készítés indoka: - formai
Foglalkozási napló. Műanyagfeldolgozó 10. évfolyam
 Foglalkozási napló a 20 /20. tanévre Műanyagfeldolgozó 10. évfolyam (OKJ száma: 34 521 09) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Foglalkozási napló a 20 /20. tanévre Műanyagfeldolgozó 10. évfolyam (OKJ száma: 34 521 09) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Tevékenység: Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit!
 Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit! 2.3 Lézersugaras hegesztés A lézersugaras hegesztés az MSZ EN ISO 4063:2000 szerint az 52-es azonosító számú csoportba
Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit! 2.3 Lézersugaras hegesztés A lézersugaras hegesztés az MSZ EN ISO 4063:2000 szerint az 52-es azonosító számú csoportba
HEGESZTÉSI SZAKISMERET
 HEGESZTÉSI SZAKISMERET 1.) Melyek azok a főbb hegesztési eljárások, melyek alkalmasak műanyagok (polimerek) kötésére? 2.) Mely tulajdonságok teszik lehetővé a műanyagok hegesztését? 3.) Ismertesse a műanyagok
HEGESZTÉSI SZAKISMERET 1.) Melyek azok a főbb hegesztési eljárások, melyek alkalmasak műanyagok (polimerek) kötésére? 2.) Mely tulajdonságok teszik lehetővé a műanyagok hegesztését? 3.) Ismertesse a műanyagok
Food Processing Equipment. NEAEN Cook n chill SZAKASZOSAN ÜZEMELŐ FŐZŐ ÉS FAGYASZTÓ-BERENDEZÉS
 Food Processing Equipment NEAEN Cook n chill SZAKASZOSAN ÜZEMELŐ FŐZŐ ÉS FAGYASZTÓ-BERENDEZÉS Darabos és törékeny ételek széles választékának nagy teljesítményű főzésére/előfőzésére tervezték. Az előfőzést/főzést
Food Processing Equipment NEAEN Cook n chill SZAKASZOSAN ÜZEMELŐ FŐZŐ ÉS FAGYASZTÓ-BERENDEZÉS Darabos és törékeny ételek széles választékának nagy teljesítményű főzésére/előfőzésére tervezték. Az előfőzést/főzést
XXI. Nemzetközi Gépészeti Találkozó - OGÉT 2013
 XXI. Nemzetközi Gépészeti Találkozó - OGÉT 2013 Termikus szórással készült NiCrBSi rétegek utókezelése lézersugaras újraolvasztással Molnár András PhD hallgató témavezetők: Dr. Balogh András egyetemi docens
XXI. Nemzetközi Gépészeti Találkozó - OGÉT 2013 Termikus szórással készült NiCrBSi rétegek utókezelése lézersugaras újraolvasztással Molnár András PhD hallgató témavezetők: Dr. Balogh András egyetemi docens
MŰANYAGOK TULAJDONSÁGAI
 MŰANYAGOK TULAJDONSÁGAI Különleges polimerek igényes alkalmazásokban A poli(éter-éter-keton) hőállósága mellett egy sor előnyös tulajdonsággal rendelkezik, amelyek alkalmassá teszik a földgáz- és kőolajiparban
MŰANYAGOK TULAJDONSÁGAI Különleges polimerek igényes alkalmazásokban A poli(éter-éter-keton) hőállósága mellett egy sor előnyös tulajdonsággal rendelkezik, amelyek alkalmassá teszik a földgáz- és kőolajiparban
Tárgyszavak: öntött poliamid; prototípus; kis sorozatok gyártása; NylonMold eljárás; Forma1 modell; K2004; vízmelegítő fűtőblokkja; új PA-típusok.
