JÁRMŰIPARI GYÁRTÁSI FOLYAMATOK MINŐSÉGBIZTOSÍTÁSA ( BMEKOGGM611 )
|
|
|
- Antal Bakos
- 5 évvel ezelőtt
- Látták:
Átírás

1 JÁRMŰIPARI GYÁRTÁSI FOLYAMATOK MINŐSÉGBIZTOSÍTÁSA ( BMEKOGGM611 ) Ászity Sándor BME KÖZLEKEDÉSMÉRNÖKI ÉS JÁRMŰMÉRNÖKI KAR /2017/INTFIN SZÁMÚ EMMI ÁLTAL TÁMOGATOTT TANANYAG
2 Tartalom 1. A minőség és a minőségirányítás alapfogalmai, fejlődése 2. A minőségmenedzsment és a minőségfilozófia fejlődése 3. A minőségügy jogi háttere 4. Az ISO 9000 szabványsorozat 5. IATF szabvány 6. FMEA 7. Minőségbiztosítási alapelvek a járműgyártásban 8. Felhasznált irodalom 2
3 1. A minőség és a minőségirányítás alapfogalmai, fejlődése 1.1. A minőség fogalma, értelmezése 1.2. A termelési rendszer alapok és alapelvek kialakulása 1.3. A minőség szerepe az autóipari beszállítási láncban 3
4 1.1. A minőség fogalma, értelmezése A minőség fogalma: A minőség megítélése mindig függ az adott kor és régió kultúrájától és ennek következtében a termék/szolgáltatás minősége, a folyamatok minősége, a vállalatok/szervezetek minősége és végső soron a társadalom minősége szorosan összefügg egymással. A teljesség igénye nélkül a minőség néhány megfogalmazása: Philip B. Crosby: a minőség a követelményeknek való megfelelés Joseph M. Juran: a minőség a használatra való alkalmasság. Shoji Shiba: a minőség a vevők rejtett igényeinek kielégítésére való alkalmasság. A minőség (quality) az MSZ EN ISO 9000:2015 szabvány megfogalmazása szerint : annak mértéke, hogy mennyire teljesíti a saját jellemzők egy csoportja a követelményeket. 4
5 1.1. A minőség fogalma, értelmezése A minőséggel kapcsolatos fogalmak Minőségjellemző (quality characteristic): terméknek, folyamatnak vagy rendszernek egy követelménnyel kapcsolatos saját jellemzője. Termékjellemzők (product characteristic): technológiai jellemzők (méret, súly, fizikai- kémiai paraméterek). Követelmény (requirement): kinyilvánított vagy általában magától értetődő igény, elvárás vagy kötelezettség. Fokozat (grade): azonos funkcionális rendeltetésű (használatú) termékek, folyamatok vagy rendszerek kategóriája vagy besorolása, amelyet különböző minőségi követelményekhez rendeltek. Képesség (capability): egy szervezetnek, rendszernek vagy folyamatnak az az adottsága, hogy olyan terméket hozzon létre, amely ki fogja elégíteni az illető termékre vonatkozó követelményeket. Vevői megelégedettség (customer satisfaction) : a vevő észlelése arról, hogy milyen mértékben teljesültek a vevő követelményei. 5
6 1.1. A minőség fogalma, értelmezése A megfelelőséggel kapcsolatos fogalmak Megfelelőség (conformity): egy követelmény teljesülése. Nem megfelelőség (nonconformity): egy követelmény nem teljesülése. Hiba (defect): egy szándék szerinti vagy előírt használattal kapcsolatos követelmény nem teljesülése. Megelőző tevékenység (preventive action): tevékenység egy lehetséges eltérés vagy más nem kívánatos lehetséges helyzet okának kiküszöbölésére. Helyesbítő tevékenység (corrective action): tevékenység egy észlelt eltérés vagy más nem kívánatos helyzet okának kiküszöbölésére. Például: Újramunkálás/Átsorolás Javítás (repair): tevékenység egy nem megfelelő terméken, hogy azt a szándék szerinti használatra elfogadhatóvá tegyék. selejtezés (scrap), felhasználási engedély (concession), eltérési engedély (deviation permit). továbbengedés (release) 6
7 1.1. A minőség fogalma, értelmezése A folyamattal és a termékkel kapcsolatos fogalmak Folyamat (process): egymással kapcsolatban vagy kölcsönhatásban álló tevékenységek olyan sorozata, amely erőforrások felhasználásával bemeneteket kimenetekké alakít át. Eljárás (procedure): egy tevékenység vagy egy folyamat elvégzésének módja. A minőségirányítási rendszer dokumentumainak részét képezik az eljárási utasítások. Szervezet (organization): munkatársak csoportja és eszközrendszer a felelősségi körök, a hatáskörök és a kapcsolatok elrendezésével együtt (a szervezet lehet közjogi, magánjogi, valamint önálló jogi személyiség nélküli is). Folyamatszemléletű megközelítés (process approach) irányítási stratégia, amelynek során a vezetők úgy irányítják szervezetük folyamatait, hogy tudatosan teremtik meg a folyamatok közötti kölcsönhatásokat, valamint meghatározzák azokat a bemeneteket és kimeneteket, amelyek összekapcsolják ezeket a folyamatokat. Termék (product): egy folyamat eredménye. Hardver, Szoftver, Feldolgozott anyag, Szolgáltatás Rendszer (system): egymással kapcsolatban vagy kölcsönhatásban álló elemek összessége, (folyamatok összessége). 7
8 1.1. A minőség fogalma, értelmezése A minőségirányítással kapcsolatos fogalmak Minőségpolitika (Quality policy): egy szervezetnek a minőségre vonatkozóan a felsővezetőség által hivatalosan kinyilvánított szándékai és irányvonala. Minőségirányítás (Quality management): összehangolt tevékenységek egy szervezet vezetésére és szabályozására a minőség szempontjából. - Minőségtervezés (Quality planning): a minőségirányításnak az a része, amely a minőségcélok kitűzésére, valamint a szükséges működési folyamatok és a velük kapcsolatos erőforrások meghatározására összpontosít, a minőségcélok elérése érdekében. - Minőségszabályozás (Quality control): a minőségirányításnak az a része, amely a minőségi követelmények teljesítésére összpontosít. - Minőségbiztosítás (Quality assurance): a minőségirányításnak az a része, amely a bizalomkeltés megteremtésére összpontosít aziránt, hogy a minőségi követelmények teljesülni fognak. - Minőségfejlesztés (Quality improvement): a minőségirányításnak az a része, amely a minőségi követelmények teljesítési képességének növelésére összpontosít. Minőségirányítási rendszer (Quality system): irányítási rendszer egy szervezet vezetésére és szabályozására a minőség szempontjából. 8
9 1.2. A termelési rendszer alapok és alapelvek kialakulása Egyedi gyártás Tömeg termelés Termelési rendszerben történő gyártás 9

10 1.2. A termelési rendszer alapok és alapelvek kialakulása Egyedi gyártás 10
11 1.2. A termelési rendszer alapok és alapelvek kialakulása Egyedi gyártás Egyedi gyártás jellemzői: - Magasan képzett munkaerő nemcsak a megmunkálás, hanem a konstrukció és az összeszerelés területén is. - Az irányítás teljesen decentralizált. A beszállítók és együttműködő partnerek önállóan hoznak döntéseket. A gyártó, összeszerelő üzemet általában a tulajdonos vezeti. Mindenki ismer mindenkit, mindenki kapcsolatban van mindenkivel. - A termék a vevő szeme előtt születik, természetes az egyedi igények figyelembevétele. - Általános célú gépeket használnak a fém és fa megmunkálására. - Alacsony a gyártott darabszám. Jellemzően ezek az üzemek ritkán tudnak 1000 járműnél többet gyártani évente. Nagyon nagy a variáció, még azok a járművek is, amelyek egyformának tűnnek, az egyes alkatrészek méreteiben eltérőek. - Nincs szisztematikus minőségbiztosítás. A tesztelés az úton történik. Sofőrök és mechanikus szerelők fejezik be a gyártás. Az egyedi, nem csereszabatos alkatrészek miatt a karbantartás és a javítás sok időbe és pénzbe kerül. 11


12 1.2. A termelési rendszer alapok és alapelvek kialakulása Tömeg termelés 12
13 1.2. A termelési rendszer alapok és alapelvek kialakulása Tömeg termelés A Ford vállalat öt éves fennállása alkalmából 1908-ban mutatták be a legendás Model T -t, amely teljesen új alapokra épült. Minden alkatrészében új konstrukció volt és magán hordozta Ford két zseniális az iparág jövőjét meghatározó újítását: 1., Az autót a gyárthatóság szempontjából tervezték. Az alkatrészek csereszabatossakká váltak. Az illeszkedő párokat nem kellett egyedileg gyártani és válogatni. 2., A mai szóhasználattal élve a Model T volt az első felhasználóbarát autó, mivel bárki tudta vezetni és karbantartani. Nem kellettek az üzemeltetéshez speciális ismeretek. Az autóhoz karbantartási kézikönyvet adtak, amely segítségével szaktudás nélkül is el lehetett végezni az alapvető javítási műveleteket. Ipari újdonságok: - Taylor-White szerszámacél biztosította a csereszabatos alkatrészeket - Vasbeton és elektromosság lehetővé tette a gyártóüzem tömeggyártásra alkalmas kialakítását. 13

14 1.2. A termelési rendszer alapok és alapelvek kialakulása Tömeg termelés Tömeggyártás jellemzői: Csereszabatos alkatrészek A munkadarab mozog és megy a következő művelethez Kevés munkatartalomra szétosztott, ismétlődő műveletek, melyek elvégzéséhez nem kell szaktudás. A betanítás nem igényel sok időt. A néhány művelet gyorsan elsajátítható. Feladat szerinti specializálódás. Az összeszerelés kiszolgálására új munkakörök jönnek létre. Megjelenik az üzemvezetés, mint önálló feladat. Szétválik a direkt és az indirekt munkakör. A költségcsökkentés érdekében nagy teljesítményű célgépeken, nagy sorozatban készülnek az alkatrészek. 14
15 1.2. A termelési rendszer alapok és alapelvek kialakulása Tömeg termelés 15

16 1.2. A termelési rendszer alapok és alapelvek kialakulása Tömeg termelés Forrás: [7] 16

17 1.2. A termelési rendszer alapok és alapelvek kialakulása Tömeg termelés Az 1920-as évek végére a General Motors átveszi a vezető szerepet a Fordtól. Az egyszemélyes irányítás helyett: 1., Vállalti struktúra, irányítás a számok segítségével, decentralizálás, profitcenter 2., Új marketing üzenet: GM család (Chevrolet, Pontiac, Oldsmobile, Buick és Cadillac) különböző kategóriák a vevő lehetőségei szerint 3., Dealer hálózat építése Forrás: [7] 17
18 1.2. A termelési rendszer alapok és alapelvek kialakulása Tömeg termelés A tömegtermelés európai megjelenésének mérföldkövei: 1910 Ford összeszerelő üzemet épít Angliában Adam Opel bevezeti a futószalagot (1929 GM megvásárolja a céget) Fiat, Renault és VW üzemeiben a II. világháború miatt csak késve indul a tömegtermelés 18

19 1.2 A. termelési rendszer alapok és alapelvek kialakulása Termelési rendszerben történő gyártás Forrás: [1] 19

20 1.2. A termelési rendszer alapok és alapelvek kialakulása Termelési rendszerben történő gyártás Forrás: [8] 20

21 1.2. A termelési rendszer alapok és alapelvek kialakulása Termelési rendszerben történő gyártás 21

22 1.2. A termelési rendszer alapok és alapelvek kialakulása Termelési rendszerben történő gyártás Toyota Termelési Rendszer 22
23 1.2. A termelési rendszer alapok és alapelvek kialakulása Termelési rendszerben történő gyártás Mérföldkövek: Toyota Termelési Rendszer építésének kezdete Első olajválság GM első pénzügyi év negatív profittal NUMMI megalapítása (GM és Toyota közös vállalat) 1980-as évek Japán a második legnagyobb gazdasággá fejlődik a világon, protekcionista gazdasági intézkedések bevezetése amerikai részről GM elkezdi felépíteni saját (lean) termelési rendszerét Bosch, Mercedes és VW is bekapcsolódik 2000-es évek xps, minden nagy autógyártó elkezdi alkalmazni 23

24 1.3. A minőség szerepe az autóipari beszállítási láncban A termelési rendszer transzformálja a beszállítók teljesítményét és a beérkező nyersanyagot a vevő számára értékké. A vállalton belüli értékteremtés hatékonyságát a termelési rendszer fejlettsége határozza meg. A vevő számára érték: Minőség, Szállítási határidő, Költség/Ár 24
25 1.3. A minőség szerepe az autóipari beszállítási láncban Hagyományos megközelítés: 25
26 1.3. A minőség szerepe az autóipari beszállítási láncban Szerepek szerinti megközelítés: OEMs OEMs: Autógyártók System integrators Parts Manufacturers Raw Materials Suppliers System Integrators: Rendszerintegrátorok Parts Manufacturers: Alkatrészgyártók Raw Materials Suppliers: Alapanyaggyártók 26









27 1.3. A minőség szerepe az autóipari beszállítási láncban Az autóipar az EU körforgásos gazdaság szemléletében: Vevő (globális autópiac) Dealer OEM Gyártó Bontó Rendszerintegrátor Alkatrészgyártó Alapanyaggyártó Újrahasznosított anyagok Daráló Természeti erőforrások EU irányelv a körforgásos gazdaságra való áttérés tól a leselejtezett járművek anyagát 100%-ban újra kell hasznosítani. 27

28 1.3. A minőség szerepe az autóipari beszállítási láncban OEM termelési rendszer jellemzői: 28
29 1.3. A minőség szerepe az autóipari beszállítási láncban OEM termelési rendszer jellemzői: - Globális Rendszerek, a konszernek által fejlesztve és szabványosítva - Fix gyártási ciklus idő a teljes gyárban: takt-ból álló a szerelőszalag operátor dolgozik egyszerre - együttműködés a fényező-, karosszéria- és présüzemekkel - Vevői igényekhez való alkalmazkodás műszakrenddel - Hangsúlyos a logisztikai építő elemek alkalmazása - Just in Time, Milkrun, árukosár, sorrendképzés - Külső logisztikai szolgáltató - Munkatartalom kiegyenlítés a munkatársak között - Team munka, workshop koncepciók - Kifinomult, évtizedes rendszerek - Minőség a vevőnél, a végfelhasználónál jelentkezik 29


30 1.3. A minőség szerepe az autóipari beszállítási láncban Rendszerintegrátor termelési rendszer: 30

31 1.3. A minőség szerepe az autóipari beszállítási láncban Rendszerintegrátor termelési rendszer: - Globális rendszerek, de a fejlettség szintje eltérő - A vevői igényekhez alkalmazkodó gyártási ciklus idő: munkahelyből álló, rugalmasan alakítható gyártó cellák operátor dolgozik egy folyamatban - Változó automatizáltság szint, - Vevői igényekhez való alkalmazkodás szükségessé teszi a levelinget, - Logisztikai építő elemek alkalmazása - Just in Time, Milkrun, - Külső logisztikai szolgáltató igénybevétele csak a készletezésben - Minőség mindenekelőtt, mert az OEM gyártó érzékeny, auditálás - VSM/VSD a CIP eszköze 31

32 1.3. A minőség szerepe az autóipari beszállítási láncban Alkatrészgyártó termelési rendszer: 32