 MÛANYAGFAJTÁK Újdonságok a poliamidtermékek és a poliamidtípusok gyártásában Tárgyszavak: öntött poliamid; prototípus; kis sorozatok gyártása; NylonMold eljárás; Forma1 modell; K2004; vízmelegítő fűtőblokkja;
MÛANYAGFAJTÁK Újdonságok a poliamidtermékek és a poliamidtípusok gyártásában Tárgyszavak: öntött poliamid; prototípus; kis sorozatok gyártása; NylonMold eljárás; Forma1 modell; K2004; vízmelegítő fűtőblokkja;
Innovatív vízelvezetés. Geberit zuhany szerelőelemek falba rejtett lefolyóval
 Innovatív vízelvezetés Geberit zuhany szerelőelemek falba rejtett lefolyóval Különösebb ördöngösség nélkül, egyszerűen beszerelhető Rengeteg időt takaríthat meg, kompromisszumok nélkül A zuhany szerelőelem
Innovatív vízelvezetés Geberit zuhany szerelőelemek falba rejtett lefolyóval Különösebb ördöngösség nélkül, egyszerűen beszerelhető Rengeteg időt takaríthat meg, kompromisszumok nélkül A zuhany szerelőelem
FOLYAMATOS ÜZEMŰ SZÁLLÍTÓSZALAG- BERENDEZÉS MÉLY OLAJSÜTŐ
 Food Processing Equipment ProfiFry FOLYAMATOS ÜZEMŰ SZÁLLÍTÓSZALAG- BERENDEZÉS MÉLY OLAJSÜTŐ A ProfiFry univerzális, folyamatos üzemű, mély olajsütő egy megbízható és univerzális megoldás termékek széles
Food Processing Equipment ProfiFry FOLYAMATOS ÜZEMŰ SZÁLLÍTÓSZALAG- BERENDEZÉS MÉLY OLAJSÜTŐ A ProfiFry univerzális, folyamatos üzemű, mély olajsütő egy megbízható és univerzális megoldás termékek széles
A MÛANYAGOK FELDOLGOZÁSA. Vízzel segített fröccsöntés
 A MÛANYAGOK FELDOLGOZÁSA 2.2 Vízzel segített fröccsöntés Tárgyszavak: műanyag-feldolgozás; fröccsöntés; gázzal segített fröccsöntés; vízzel segített fröccsöntés; eljárások; gépgyártók; alapanyagok. A vízzel
A MÛANYAGOK FELDOLGOZÁSA 2.2 Vízzel segített fröccsöntés Tárgyszavak: műanyag-feldolgozás; fröccsöntés; gázzal segített fröccsöntés; vízzel segített fröccsöntés; eljárások; gépgyártók; alapanyagok. A vízzel
MŰANYAGOK FELDOLGOZÁSA
 MŰANYAGOK FELDOLGOZÁSA Műanyagok forgácsolása és mechanikus rögzítése A hőre lágyuló műanyag termékek és különösen a habosított vagy méhsejtszerű belső maggal és tömör felülettel ellátott alkatrészek tömegcsökkentést
MŰANYAGOK FELDOLGOZÁSA Műanyagok forgácsolása és mechanikus rögzítése A hőre lágyuló műanyag termékek és különösen a habosított vagy méhsejtszerű belső maggal és tömör felülettel ellátott alkatrészek tömegcsökkentést
Tárgyszavak: műszaki műanyagok; erősített hőre lágyuló műanyagok; műanyag-feldolgozás; prototípusgyártás; lézerszinterezés; autóipar.
 MŰANYAGFAJTÁK A műanyagok versenyeznek a fémekkel A poli(aril-éter-keton) a nagy teljesítményű műanyagok családjába tartozik. A drága alapanyag típusait és feldolgozási technikáit folyamatosan fejlesztik.
MŰANYAGFAJTÁK A műanyagok versenyeznek a fémekkel A poli(aril-éter-keton) a nagy teljesítményű műanyagok családjába tartozik. A drága alapanyag típusait és feldolgozási technikáit folyamatosan fejlesztik.
MINŐSÉG A SOROZATGYÁRTÁSHOZ LUTZ IPARI PENGÉK ÉS KÉSEK AZ AUTÓIPAR SZÁMÁRA
 AUTÓIPAR Válogatott terméklista kérjen ajánlatot más típusokra MINŐSÉG A SOROZATGYÁRTÁSHOZ LUTZ IPARI PENGÉK ÉS KÉSEK AZ AUTÓIPAR SZÁMÁRA EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR
AUTÓIPAR Válogatott terméklista kérjen ajánlatot más típusokra MINŐSÉG A SOROZATGYÁRTÁSHOZ LUTZ IPARI PENGÉK ÉS KÉSEK AZ AUTÓIPAR SZÁMÁRA EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR
A4. Hőre lágyuló műanyagok melegalakítása
 LABORGYAKORLATOK - SEGÉDLET Budapesti Műszaki és Gazdaságtudományi Egyetem Gépészmérnöki Kar POLIMERTECHNIKA TANSZÉK A4. Hőre lágyuló műanyagok melegalakítása A jegyzet érvényességét a tanszéki Weboldalon
LABORGYAKORLATOK - SEGÉDLET Budapesti Műszaki és Gazdaságtudományi Egyetem Gépészmérnöki Kar POLIMERTECHNIKA TANSZÉK A4. Hőre lágyuló műanyagok melegalakítása A jegyzet érvényességét a tanszéki Weboldalon
Megalapozó tanulmány az NBSZ 9. kötethez kiadandó hegesztési útmutató előkészítéséhez
 Megalapozó tanulmány az NBSZ 9. kötethez kiadandó hegesztési útmutató előkészítéséhez Gayer Béla Műszaki Igazgató 2017. Május 31 Magyar Hegesztéstechnikai és Anyagvizsgálati Egyesülés /MHtE/ Tartalom:
Megalapozó tanulmány az NBSZ 9. kötethez kiadandó hegesztési útmutató előkészítéséhez Gayer Béla Műszaki Igazgató 2017. Május 31 Magyar Hegesztéstechnikai és Anyagvizsgálati Egyesülés /MHtE/ Tartalom:
1. Szerszámjavítás lézerhegesztéssel 2. Műanyagok lézeres feliratozása
 50 éves a lézer Lézertechnológiák műanyagipari alkalmazásai 1. Szerszámjavítás lézerhegesztéssel 2. Műanyagok lézeres feliratozása Előadó: Tóth Gábor Szerszámjavítás lézerhegesztéssel Áttekintés 1. Alkalmazása
50 éves a lézer Lézertechnológiák műanyagipari alkalmazásai 1. Szerszámjavítás lézerhegesztéssel 2. Műanyagok lézeres feliratozása Előadó: Tóth Gábor Szerszámjavítás lézerhegesztéssel Áttekintés 1. Alkalmazása
MŰANYAGFAJTÁK ÉS KOMPOZITOK
 MŰANYAGFAJTÁK ÉS KOMPOZITOK Polikarbonátok a világítástechnikában Az egyik legfontosabb műszaki műanyag, a polikarbonát, a világítástechnikában is egyre fontosabb szerephez jut. Ezt a folyamatot segíti,
MŰANYAGFAJTÁK ÉS KOMPOZITOK Polikarbonátok a világítástechnikában Az egyik legfontosabb műszaki műanyag, a polikarbonát, a világítástechnikában is egyre fontosabb szerephez jut. Ezt a folyamatot segíti,
Tartalomjegyzék LED hátterek 3 LED gyűrűvilágítók LED sötét látóterű (árnyék) megvilágítók 5 LED mátrix reflektor megvilágítók
 megvilágítók 5 LED mátrix reflektor megvilágítók") 1 Tartalomjegyzék LED hátterek 3 LED gyűrűvilágítók 4 LED sötét látóterű (árnyék) megvilágítók 5 LED mátrix reflektor megvilágítók 6 HEAD LUXEON LED vezérelhető reflektorok 7 LUXEON LED 1W-os, 3W-os, 5W-os
1 Tartalomjegyzék LED hátterek 3 LED gyűrűvilágítók 4 LED sötét látóterű (árnyék) megvilágítók 5 LED mátrix reflektor megvilágítók 6 HEAD LUXEON LED vezérelhető reflektorok 7 LUXEON LED 1W-os, 3W-os, 5W-os
A nemesacél új generációja: A gazdaságos Viega 1.4521-es Sanpress csœ.
 A nemesacél új generációja: A gazdaságos Viega 1.4521-es Sanpress csœ. Több gazdaságosság a tervezésben és a kalkulációban: Viega 1.4521-es Sanpress csœ. A Viega válasza az ingadozó nemesacél árakra A
A nemesacél új generációja: A gazdaságos Viega 1.4521-es Sanpress csœ. Több gazdaságosság a tervezésben és a kalkulációban: Viega 1.4521-es Sanpress csœ. A Viega válasza az ingadozó nemesacél árakra A
MŰANYAGOK FELDOLGOZÁSA
 MŰANYAGOK FELDOLGOZÁSA Energiatakarékosság az extrudáló üzemben A műanyag-feldolgozó üzemekben változatlanul az energiatakarékosság a legfontosabb célkitűzés. Az alábbiakban az extrudálósorokban rejlő
MŰANYAGOK FELDOLGOZÁSA Energiatakarékosság az extrudáló üzemben A műanyag-feldolgozó üzemekben változatlanul az energiatakarékosság a legfontosabb célkitűzés. Az alábbiakban az extrudálósorokban rejlő