33 1.3. A minőség szerepe az autóipari beszállítási láncban Alkatrészgyártó termelési rendszer: - Egyedi rendszerek, a fejlettség szint nagyon eltérő - A technológia által meghatározott, jellemzően fix gyártási ciklus idő: különböző technológiai műveletet végző gyártó helyek operátor dolgozik egy folyamatban - Magas automatizáltság szint, az operátor gépet felügyel, betölt és ürít, - Nagy sorozatban, kevés variáció miatt a leveling nem annyira szükséges, de az ostorcsapás effektus jelentkezhet - Logisztikai építő elemek, csak a nagyméretű alkatrészeknél - A jövedelmezőséget a gépkihasználtság adja, ezért kiemelt a TPM és QCO/SMED - Minőség elsősorban a folyamat biztonság által érhető el - Auditálás, minősítés a vevők által 33


34 1.3. A minőség szerepe az autóipari beszállítási láncban Alapanyaggyártó termelési rendszer: 34
 elv a")
35 1.3. A minőség szerepe az autóipari beszállítási láncban Alapanyaggyártó termelési rendszer: - Globális gyártók, eltérő fejlettség szinttel - A technológia által meghatározott gyártási ciklus idő: - Folyamatos gyártás - Magas automatizáltság szint - Operátorok csak felügyelnek - Nagy mennyiségben előállított, katalógus termékek - Logisztikai építő elemek alkalmazása - Pull (húzó) elv a termelésben, csak azt gyártsuk ami elfogyott - Nagy mennyiségben (1 kamion) történő kiszállítás - Minőség: szabványokban leírt anyagminőségek, 35
36 1.3. A minőség szerepe az autóipari beszállítási láncban A termelési rendszer helye az üzleti modellben Termelési rendszer alkotó elemei: Man/ Ember Method/ Módszer Managing/ Vezetés Machine/ Gép 36
37 1.3. A minőség szerepe az autóipari beszállítási láncban Termelési rendszer helye az üzleti modellben Marketing Rendszer Vállaltirányítás és Támogatás Termelési Rendszer Innovációs Rendszer 37
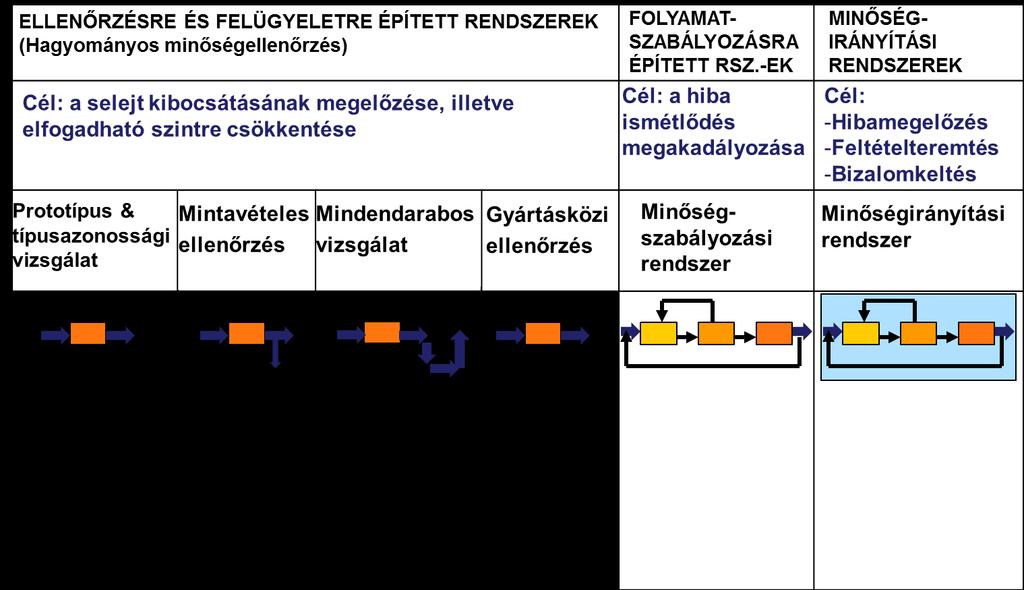
38 2. A minőségmenedzsment és a minőségfilozófia fejlődése 2.1. Ellenőrzésre és felügyeletre épített rendszerek 2.2. Folyamatszabályozásra épített rendszerek 2.3. Minőségirányítási rendszerek 38
39 2.1. Ellenőrzésre és felügyeletre épített rendszerek Prototípus vizsgálat + típusazonossági vizsgálat A prototípus vizsgálatot főleg akkor alkalmazzák, ha termék minősége elsősorban annak konstrukciójától függ (pl. gépek, készülékek, stb.). A módszer alkalmazásánál erős a bizalmi elem, e szerint feltételezik, hogy mindaddig, amíg - a konstrukcióban, - a használt anyagokban és - a gyártási eljárásban nem történt változás a sorozatban gyártott termék is kielégíti azokat a (minőségi) követelményeket, amelyeknek a prototípus megfelel. A prototípus vizsgálat általában független tanúsító szerv és/vagy laboratórium feladata. A típusazonossági vizsgálatokat gyártási sorozat indításánál végeznek. Ezzel deklarálja a gyártó, hogy az adott tétel azonos a prototípussal. 39
40 2.1. Ellenőrzésre és felügyeletre épített rendszerek Mintavételes ellenőrzés A termék valamely tételéből vagy a termékfolyamból véletlenszerű reprezentatív mintát vesznek, majd ezt az előírások szerint ellenőrzik, és a kapott eredményekből következtetést vonnak le a teljes tétel minőségére. Ott alkalmazzák, ahol a teljes termékmennyiség ellenőrzése - a dolog természetéből eredően lehetetlen, - a termék nagy száma miatt nem gazdaságos, - az ellenőrzés során a termék sérül, megsemmisül. Mintavételes ellenőrzéskor az ellenőrzött tételben a termékfolyamat bizonyos százalékban jelen lesznek nem megfelelő termékek is. 40
41 2.1. Ellenőrzésre és felügyeletre épített rendszerek Napjainkban általánossá vált a matematikai statisztikai módszerek használata és az ellenőrzéseket szabványok segítik. A mintavételes ellenőrzés hátrányai: - hibátlan termék igénye esetén (pl. atomenergia, űrhajózás, repülés...) és nagyon nagy alkatrész-számú termékek esetén (pl. nagy számítógépek több ezer alkatrésze) nem alkalmazható, - nem csökkenti a selejt mennyiségét, - magas a vevőszolgálati költség, mert a hibák jelentős része a vevőknél válik ismertté, - nem tárja fel és nem küszöböli ki a hibák okait, - nem akadályozza meg a hibaismétlődést. 41
42 2.1. Ellenőrzésre és felügyeletre épített rendszerek Mindendarabos vizsgálat A XIX. sz. végéig a minőségellenőrzés általános módszere volt. A tömegtermelés megjelenésével a nagy darabszámok, a jelentős költség és idő szükséglet és bizonyos területeken a roncsolásos vizsgálatok terjedése miatt fokozatosan háttérbe szorult és napjainkra csak ott alkalmazzák - ahol egészségügyi vagy biztonsági kérdések merülnek fel, - ahol emberélet forog kockán, - vagy más, döntő fontosságú érdek játszik szerepet (pl. űrhajózás, atomenergia, katonaság). 42
43 2.1. Ellenőrzésre és felügyeletre épített rendszerek A mindendarabos vizsgálat hátrányai: - emberi hiba miatt és alacsony hibaráta nem képes minden hibás darabot kiszűrni, - drága (magas ellenőrzési és selejt költségek), - időigényes, - nem csökkenti a selejt mennyiségét, - nem deríti fel és nem küszöböli ki a hibák okait, - nem akadályozza meg a hibaismétlődést. A mintadarabos vizsgálat, mint minőségellenőrzés, ún. kimeneti ellenőrzés (végellenőrzés). 43
44 2.1. Ellenőrzésre és felügyeletre épített rendszerek A gyártási folyamat ellenőrzése, gyártásközi ellenőrzés A gyártási folyamat ellenőrzése során végig kell kísérni a teljes gyártási folyamatot és az egyes művelet után ellenőrzést kell végezni (gyártásközi ellenőrzés). Előnyök: - a hibás darab nem jut el a következő műveletig, - lehetővé válik a javítás utómunkálással, ill. a további műveletek illesztése, - a hiba keletkezése és felderítése között csökken a távolság, - jelentősen csökken a selejt és a selejtköltség, - javul a végtermék minősége, - megszűnik a végellenőrzés addigi szerepe. Hátrányok: - nem tárja fel és küszöböli ki a hibák okait, - nem akadályozza meg a hibaismétlődést. 44
45 2.2. Folyamatszabályozásra épített rendszerek Minőségszabályozás, minőségszabályozási rendszer Cél: a hiba ismétlődésének megelőzése Alapgondolata: ha a gyártási folyamat és a gyártásközi ellenőrzések - eredményeit elemzik (pl. a mért jellemzők értékeit összehasonlítják az előírttal), - meghatározzák a nem megfelelőségeket, - feltárják a hibák okait, - visszacsatolják a tapasztalatokat a korábbi gyártási folyamat(ok)ba akkor a hiba okokat ki lehet küszöbölni és a hibaismétlődést meg lehet akadályozni. 45
46 2.2. Folyamatszabályozásra épített rendszerek Minőségszabályozási rendszer: Olyan szabályozási rendszer, amely a termelési folyamat és a termék minőségét az előírt szinten biztosítja. Teljes körű minőségszabályozás: ha a minőség szabályozása a közvetlen gyártási technológián túl kiterjed - a kapcsolódó műveletekre (pl. képzés, dokumentálás, raktározás, stb.), - a gyártást megelőző műveletekre (pl. marketing, szerződéskötés, anyagbeszerzés, stb.) - a gyártást követő műveletekre (pl. értékesítés, telepítés, vevőszolgálat ). 46
47 2.2. Folyamatszabályozásra épített rendszerek A minőségszabályozási rendszer előnye, hogy a folyamat jellemzőinek vizsgálatával nyert adatokat felhasználják a - a hibák ismétlődésének meggátolására, - az előállítási módszerek és eszközök céltudatos javítására, - a folyamatok változékonyságának (ingadozásának) csökkentésére is. Az egyenletes jó minőséget csak ellenőrzéssel nem lehet megvalósítani, a minőséget tervezett és irányított tevékenységgel bele kell építeni a termelésbe és ezen keresztül a termékbe. A minőségbiztosítás az a tervezett és módszeres tevékenység, amellyel a hibázás lehetőségének folyamatos csökkentése mellett a minőséget a - termék-előállításba (gyártásba), - termékbe, tervezik és építik. 47
48 2.3. Minőségirányítási rendszerek Minőségirányítás, minőségirányítási rendszer A minőségirányítás a szervezet minőségi célkitűzéseinek megvalósításához szükséges összehangolt vezetési tevékenység - a folyamatok tervezésére, működtetésére és szabályozására, valamint, - az ezekhez szükséges erőforrások biztosítására. Például: QAS, TQM, Six sigma 48
49 2.3. Minőségirányítási rendszerek A minőségirányítási rendszerek célja: - a minőségre vonatkozó célkitűzések teljesítésének biztosítása, - bizalomkeltés az érdekelt felekben és a vezetőségben a minőségi követelmények teljesítéséről és az egyenletes, jó minőség előállításának képességéről. A minőségirányítási rendszer (quality management): a minőségkövetelmények és a minőségirányítás megvalósításához szükséges - szervezeti felépítés, - eljárások, - folyamatok, - erőforrások összessége. A minőségirányítási rendszernek annyira átfogónak kell lennie, amennyire ez a minőségre vonatkozó célkitűzések teljesítéséhez szükséges 49

50 2.3. Minőségirányítási rendszerek Forrás: [9] 50
51 2.3. Minőségirányítási rendszerek Forrás: [9] 51
52 2.3. Minőségirányítási rendszerek Szabvány alapú minőségirányítási rendszerek A szabvány, elismert szerv által kiadott vagy közmegegyezéssel jóváhagyott, olyan dokumentum, amely tevékenységekre, vagy azok eredményére vonatkozik, és olyan általános és ismételten alkalmazható szabályokat vagy jellemzőket tartalmaz, amelyek alkalmazásával a rendező hatás az adott feltételek között a legkedvezőbb. Fogalom-magyarázó szabványok: Az egyes szakterületek kifejezéseinek magyarázatát tartalmazzák, amelyek a műszaki szabályozások, ill. a gyakorlati követelmények megértését teszik lehetővé. Termék szabványok: Jellemző tulajdonságokat és értékeket rögzít. Lényegében a termék minőségi követelményeit tartalmazza minden lehetséges szempontból. Eljárási szabványok: Tevékenységek, folyamatok ill. eljárások (minőségi) követelményeit rögzíti. 52
53 2.3. Minőségirányítási rendszerek A minőségirányítási rendszerek szabványai többnyire eljárási szabványok, figyelembe veszik a törvényeket ill. a fogyasztók igényeit. Céljuk irányelveket adni a minőségirányítási rendszerek (MIR) megalkotásához. A rendszer alkalmazásának előnyei: a., annak a képessége, hogy folyamatosan olyan termékeket szállít és szolgáltatásokat nyújt, amelyek eleget tesznek a vevői és az alkalmazható jogszabályi és egyéb szabályozó követelményeknek; b., lehetőségek feltárásának elősegítése a vevői elégedettség növelésére; c., a környezetével és céljaival kapcsolatos kockázatok és lehetőségek kezelése; d., meghatározott minőségirányítási rendszerkövetelményeknek való megfelelőség igazolásának képessége. 53
54 2.3. Minőségirányítási rendszerek Az IS szabványcsalád A katonai szabványokra erősen támaszkodva Nagy Britanniában dolgozták ki 1979 re a BS5750 szabvány első változatát, melyet a szállító és vevő közötti szerződéses kapcsolatokon kívül harmadik fél által regisztráltatni lehetett. A regisztrálást ami a szabvány kiválasztott részének való megfelelést jelentette minden tényleges vagy lehetséges vevő nevében a Brit Szabványosítási Intézet (BSI) végezte re a Nemzetközi Szabványosítási Szervezet (ISO) által a BS5750 szabványt alapul véve és kiegészítve nemzeti információkkal kidolgozásra került az ISO 9000 szabványsorozat, mely jelenleg az ISO 9000, 9001, 9004 szabványokat tartalmazza. A szabványsorozat világszerte elfogadásra került. 54
55 2.3. Minőségirányítási rendszerek Az IS szabványcsalád Az ISO 9000 szabványcsalád nem foglalkozik konkrét módszerek, eljárások előírásával. Egyfajta modellt szolgáltat az alapelvek megvalósításához, a vevő igényeinek teljesítéséhez. MSZ EN ISO 9000:2015 Minőségirányítási rendszerek. Alapok és szótár MSZ EN ISO 9001:2015 Minőségirányítási rendszerek. Követelmények MSZ EN ISO 9004:2015 A szervezet tartós sikerének irányítása. MSZ EN ISO 19011:2018 Útmutató irányítási rendszerek auditálásához. 55
56 2.3. Minőségirányítási rendszerek ISO 9000 Minőségirányítási rendszerek. Alapok és szótár alapvető fontosságú hátteret biztosít a nemzetközi szabványnak a megfelelő megértéshez és alkalmazáshoz. Az ISO 9000 határozza meg az ISO 9001 szabványban használt szakkifejezéseket, meghatározásokat és koncepciókat is. ISO 9001 Minőségirányítási rendszerek. Követelményeket határoz meg, amelyek elsősorban azt célozzák, hogy bizalmat alakítson ki a szervezet által szállított termékek és nyújtott szolgáltatások iránt, ezáltal növelve a vevői elégedettséget. Megfelelő alkalmazásától az is várható, hogy más szervezeti előnyökkel jár, mint például a jobb belső kommunikáció, a szervezet folyamatinak jobb megértése és felügyelete. 56
57 2.3. Minőségirányítási rendszerek ISO 9004 A szervezet tartós sikerének irányítása. Minőségirányítási megközelítés útmutatást ad azokak a szervezeteknek, amelyek azt választják, hogy meghaladják a szabvány követelményeit. Útmutatást tartalmaz egy önértékelési módszertanhoz a szervezet számára, hogy képes legyen értékelni minőségirányítási rendszere fejlettségi szintjét. ISO Módszeres, független és dokumentált folyamat auditbizonyíték megszerzésére és objektív értékelésére annak meghatározása céljából, hogy az audit kritériumok milyen mértékben teljesülnek. 57
58 2.3. Minőségirányítási rendszerek IATF az autóipari ágazati minőségirányítási rendszer követelményeit rögzíti (International Automotive Task Force) A járműipari ágazat résztvevői globális vállalatok globális beszállítói hálózattal. Az eltérő minőségirányítási rendszerek gátolják a beszállítók versenyképességét (QS 9000 USA, AVSQ 94 ITL, EAQF 94 FRA, VDI 6.1 GER). Az IATF felismerte, hogy csökkenteni kell a globális beszállítói hálózat veszteségeit második fél által végzett auditok csökkentésével, ezért egységesítették a követelmény rendszert. Az IATF szabvány, az általánosan elfogadott ISO 9001 kiegészítése az ágazat-specifikus követelményekkel. (A vevő-specifikus követelményekre a szabvány csak utalást tesz, hogy azt is teljesíteni kell.) 58