3B sorozat Optoelektronikus érzékelők
 3B sorozat Optoelektronikus érzékelők TERMÉKINFORMÁCIÓ Az új érzékelőgeneráció 3B sorozat. Kompakt, sokoldalú, felhasználóbarát, erős A Leuze electronic új érzékelőgenerációja egy sor egyedülálló tulajdonságot
3B sorozat Optoelektronikus érzékelők TERMÉKINFORMÁCIÓ Az új érzékelőgeneráció 3B sorozat. Kompakt, sokoldalú, felhasználóbarát, erős A Leuze electronic új érzékelőgenerációja egy sor egyedülálló tulajdonságot
ABLOY AJTÓCSUKÓK- KIVÁLÓ TELJESÍTMÉNY ÉS MEGBÍZHATÓSÁG
 ABLOY AJTÓCSUKÓK- KIVÁLÓ TELJESÍTMÉNY ÉS MEGBÍZHATÓSÁG Az ABLOY magas biztonsági termékeit az egész világon ismerik és elismerik. Széles termékskálánk minden tagja csúcsminôséget képvisel és kiváló teljesítményt
ABLOY AJTÓCSUKÓK- KIVÁLÓ TELJESÍTMÉNY ÉS MEGBÍZHATÓSÁG Az ABLOY magas biztonsági termékeit az egész világon ismerik és elismerik. Széles termékskálánk minden tagja csúcsminôséget képvisel és kiváló teljesítményt
Hegeszthetőség és hegesztett kötések vizsgálata
 Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
MŰANYAGOK FELDOLGOZÁSA
 MŰANYAGOK FELDOLGOZÁSA Ömledék homogenitásának javítási lehetőségei fröccsöntésnél és extrúziónál A reprodukálható termékminőséghez elengedhetetlen a homogén ömledék biztosítása. Színhibák elkerülése,
MŰANYAGOK FELDOLGOZÁSA Ömledék homogenitásának javítási lehetőségei fröccsöntésnél és extrúziónál A reprodukálható termékminőséghez elengedhetetlen a homogén ömledék biztosítása. Színhibák elkerülése,
MŰANYAGOK FELDOLGOZÁSA
 MŰANYAGOK FELDOLGOZÁSA Hegesztési újdonságok: automatizálás, infravörös (IR) hegesztés, fluorpolimerek hegesztése A műanyag alkatrészek hegesztésénél, különösen az ultrahangos eljárásnál a folyamatok automatizálása
MŰANYAGOK FELDOLGOZÁSA Hegesztési újdonságok: automatizálás, infravörös (IR) hegesztés, fluorpolimerek hegesztése A műanyag alkatrészek hegesztésénél, különösen az ultrahangos eljárásnál a folyamatok automatizálása
Linia PastaCook TÉSZTAFŐZŐ ÉS HŰTŐGYÁRTÓSOR
 Food Processing Equipment Linia PastaCook TÉSZTAFŐZŐ ÉS HŰTŐGYÁRTÓSOR A tészta az ipari élelmiszertermelés egyik legnehezebb terméke, mivel hagyományosan a főzést követően néhány percen belül tálalni kell.
Food Processing Equipment Linia PastaCook TÉSZTAFŐZŐ ÉS HŰTŐGYÁRTÓSOR A tészta az ipari élelmiszertermelés egyik legnehezebb terméke, mivel hagyományosan a főzést követően néhány percen belül tálalni kell.
Primus Line technológia
 Primus Line technológia Alkalmazási terület A Primus Line technológia új eljárás a nyomás alatti közművezetékek kitakarás nélküli felújításához. Előnyösen alkalmazható minden nyomás alatti vezeték-rekonstrukciónál
Primus Line technológia Alkalmazási terület A Primus Line technológia új eljárás a nyomás alatti közművezetékek kitakarás nélküli felújításához. Előnyösen alkalmazható minden nyomás alatti vezeték-rekonstrukciónál
HEGESZTÉSI SZAKISMERET
 HEGESZTÉSI SZAKISMERET 1.) Ismertesse az SI mértékrendszer szerinti nyomás, hőmérséklet, mechanikai feszültség stb. mértékegységeket! 2.) Ismertesse a műanyagok csoportosítását, főbb típusait és azok jellemzőit!
HEGESZTÉSI SZAKISMERET 1.) Ismertesse az SI mértékrendszer szerinti nyomás, hőmérséklet, mechanikai feszültség stb. mértékegységeket! 2.) Ismertesse a műanyagok csoportosítását, főbb típusait és azok jellemzőit!