59 2.3. Minőségirányítási rendszerek Forrás: [10] 59

60 3. A minőségügy jogi háttere 3.1. Szabályozási területek 3.2. Termék- és rendszertanúsítás 60
61 3.1. Szabályozási területek Jogilag szabályozott területeken a termékkel vagy szolgáltatással kapcsolatos előírásokat jogszabályok tartalmazzák. Olyan termékek és szolgáltatások tartoznak ehhez a területhez, melyek a fogyasztóra nézve veszélyesek lehetnek. A kötelező jellegű műszaki tartalmú szabályozás területe az élet-, egészség-, környezet- és fogyasztóvédelem, formái a kötelező műszaki előírások, az ide vonatkozó rendelkezések, valamint előírások a megfelelés igazolására. Piacszabályozott területen a termékkel és szolgáltatással kapcsolatos előírásokat nem jogszabályok rögzítik, hanem a gyártók, forgalmazók által önkéntesen elfogadott dokumentumok tartalmazzák (pl.: a szabványok, szerződések, műszaki feltételek, stb.). Az ún. harmonizált szabványok az EU gyakorlatában a jogszabályokkal egy időben készülnek és hozzájuk harmonikusan illeszkednek. 61
62 3.1. Szabályozási területek Minőségirányítás jogi szabályozói: elosztási (termelés - elosztás - fogyasztás) területen: termékfelelősség, termékbiztonság, fogyasztóvédelem. műszaki területen: CE jel, mérésügy, munkavédelem, biztonságtechnika, környezetvédelem. 62
63 3.1. Szabályozási területek A termékfelelőség: csak a nem megfelelő minőség káros hatásaival, ill. az általa okozott kárral foglalkozik, ha már bekövetkezett. A termékfelelősség az a felelősség, amelyet a gyártó (importőr) a vevőknél használatba vett termék által okozott esetleges károkért vagy balesetekért visel, függetlenül attól, hogy a károkozás neki felírható vagy sem. A termékbiztonság: már a fennálló veszéllyel is foglakozik. A fogyasztóvédelem: a minőség hasznos tulajdonságainak a meglétét írja elő. 63
64 3.1. Szabályozási területek A műszaki terület jogi szabályozói előírják, hogy egy időben teljesüljön: a megfelelőség, a hasznos tulajdonságok megléte, a káros tulajdonságok hiánya. A termékszabványok: a megfelelőséget írják elő, a minőséggel nem foglakoznak. 64
65 3.1. Szabályozási területek Termékfelelősség: USA termékekre és szolgáltatásokra korlátlan kártérítés aránytalan kártérítés nincs jogvesztés EU csak termékekre csak fogyasztási cikkekre technikai színvonal számít maximált kártérítés arányos kártérítés 10 év után jogvesztés A termékfelelősség az a felelősség, amelyet a gyártó (importőr) a vevőknél használatba vett termék által okozott esetleges károkért vagy balesetekért visel, függetlenül attól, hogy a károkozás neki felírható vagy sem. 65
66 3.1. Szabályozási területek Termékfelelősség: A gyártót vagy importőrt felmentik, ha bizonyítani tudja, hogy a termék: nem került forgalomba, nem üzletszerű forgalmazás céljából készült, nem üzletszerű gazdasági tevékenység keretében forgalmazta, a forgalomba hozatalkor hibátlan volt, a forgalomba hozatalkor a hiba felismerhetetlen volt a tudomány állása szerint, a jogszabály vagy hatósági előírás hatására hibásodott meg. A károsult perelheti az alapanyaggyártót és a beszállítót is, illetve a késztermék gyártója a felelősséget továbbháríthatja. 66
67 3.1. Szabályozási területek Termékfelelősség: Az alapanyaggyártót vagy beszállítót felmentik, ha a termékhiba oka: a végtermék szerkezeti kialakítása, összetétele, a végtermék gyártó gyártási utasítása, a kialakítási vagy összeállítási technológia, a részek kedvezőtlen kölcsönhatása. Magyarországon 1993 óta van termékfelelősségi törvény (1993. évi X. törvény) megegyezik az EU direktívával. 67
68 3.2. Termék- és rendszertanúsítás Az áruk szabad mozgásának biztosításához számos esetben tanúsításra is szükség van: igazolni kell, hogy a termék megfelel a direktíváknak. A nemzetközi gyakorlatban a terméktanúsító és a rendszertanúsító szervek nem ugyanazok. Terméktanúsítási szerv: egy, a vizsgálatot végző laboratóriumtól különböző szerv, amely a laboratóriumtól kapott vizsgálati jegyzőkönyv alapján megvizsgálja, hogy figyelembe vették-e a termékre vonatkozó összes szükséges előírást. Kiadja a tanúsítványt arról, hogy a termék megfelel egy: jogszabálynak, szabványnak, műszaki követelménynek, szerződésnek (annak függvényében, hogy mi alapján kérték a tanúsítást). 68
69 3.2. Termék- és rendszertanúsítás Rendszertanúsító szerv: a tanúsított területtől, a felkészítő eljárástól független akkreditált szerv, amely független vizsgálat során megállapítja, hogy a: vizsgált tevékenységek, folyamatok, rendszerek, megfelelnek-e az előírásoknak és alkalmasak-e a célok hatékony és egyenletes színvonalú elérésére. Notifikált szervek: A notifikált (bejelentett) testületek vizsgáló és/vagy tanúsító szervezetek. Feladatuk a megfelelőség igazolása a forgalomba hozatal előtt. A direktívák írják elő, hogy mikor kell notifikált (kijelölt) szervet a megfelelőségi eljárásba bevonni. 69
70 3.2. Termék- és rendszertanúsítás Az auditok fajtái: Első fél általi (belső) audit Az audit fókuszában a folyamatok vannak. Második fél általi (külső) audit Az audit fókuszában a szerződések vannak. Pl. vevői auditok Harmadik fél általi audit (tanúsítás) Az audit fókuszában a szabvány követelményei vannak. Pl. akkreditált Tanúsító szervezet auditja 70
71 3.2. Termék- és rendszertanúsítás Az auditok fajtái: Felülvizsgáló szerint: belső audit 1. fél külső audit folyamatok beszállítói audit 2. fél 3. fél kezdeti audit szerződés szabvány felügyeleti audit termékaudit megújító audit Terület szerint: folyamataudit rendszeraudit 71
72 3.2. Termék- és rendszertanúsítás Az audit jelentősége: - Fejlesztés (rendszer, folyamat, szabályozás) - Munkamódszerek javítása (nem biztos, hogy a régi a jó) - Selejt csökkentése (helyesbítő tevékenységek) - Vezetőség informálása (nem a büntetés, a helyesbítés, megelőzés a cél) 72
73 3.2. Termék- és rendszertanúsítás Az audit lépései: TERVEZÉS ELRENDELÉS ELŐKÉSZÍTÉS AUDITÁLÁS AUDIT JELENTÉS KÉSZÍTÉSE HELYESBÍTÉS auditált VISSZAELLENŐRZÉS 73
74 4. Az ISO 9000 szabványsorozat 4.1. ISO szervezet bemutatása 4.2. ISO 9000 Minőségirányítási rendszerek. Alapok és szótár 4.3. ISO 9001 Minőségirányítási rendszerek. Követelmények 4.4. ISO 9004 A szervezet tartós sikerének irányítása. Minőségirányítási megközelítés 74
75 4.1. ISO szervezet bemutatása International Organization for Standardization (ISO), a Nemzetközi Szabványügyi Szervezet 1946-ban alakult. 25 ország delegáltjai Londonban határozták el, hogy létesítenek egy új nemzetközi szervezetet az ipari szabványok létrehozásának és egységesítésének a támogatására. Az új szervezet hivatalosan 1947 Február 23.-án kezdte meg működését. Azóta többmint nemzetközi szabványt jelentettek meg az ipar szinte minden területét érintve. Ma 161 ország 779 műszaki testülete vesz részt a szabványok fejlesztésében. Többmint 135 főállású dolgozó végzi munkáját az ISO központi irodájában, Genfben. 75
76 4.2. ISO 9000 Minőségirányítási rendszerek. Alapok és szótár ISO 9000 Minőségirányítási rendszerek. Alapok és szótár alapvető fontosságú hátteret biztosít a nemzetközi szabványnak a megfelelő megértéshez és alkalmazáshoz. Az ISO 9000 határozza meg az ISO 9001 szabványban használt szakkifejezéseket, meghatározásokat és koncepciókat is. 76
77 4.2. ISO 9000 Minőségirányítási rendszerek. Alapok és szótár Az ISO 9000 szabvány megadja a minőségirányítási rendszerek (MIR) alapvető fogalmait, alapelveit és irányadó szótárát és más MIR-szabványok megalapozását. Ezt a nemzetközi szabványt arra szánják, hogy segítsen az alkalmazónak megérteni az alapvető fogalmakat, alapelveket és a minőségirányítás szakmai nyelvezetét azért, hogy képesek legyenek eredményesen és hatékonyan bevezetni a MIT-t, és értéket létrehozni más MIR-szabványokból. Ez a nemzetközi szabvány egy jól meghatározott MIR-t javasol, ami olyan keretrendszeren alapul, amely integrálja a minőséggel kapcsolatban kialakított alapvető fogalmakat, alapelveket és erőforrásokat, hogy segítsen a szervezetnek céljaik megvalósításában. Ez minden szervezetre alkalmazható, tekintet nélkül annak méretére, bonyolultságára, vagy üzleti modelljére. Az a célja, hogy növelje egy szervezet tudatosságát kötelességeivel kapcsolatban, és az elkötelezettségét vevői és más érdekelt szükségleteinek és elvárásainak teljesítésére, valamint a termékeivel és szolgáltatásaival való elégedettség elérése iránt. 77
78 4.2. ISO 9000 Minőségirányítási rendszerek. Alapok és szótár Minőségirányítási alapelvek Az ISO 9000 leírja a minőségirányítási rendszerek kialakításának és működtetésének alapelveit. A leírások tartalmazzák minden egyes alapelv ismertetését, az indoklást arról, hogy miért fontos alapelv a szervezet számára, náhány példát az alapelvekhez kapcsolódó előnyökre, és példákat olyan jellemző tevékenységekre, amelyek fejlesztik a szervezet teljesítményét, ha alkalmazza az alapelveket. A minőségirányítási alapelvek: - Vevőközpontúság, - vezetői szerepvállalás, - a munkatársak elköteleződése, - folyamatszemléletű megközelítés, - fejlesztés, - bizonyítékokon alapuló döntéshozatal, - kapcsolatok kezelése. 78
79 4.2. ISO 9000 Minőségirányítási rendszerek. Alapok és szótár A minőségirányítási alapelvek ISO 9000 szerinti meghatározásai a szabvány szerinti felsorolásban: Vevőközpontúság Megállapítás A minőségirányítás elsődleges hangsúlya a vevői követelmények teljesítése és a törekvés a vevői elvárások meghaladására Indoklás Tartós sikert akkor ér el a szervezet, ha megszerzi és megtartja a vevők és más lényeges érdekelt felek bizalmát. A vevőkkel való kapcsolat minden szempontja lehetőséget ad arra, hogy több érték jöjjön létre a vevők részére. A vevők és más érdekelt felek jelenlegi és jövőbeli szükségleteinek megértése hozzájárul a szervezet tartós sikeréhez. 79
80 4.2. ISO 9000 Minőségirányítási rendszerek. Alapok és szótár Vezetői szerepvállalás Megállapítás A vezetők minden szinten kialakítják a szándék és irányvonal egységét és megteremtik azokat a feltételeket, amelyek között a munkatársak elkötelezettek a szervezet minőségcéljainak elérése iránt Indoklás A szándék és az irányvonal egységének, valamint a munkatársak elkötelezettségének megteremtése lehetővé teszi a szervezet számára, hogy összehangolja stratégiáit, politikáit, folyamatait és erőforrásait céljai elérése érdekében. 80
81 4.2. ISO 9000 Minőségirányítási rendszerek. Alapok és szótár A munkatársak elköteleződése Megállapítás A felkészült, felhatalmazott és elkötelezett munkatársak a szervezet minden szintjén alapvető fontosságúak ahhoz, hogy növeljék a szervezet értékteremtő és értéket nyújtó képességét Indoklás Egy szervezet eredményes és hatékony irányításához fontos, hogy minden munkatársat minden szinten megbecsüljenek és bevonjanak. Az elismerés, a felhatalmazás, valamint a felkészültség fejlesztése elősegíti a munkatársak elköteleződését a szervezet minőségcéljainak elérése iránt. 81
82 4.2. ISO 9000 Minőségirányítási rendszerek. Alapok és szótár Folyamatszemléletű megközelítés Megállapítás Egyenletes és előre jelezhető eredményeket eredményesebben és hatékonyabban érnek el, ha a tevékenységeket egymással kapcsolatban álló folyamatokként értelmezik és irányítják, amelyek egységes rendszerként működnek Indoklás A MIR-t egymással kapcsolatban álló folyamatok alkotják. Annak megértése, hogy ez a rendszer hogyan hozza létre az eredményeket, lehetővé teszi, hogy a szervezet optimalizálja a rendszert és annak teljesítményét. 82
83 4.2. ISO 9000 Minőségirányítási rendszerek. Alapok és szótár Fejlesztés Megállapítás A sikeres szervezetek folyamatosan figyelnek a fejlesztésre Indoklás A fejlesztés alapvető fontosságú egy szervezet számára ahhoz, hogy fenntartsa teljesítménye jelenlegi szintjét, hogy reagáljon belső és külső feltételek változásaira, és hogy új lehetőségeket teremtsen. 83
84 4.2. ISO 9000 Minőségirányítási rendszerek. Alapok és szótár Bizonyítékon alapuló döntéshozatal Megállapítás Az adatok és információk elemzésén és értékelésén alapuló döntések nagyobb valószínűséggel érik el a kívánt eredményeket Indoklás A döntéshozatal összetett folyamat lehet és mindig együtt jár némi bizonytalansággal. Gyakran igényel többféle típusú és többféle forrásból származó bemenetet, valamint ezek értelmezését, ami szubjektív lehet. Fontos az ok-okozati kapcsolatok és a lehetséges nem tervezett következmények megértése. A tények, bizonyítékok és adatok elemzés a döntéshozatal nagyobb objektivitásához és a meghozott döntésekbe vetett nagyobb bizalomhoz vezet. 84
85 4.2. ISO 9000 Minőségirányítási rendszerek. Alapok és szótár Kapcsolatok kezelése Megállapítás A tartós siker érdekében a szervezetek ápolják kapcsolataikat a lényeges érdekelt felekkel, mint például a szolgáltatókkal Indoklás A lényeges érdekelt felek hatással vannak a szervezet teljesítményére. Tartós siker nagyobb valószínűséggel érhető el, ha a szervezet úgy ápolja kapcsolatait az érdekelt feleivel, hogy optimalizálja azok hatásait a teljesítményére. A kapcsolatok kezelése a szolgáltatói és a partnerhálózattal különösen fontos. 85
86 4.3. ISO 9001 Minőségirányítási rendszerek. Követelmények ISO 9001 Minőségirányítási rendszerek. Követelmények Követelményeket határoz meg, amelyek elsősorban azt célozzák, hogy bizalmat alakítson ki a szervezet által szállított termékek és nyújtott szolgáltatások iránt, ezáltal növelve a vevői elégedettséget. Megfelelő alkalmazásától az is várható, hogy más szervezeti előnyökkel jár, mint például a jobb belső kommunikáció, a szervezet folyamatinak jobb megértése és felügyelete. A Magyar Szabvány MSZ EN ISO 9001:2015 (helyettesíti a régit: MSZ EN ISO9001:2009) A magyar nyelvű változatot a Magyar Szabványügyi Testület készítette. 86
87 4.3. ISO 9001 Minőségirányítási rendszerek. Követelmények Minőségirányítási rendszer alkalmazása stratégiai döntés egy szervezet számára, ami segíthet a szervezetnek általános teljesítménye fokozásában, és megbízható alapot biztosít a fenntartható fejlődés irányába tett kezdeményezéseknek. A nemzetközi szabványon alapuló minőségirányítási rendszer alkalmazásának lehetséges előnyei egy szervezet számára: a. annak a képessége, hogy folyamatosan olyan termékeket szállít és szolgáltatásokat nyújt, amelyek eleget tesznek a vevői és az alkalmazható jogszabályi és egyéb szabályozó követelményeknek; b. lehetőségek feltárásának elősegítése a vevői elégedettség növelésére; c. a környezetével és céljaival kapcsolatos kockázatok és lehetőségek kezelése; d. meghatározott minőségirányítási rendszerkövetelményeknek való megfelelőség igazolásának képessége. A nemzetközi szabványt belső és külső felek egyaránt alkalmazhatják. 87
88 4.3. ISO 9001 Minőségirányítási rendszerek. Követelmények Fejezetek: 1. Alkalmazási terület 2. Rendelkező hivatkozások 3. Szakkifejezések és meghatározásuk 4. A szervezet környezete 5. Vezetői szerepvállalás 6. Tervezés 7. Támogatás 8. Működés 9. Teljesítmény értékelés 10. Fejlesztés 88
89 4.3. ISO 9001 Minőségirányítási rendszerek. Követelmények A minőségirányítási követelmények ISO 9001 szerinti fejezetei, a szabvány szerinti felsorolásban: 4. A szervezet környezete 4.1. A szervezet és környezete megértése 4.2. Az érdekelt felek szükségleteinek és elvárásainak megértése 4.3. A minőségirányítási rendszer alkalmazási területének meghatározása 4.4. A minőségirányítási rendszer és folyamatai 89
90 4.3. ISO 9001 Minőségirányítási rendszerek. Követelmények 5. Vezetői szerepvállalás 5.1. Vezetői szerepvállalás és elkötelezettség Általános előírások Vevőközpontúság 5.2. Politika A minőségpolitika kialakítása A minőségpolitika kommunikálása 5.3 Szervezeti szerepek, felelősségek és hatáskörök 6. Tervezés 6.1 A kockázatokkal és lehetőségekkel kapcsolatos tevékenységek 6.2 Minőségcélok és az elérésük megtervezése 6.3 A változtatások tervezése 90
91 4.3. ISO 9001 Minőségirányítási rendszerek. Követelmények 7. Támogatás 7.1 Erőforrások Általános előírások Munkatársak Infrastruktúra A folyamatok működési környezete Megfigyeléshez és méréshez szükséges erőforrások Szervezeti ismeretek 7.2. Felkészültség (kompetencia) 7.3 Tudatosság 7.4 Kommunikáció 7.5 Dokumentált információk Általános előírások Létrehozás és frissítés A dokumentált információk felügyelete 91
92 4.3. ISO 9001 Minőségirányítási rendszerek. Követelmények 8. Működés 8.1. Működéstervezés és felügyelet 8.2. A termékekre és szolgáltatásokra vonatkozó követelmények Kapcsolattartás a vevővel A termékekre és szolgáltatásokra vonatkozó követelmények meghatározása A termékekre és szolgáltatásokra vonatkozó követelmények átvizsgálása A termékekre és szolgáltatásokra vonatkozó követelmények megváltozása 8.3 Termékek és a szolgáltatások tervezése és fejlesztése Általános előírás A tervezés és fejlesztés megtervezése A tervezés és fejlesztés bemenetei A tervezés és fejlesztés felügyeleti tevékenységei A tervezés és fejlesztés kimenetei A tervezés és fejlesztés változtatások 92
93 4.3. ISO 9001 Minőségirányítási rendszerek. Követelmények 8.4. A külső forrásból biztosított folyamatok, termékek és szolgáltatások felügyelete Általános előírások A felügyelet típusa és mértéke Információk a külső szolgáltatók részére 8.5. A termék előállítása és a szolgáltatás nyújtása A termék-előállítás és a szolgáltatásnyújtás szabályozása Azonosítás és nyomon követhetőség A vevők vagy a külső szolgáltatók tulajdona Megóvás Kiszállítás utáni tevékenységek Változáskezelés 8.6. A termékek és szolgáltatások kibocsátása 8.7 A nem megfelelő kimenetek felügyelete 93
94 4.3. ISO 9001 Minőségirányítási rendszerek. Követelmények 9. Teljesítményértékelés 9.1. Figyelemmel kísérés, mérés, elemzés és értékelés Általános előírások Vevői elégedettség Elemzés és értékelés 9.2. Belső audit 9.3 Vezetőségi átvizsgálás Általános előírások A vezetőségi átvizsgálások bemenetei A vezetőségi átvizsgálások kimenetei 94
95 4.3. ISO 9001 Minőségirányítási rendszerek. Követelmények 10. Fejlesztés Általános előírások Nemmegfelelősség és helyesbítő tevékenység Folymatos fejlesztés 95