MŰANYAGOK TULAJDONSÁGAI
 MŰANYAGOK TULAJDONSÁGAI Műanyagok karcállóságának vizsgálati módszerei Átlátszó műanyagok karcállóságának meghatározásához többféle vizsgálati módszert alkalmaznak, amelyek eltérő mértékű igénybevétellel
MŰANYAGOK TULAJDONSÁGAI Műanyagok karcállóságának vizsgálati módszerei Átlátszó műanyagok karcállóságának meghatározásához többféle vizsgálati módszert alkalmaznak, amelyek eltérő mértékű igénybevétellel
MŰANYAGOK FELDOLGOZÁSA
 MŰANYAGOK FELDOLGOZÁSA A polipropilén és az ütésálló polisztirol préslég-formázhatóságát befolyásoló tényezők Speciális nukleáló adalékok bekeverésével drasztikusan megnövelhető a polipropilén béta kristálymódosulatának
MŰANYAGOK FELDOLGOZÁSA A polipropilén és az ütésálló polisztirol préslég-formázhatóságát befolyásoló tényezők Speciális nukleáló adalékok bekeverésével drasztikusan megnövelhető a polipropilén béta kristálymódosulatának
A MÛANYAGOK ALKALMAZÁSA
 A MÛANYAGOK ALKALMAZÁSA 3.2 3.7 Különleges új poliamidok Tárgyszavak: átlátszóság; merevség; nagy modulus; üvegszálas erősítés; szemüvegkeret; napszemüveg; autóalkatrész. A hagyományos polimerek fejlesztése
A MÛANYAGOK ALKALMAZÁSA 3.2 3.7 Különleges új poliamidok Tárgyszavak: átlátszóság; merevség; nagy modulus; üvegszálas erősítés; szemüvegkeret; napszemüveg; autóalkatrész. A hagyományos polimerek fejlesztése
HEGESZTETT KÖTÉSEK RONCSOLÁSMENTES VIZSGÁLATA. Szemrevételezéssel
 SZABVÁNYOSÍTÁS STANDARDISATION A VIZSGÁLAT-TECHNIKAI, FOGALOM-MEGHATÁROZÓ ÉS ÉRTÉKELŐ SZABVÁNYOK. Szűcs Pál A termékszabványok megtalálhatók: www.mszt.hu honlapon. A szabványok gyors változása miatt használat
SZABVÁNYOSÍTÁS STANDARDISATION A VIZSGÁLAT-TECHNIKAI, FOGALOM-MEGHATÁROZÓ ÉS ÉRTÉKELŐ SZABVÁNYOK. Szűcs Pál A termékszabványok megtalálhatók: www.mszt.hu honlapon. A szabványok gyors változása miatt használat
tem S H e g e s z t õ 3 8 6 siegmund
 386 Lap Lap Basic 1200x800x50 388 Basic 1000x1000x50 390 Basic 1200x1200x50 392 Basic 1500x1000x50 394 Professional 1000x500x100 396 Professional 1000x1000x100 398 Professional 1200x800x100 400 Professional
386 Lap Lap Basic 1200x800x50 388 Basic 1000x1000x50 390 Basic 1200x1200x50 392 Basic 1500x1000x50 394 Professional 1000x500x100 396 Professional 1000x1000x100 398 Professional 1200x800x100 400 Professional
CANALMASTER WA. kombinált szívó- és öblítőjárművek a hatékony csatornatisztításhoz víztisztítással. Intelligens. Gazdaságos. Nagy teljesítményű.
 CANALMASTER WA kombinált szívó- és öblítőjárművek a hatékony csatornatisztításhoz víztisztítással Intelligens. Gazdaságos. Nagy teljesítményű. CANALMASTER WA kombinált szívő- és öblítő felépítmények A
CANALMASTER WA kombinált szívó- és öblítőjárművek a hatékony csatornatisztításhoz víztisztítással Intelligens. Gazdaságos. Nagy teljesítményű. CANALMASTER WA kombinált szívő- és öblítő felépítmények A
MOSÓ, STERILIZÁLÓ ÉS SZÁRÍTÓ SZÁLLÍTÓSZALAG BERENDEZÉS
 Food Processing Equipment NEAEN CleanJar MOSÓ, STERILIZÁLÓ ÉS SZÁRÍTÓ SZÁLLÍTÓSZALAG BERENDEZÉS A berendezést üveg, fém és műanyagkannák, üveg és más tartályok tisztítására és sterilizálására tervezték
Food Processing Equipment NEAEN CleanJar MOSÓ, STERILIZÁLÓ ÉS SZÁRÍTÓ SZÁLLÍTÓSZALAG BERENDEZÉS A berendezést üveg, fém és műanyagkannák, üveg és más tartályok tisztítására és sterilizálására tervezték
MAGAS ÉLETTARTAM, NAGYOBB TERMELÉKENYSÉG: LUTZ SZÕNYEG- ÉS TEXTILIPARI PENGÉK
 TEXTILIPAR Válogatott terméklista kérjen ajánlatot más típusokra MAGAS ÉLETTARTAM, NAGYOBB TERMELÉKENYSÉG: LUTZ SZÕNYEG- ÉS TEXTILIPARI PENGÉK EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR
TEXTILIPAR Válogatott terméklista kérjen ajánlatot más típusokra MAGAS ÉLETTARTAM, NAGYOBB TERMELÉKENYSÉG: LUTZ SZÕNYEG- ÉS TEXTILIPARI PENGÉK EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR
WAVIN RENDSZERÛ MÛANYAG TISZTÍTÓAKNÁK KG CSATORNACSÖVEKHEZ
 WAVIN RENSERÛ MÛANYAG TISTÍTÓAKNÁK KG CSATORNACSÖVEKHE A Wavin Kft. a Wavin PVC KG csatornacsô rendszeréhez kapcsolódó mûanyag tisztítóaknarendszert kínál. A Wavin tisztítóaknák mindenhol alkalmazhatók,
WAVIN RENSERÛ MÛANYAG TISTÍTÓAKNÁK KG CSATORNACSÖVEKHE A Wavin Kft. a Wavin PVC KG csatornacsô rendszeréhez kapcsolódó mûanyag tisztítóaknarendszert kínál. A Wavin tisztítóaknák mindenhol alkalmazhatók,
MŰANYAGHEGESZTŐ EXTRUDEREK
 MŰANYAGHEGESZTŐ EXTRUDEREK MINDEN RÉSZLETÉBEN MINŐSÉG - Egyedülálló szabadalmaztatott hőmérsékletkontroll közvetlenül a masszában. - Egymástól független hőmérsékletbeállítás masszára és előmelegítésre.
MŰANYAGHEGESZTŐ EXTRUDEREK MINDEN RÉSZLETÉBEN MINŐSÉG - Egyedülálló szabadalmaztatott hőmérsékletkontroll közvetlenül a masszában. - Egymástól független hőmérsékletbeállítás masszára és előmelegítésre.
Ipari jelölő lézergépek alkalmazása a gyógyszer- és elektronikai iparban
 Gyártás 08 konferenciára 2008. november 6-7. Ipari jelölő lézergépek alkalmazása a gyógyszer- és elektronikai iparban Szerző: Varga Bernadett, okl. gépészmérnök, III. PhD hallgató a BME VIK ET Tanszékén
Gyártás 08 konferenciára 2008. november 6-7. Ipari jelölő lézergépek alkalmazása a gyógyszer- és elektronikai iparban Szerző: Varga Bernadett, okl. gépészmérnök, III. PhD hallgató a BME VIK ET Tanszékén
LÉZERES JELÖLÉS AZ IPARBAN
 LÉZERES JELÖLÉS AZ IPARBAN Tartalom Lézeres jelölés előnyei Lézeres jelölés alapelve Fémek lézeres jelölése Műanyagok lézeres jelölése Egyéb anyagok jelölése TRUMPF jelölő rendszerek TRUMPF jelölő munkaállomások
LÉZERES JELÖLÉS AZ IPARBAN Tartalom Lézeres jelölés előnyei Lézeres jelölés alapelve Fémek lézeres jelölése Műanyagok lézeres jelölése Egyéb anyagok jelölése TRUMPF jelölő rendszerek TRUMPF jelölő munkaállomások
Extrudálás alapjai. 1. Műanyagipar helyzete. 2. Műanyag termékgyártás. 3. Alapanyag. 4. A feldolgozást befolyásoló anyagjellemzők. 5.
 Extrudálás alapjai 1. Műanyagipar helyzete 1.1. Múltja 1.2. Jelen 1.3. Várható tendenciák 2. Műanyag termékgyártás 2.1. Termékkel szembeni elvárások 2.2. Alapanyag kiválasztás 2.3. Termékgyártásra való
Extrudálás alapjai 1. Műanyagipar helyzete 1.1. Múltja 1.2. Jelen 1.3. Várható tendenciák 2. Műanyag termékgyártás 2.1. Termékkel szembeni elvárások 2.2. Alapanyag kiválasztás 2.3. Termékgyártásra való
Kötő- és rögzítőtechnológiák jellemzői. (C) Dr. Bagyinszki Gyula: ANYAGTECHNOLÓGIA II.
 Dr. Bagyinszki Gyula: ANYAGTECHNOLÓGIA II.") Kötő- és rögzítőtechnológiák jellemzői 1 Kötő- és rögzítőtechnológiák jellemzői Míg a mechanikus kötések fő jellemzője az, hogy kötőelemmel vagy anélkül valósulnak meg, addig a ragasztás, a forrasztás
Kötő- és rögzítőtechnológiák jellemzői 1 Kötő- és rögzítőtechnológiák jellemzői Míg a mechanikus kötések fő jellemzője az, hogy kötőelemmel vagy anélkül valósulnak meg, addig a ragasztás, a forrasztás
MŰANYAGOK FELDOLGOZÁSA
 MŰANYAGOK FELDOLGOZÁSA Ultrahang, lézertechnika és más korszerű eljárások alkalmazása az orvosi eszközök gyártásában Az orvostechnikában alkalmazott műanyag eszközökre vonatkozó követelmények az átlagosnál
MŰANYAGOK FELDOLGOZÁSA Ultrahang, lézertechnika és más korszerű eljárások alkalmazása az orvosi eszközök gyártásában Az orvostechnikában alkalmazott műanyag eszközökre vonatkozó követelmények az átlagosnál
MŰANYAGOK FELDOLGOZÁSA
 MŰANYAGOK FELDOLGOZÁSA Egy- és többrétegű PE-LLD fóliák tulajdonságai a feldolgozási paraméterek függvényében A polietilének egyik legfontosabb feldolgozási módja a fóliagyártás. A polietilének sokféle
MŰANYAGOK FELDOLGOZÁSA Egy- és többrétegű PE-LLD fóliák tulajdonságai a feldolgozási paraméterek függvényében A polietilének egyik legfontosabb feldolgozási módja a fóliagyártás. A polietilének sokféle
aresa led lensoflex THE GREEN LIGHT
 aresa led lensoflex THE GREEN LIGHT aresa led lensoflex SZ A VILÁGÍTÓTEST JELLEMZŐ I LED MODULOK HASZNÁLATA AZ OPTIMÁLIS VILÁGÍTÁSÉRT Ennél a típusnál a LED-ek egy síkban helyezkednek el, és különböző