96 4.3. ISO 9001 Minőségirányítási rendszerek. Követelmények A szabvány bemutatása PDCA ciklusban 96
97 4.4. ISO 9004 A szervezet tartós sikerének irányítása. ISO 9004 A szervezet tartós sikerének irányítása. Minőségirányítási megközelítés útmutatást ad azokak a szervezeteknek, amelyek azt választják, hogy meghaladják a szabvány követelményeit. Útmutatást tartalmaz egy önértékelési módszertanhoz a szervezet számára, hogy képes legyen értékelni minőségirányítási rendszere fejlettségi szintjét. Fejezetei: 1. Alkalmazási terület 2. Rendelkező hivatkozások 3. Szakkifejezések és meghatározásuk 4. A szervezet minősége és a tartós siker 4.1. A szervezet minősége 4.2. A szervezet tartós sikerének irányítása 5. A szervezet környezete 5.1 Általános 5.2 Érdekelt felek 5.3 Külső és belső ügyek 97
98 4.4. ISO 9004 A szervezet tartós sikerének irányítása. 6. A szervezet beazonosítása 6.1 Általános 6.2 Misszió, vízió, értékek és kultúra 7. Vezetés 7.1. Általános 7.2. Politika és stratégia 7.3. Célok és fejlesztés 7.4. Kommunikáció 8. Folyamatirányítás 8.1. Általános rész 8.2. Folyamatok meghatározása 8.3. Folyamattal kapcsolatos felelősségi kör és hatáskör 8.4. Folyamatok működtetése 98
99 4.4. ISO 9004 A szervezet tartós sikerének irányítása. 9. Gazdálkodás az erőforrásokkal 9.1. Általános rész 9.2. A szervezet munkatársai Általános rész A munkatársak bevonása A munkatársak felhatalmazása és motiválása A munkatársak kompetenciája 9.3. Szervezeti tudatosság 9.4. Technológia 9.5. Infrastruktúra és munkakörnyezet 9.6. Külső erőforrások 9.7. Természeti erőforrások 99
100 4.4. ISO 9004 A szervezet tartós sikerének irányítása. 10. A szervezet teljesítményének elemzése és értékelése Általános rész Teljesítmény indikátorok Teljesítményelemzés Teljesítmény kiértékelés Belső audit Önértékelés Áttekintés 11. Fejlesztés, tanulás és innováció Általános rész 100
101 5. IATF szabvány IATF az autóipari ágazati minőségirányítási rendszer követelményeit rögzíti (International Automotive Task Force). A járműipari ágazat résztvevői globális vállalatok globális beszállítói hálózattal. Az eltérő minőségirányítási rendszerek gátolják a beszállítók versenyképességét (QS 9000 USA, AVSQ 94 ITL, EAQF 94 FRA, VDI 6.1 GER). Az IATF felismerte, hogy csökkenteni kell a globális beszállítói hálózat veszteségeit második fél által végzett auditok csökkentésével, ezért egységesítették a követelmény rendszert. Az IATF a nemzeti szervezeteken keresztül 2015 júniusában kapott visszajelzést az új szabvány kialakításához. Több mint érintett küldött visszajelzést a tervezethez. A részvevők voltak : OEM gyártók Beszállítók az összes szintről (TIER) Akkreditáló szervezet Helyszíni auditorok Szakértők Külső érintett felek 101