aresa led lensoflex THE GREEN LIGHT aresa led lensoflex SZ A VILÁGÍTÓTEST JELLEMZŐ I LED MODULOK HASZNÁLATA AZ OPTIMÁLIS VILÁGÍTÁSÉRT Ennél a típusnál a LED-ek egy síkban helyezkednek el, és különböző
7. Alapvető fémmegmunkáló technikák. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás )
") 7. Alapvető fémmegmunkáló technikák A fejezet tartalomjegyzéke 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. 7.2. Kovácsolás, forgácsolás. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás
7. Alapvető fémmegmunkáló technikák A fejezet tartalomjegyzéke 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. 7.2. Kovácsolás, forgácsolás. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás
ERGO-STW-3D HEGESZTŐASZTALOK
 ERGO-STW-3D HEGESZTŐASZTALOK Alkalmazási terület Az ERGO-STW-3D asztalokat hegesztőhelyek teljes mértékű elszívásához használják. Ezeket a hegesztési folyamatok során keletkezett porral szennyezett levegő
ERGO-STW-3D HEGESZTŐASZTALOK Alkalmazási terület Az ERGO-STW-3D asztalokat hegesztőhelyek teljes mértékű elszívásához használják. Ezeket a hegesztési folyamatok során keletkezett porral szennyezett levegő
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerek. Üreges testek gyártása
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Üreges testek gyártása Üreges testek gyártástechnológiái 2 Mi az, hogy üreges test? Egy darabból álló (általában nem összeszerelt),
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Üreges testek gyártása Üreges testek gyártástechnológiái 2 Mi az, hogy üreges test? Egy darabból álló (általában nem összeszerelt),
rajz szerinti alkatrészek és műszaki szortimentek
 rajz szerinti alkatrészek és műszaki szortimentek tapasztalt partner az ön oldalán SZOLGÁLTATÁSAINK A kötőelemek és a rögzítéstechnika területén szerzett több mint 140 év tapasztalat biztos alapot kölcsönöz
rajz szerinti alkatrészek és műszaki szortimentek tapasztalt partner az ön oldalán SZOLGÁLTATÁSAINK A kötőelemek és a rögzítéstechnika területén szerzett több mint 140 év tapasztalat biztos alapot kölcsönöz
(Tájékoztatások) BIZOTTSÁG. (EGT vonatkozású szöveg) EN 54-3: 2001/A1: 2002 1.4.2003 30.6.2005 EN 54-4: 1997/AC: 1999 1.10.2003 31.12.
 BIZOTTSÁG. (EGT vonatkozású szöveg) EN 54-3: 2001/A1: 2002 1.4.2003 30.6.2005 EN 54-4: 1997/AC: 1999 1.10.2003 31.12.") 2005.12.14. HU Az Unió Hivatalos Lapja C 319/1 I (Tájékoztatások) BIZOTTSÁG A Bizottság közleménye az építési termékekre vonatkozó tagállami törvényi, rendeleti és közigazgatási rendelkezések közelítéséről
2005.12.14. HU Az Unió Hivatalos Lapja C 319/1 I (Tájékoztatások) BIZOTTSÁG A Bizottság közleménye az építési termékekre vonatkozó tagállami törvényi, rendeleti és közigazgatási rendelkezések közelítéséről
THE GREEN LIGHT. falco +ando
 79 THE GREEN LIGHT falco +ando 85 ISMERTETŐ falco A LÁMPATESTEK JELLEMZŐI Tervező: Michel Tortel Védettség Optikai tér IP 66 Sealsafe (*) Szerelvénytér IP 66 (*) Törési szilárdság IK 08 (**) Névleges feszültség
79 THE GREEN LIGHT falco +ando 85 ISMERTETŐ falco A LÁMPATESTEK JELLEMZŐI Tervező: Michel Tortel Védettség Optikai tér IP 66 Sealsafe (*) Szerelvénytér IP 66 (*) Törési szilárdság IK 08 (**) Névleges feszültség
Szárazjeges tisztítás hatásai hegesztő szerszámokon 2012 GESTAMP 0
 Szárazjeges tisztítás hatásai hegesztő szerszámokon 2012 GESTAMP 0 Karbantartás Szárazjeges tisztítás hatásai hegesztő szerszámokon Október 2014. október 15. Készítette: Kemény Béla Gestamp Hungária Kft
Szárazjeges tisztítás hatásai hegesztő szerszámokon 2012 GESTAMP 0 Karbantartás Szárazjeges tisztítás hatásai hegesztő szerszámokon Október 2014. október 15. Készítette: Kemény Béla Gestamp Hungária Kft
ANNOTÁCIÓ Műanyagalakítás (GEMTT080M) Dr. Kiss Antal Dr. Kovács Péter Kötelező irodalom: Ajánlott irodalom:
 Dr. Kiss Antal Dr. Kovács Péter Kötelező irodalom: Ajánlott irodalom:") ANNOTÁCIÓ Műanyagalakítás (GEMTT080M) 2 1 g 4 Előtanulmányi feltétel (ETF): nincs Dr. Kiss Antal, a tantárgy előadója I/N, gyakorlati foglalkozást tart I/N. Dr. Kovács Péter a tárgy feleőse. A műanyagok
ANNOTÁCIÓ Műanyagalakítás (GEMTT080M) 2 1 g 4 Előtanulmányi feltétel (ETF): nincs Dr. Kiss Antal, a tantárgy előadója I/N, gyakorlati foglalkozást tart I/N. Dr. Kovács Péter a tárgy feleőse. A műanyagok
Üvegszál szóró eljárás
 Üvegszál szóró eljárás Az üvegszál szóró eljárás egy modern kézi lamináló eljárás. A hagyományos kézi lamináló eljárásokkal ellentétben itt nincs szükség porhoz vagy emulzióhoz kötött üvegre sem, mert
Üvegszál szóró eljárás Az üvegszál szóró eljárás egy modern kézi lamináló eljárás. A hagyományos kézi lamináló eljárásokkal ellentétben itt nincs szükség porhoz vagy emulzióhoz kötött üvegre sem, mert
Teljesen elektromos fröccsöntő gépek
 A MÛANYAGOK FELDOLGOZÁSA 2.2 Teljesen elektromos fröccsöntő gépek Tárgyszavak: műanyag-feldolgozás; fröccsöntés; teljesen villamos üzemű fröccsöntő gép; gépgyártók. A teljesen elektromos fröccsöntő gépekkel
A MÛANYAGOK FELDOLGOZÁSA 2.2 Teljesen elektromos fröccsöntő gépek Tárgyszavak: műanyag-feldolgozás; fröccsöntés; teljesen villamos üzemű fröccsöntő gép; gépgyártók. A teljesen elektromos fröccsöntő gépekkel
Aramidszállal és acéllal erősített hőre lágyuló műanyag csövek
 A MÛANYAGOK FELHASZNÁLÁSA Aramidszállal és acéllal erősített hőre lágyuló műanyag csövek Tárgyszavak: PE-csövek; aramid erősítőszálak; gázvezetékek; csőkötések; acéllal erősített műanyag csövek; csőfektetés;
A MÛANYAGOK FELHASZNÁLÁSA Aramidszállal és acéllal erősített hőre lágyuló műanyag csövek Tárgyszavak: PE-csövek; aramid erősítőszálak; gázvezetékek; csőkötések; acéllal erősített műanyag csövek; csőfektetés;
passion for precision Sphero-XP +/ 0,003 rádiusztűréssel Edzett acélok finommegmunkálása az új szuper precíziós gömbvégű maróval
 passion for precision Sphero-XP +/ 0,003 rádiusztűréssel Edzett acélok finommegmunkálása az új szuper precíziós gömbvégű maróval Sphero-XP Edzett acélok finommegmunkálása az új szuper precíziós gömbbel
passion for precision Sphero-XP +/ 0,003 rádiusztűréssel Edzett acélok finommegmunkálása az új szuper precíziós gömbvégű maróval Sphero-XP Edzett acélok finommegmunkálása az új szuper precíziós gömbbel
MŰANYAGOK ALKALMAZÁSA, UTÓMŰVELETEK
 MŰANYAGOK ALKALMAZÁSA, UTÓMŰVELETEK Műanyagok lézeres hegesztése kváziszimultán eljárással A műanyagok összeépítéséhez egyre népszerűbb lézeres hegesztésnek egy új módszere a kváziszimultán hegesztés,
MŰANYAGOK ALKALMAZÁSA, UTÓMŰVELETEK Műanyagok lézeres hegesztése kváziszimultán eljárással A műanyagok összeépítéséhez egyre népszerűbb lézeres hegesztésnek egy új módszere a kváziszimultán hegesztés,