102 5. IATF szabvány IATF tag szervezetek: 102
103 5. IATF szabvány Az IATF szabvány, az általánosan elfogadott ISO 9001 kiegészítése az ágazat-specifikus követelményekkel. (A vevő-specifikus követelményekre a szabvány csak utalást tesz, hogy azt is teljesíteni kell.) Az IATF 16949:2016 követi az ISO 9001:2015 fejezeteinek struktúráját. Az IATF 16949:2016-ot az ISO 9001:2015-tel együttesen kell használni. Mindkét dokumentumot használni kell az összes követelmény megtalálásához. Az IATF nem használható különálló követelmény jegyzékként. IATF 16949:2016 váltja az ISO/TS 16949:2009 szabványt, amely 2018 Szeptember 14-ig érvényes. 103
104 5. IATF szabvány IATF 16949:2016 szabvány által követelményként megfogalmazott termelési rendszer eszközök: Üzem, létesítmény és berendezés tervezés FOL, LLD, OEE A folyamatok működési környezete kieg. 5s Speciális jellemzők Szabványos munka Szabványosított munka Szabványos munka Teljes körű produktív karbantartás TPM Gyártás ütemezés JIT, SM, Levelling A folyamat kontrol ideiglenes változása Daily Meeting, KPIs Folyamatos fejlesztés kiegészítés CIP 104
105 5. IATF szabvány FOL Flow Orientated Layout elrendezés tervezés LLD Lean Line Design OEE Overall Equipment Effectiveness 5s TPM Total Productive Maintenance JIT Just in Time SM Schopfloor Management Levelling Daily Meeting KPIs Key Performance Indicators CIP Continuous Improvement - Anyagáramlás orientált - Gyártócella tervezés - Teljeskörű eszközhatékonyság - Rend és tisztaság a munkahelyen - Teljeskörű produktív karbantartás - Éppen időben logisztikai kiszolg. - Vezetés a helyszínen - Kiegyenlített gyártástervezés - Napi megbeszélés - Kulcs mutatószámok - Folyamatos fejlesztés 105
106 5. IATF szabvány IATF 16949:2016 szabvány fontos kapcsolódó kézikönyvei (5 Core Tools): PPAP (Production Part Approval Process) APQP (Advanced Product Quality Planning and Control Plans) MSA (Measurement System Analysis) SPC (Statistical Process Control) FMEA (Failure Mode and Effect Analysis) Gyártás jóváhagyási folyamat Előzetes minőségtervezés és ellenőrzési tervek Mérőrendszerek elemzése Statisztikai folyamatszabályozás Hibamód és hatáselemzés 106


107 5. IATF szabvány Vevő specifikus követelmények a IATF 16848:2016 kiegészítéseként: BMW Group Daimler AG FCA US LLC FCA Italy SpA Ford Motor Company General Motors Groupe PSA Opel Vauxhall Groupe PSA Peugeot Citroen DS Renault Group Volkswagen GroupATF 107
108 6. FMEA Lehetséges meghibásodási mód és hatások elemzése ( Failure Mode and Effects Analysis ) Az eljárás előzetes gondolkodás által ( preventíven ) biztosítja a lehetséges gyenge pontok megtalálását, azok jelentőségének felmérését, kiértékelését és megfelelő időben megfelelő intézkedések bevezetését azok elkerülését ill. felismerését segítő céllal. A gyenge pontok szisztematikus elemzése és a kiváltó okok megszűntetése a kockázat minimalizálásához vezet, miáltal csökken a hibaköltség valamint megnő a megbízhatóság. Segít a rendszert, a folyamatokat leírni és ezáltal azt jobban megérteni. Egy dokumentumot eredményez mindarról amit csináltunk, arról ahogy a rendszer vagy folyamat működik (Tudásbázis felépítése). 108
109 6. FMEA Az FMEA alkalmazását törvény nem írja elő, mégis szükséges az alábbiak miatt: - Jogi szempontból három fontos terület létezik: 1., Egészség- és vagyonvédelem (termék megbízhatósága, state-of-the-art technológia"), megfelelő gondosság bizonyítása. 2., Baleset-megelőzés (büntetőjog). 3., Szerződés szerinti jog: az FMEA a szerződés tárgyát képezheti. - Versenyképesség biztosítása. - Minőségbiztosítási rendszereknek való megfelelés. (ISO 9001:2015, IATF16949:2016) 109
110 6. FMEA Az FMEA mindig csak egy pillanatnyi hibát elemez - nem egy hibakombinációt. Az FMEA egy módszer mely segíti a résztvevőket, a rendszerrel, a termékkel il. a folyamattal kapcsolatos kérdéseket egy másik nézőpontból is meggondolni. A módszer önmagában nem fedez fel hibákat - nem egy hiba szimuláció. Az FMEA leírja, hogy milyen kihatásai keletkezhetnek annak, amikor a rendszer/ termék/ folyamat a specifikált funkcióktól eltérően viselkedik. És nem azt, ahogy a rendszer (pl. vészhelyzetekben) reagál - nem rendszer/ funkció szimuláció. Az FMEA leírja a funkciók kiesésének lehetséges okait és megadja az intézkedéseket ezek elkerülésére ill. felfedezésére a fejlesztés során. nem egy (teljes) rendszerdokumentáció vagy egy biztonsági koncepció! 110
111 6. FMEA FMEA alkalmazása FMEA használunk a tervezésétől kezdve a termék vagy eljárás teljes életciklusában, ha valamelyik feltétel teljesül: Új fejlesztésű a termék vagy eljárás Változás történik a meglévő termékben vagy eljárásban Megváltozik a felhasználása egy meglévő terméknek 111
112 6. FMEA FMEA-nak meg kell felelni a következő feltételeknek: Egyértelmű, a lehetséges hibáknak, a meghatározott intézkedéseknek és ezen intézkedések végrehajtásáért felelős személyeknek a leírása mindenfajta félreérthetőségtől mentesnek kell lennie. Ezalatt azt értjük, hogy a műszakilag precíz megfogalmazás lehetővé teszi a szakértő számára a hibák és azok lehetséges hatásának az értékelését. Teljes mértékben kerülni kell a rugalmas vagy érzelmileg kifejezett terminusokat (veszélyes, nem tolerálható, felelőtlen, stb.). Valós, a lehetséges hibákat nem szabad alábecsülni, még ha ezek egyes esetekben kellemetlenséghez vezetnek is (újratervezés, szállítási késedelem, stb.). Teljes", a lehetséges felfedezett hibákat nem szabad elnyomni. Nem vezethet korlátozott bemutatáshoz az aggódás, hogy a kiválóan kidolgozott FMEA-val túl sok know-how-t árulunk el, fedünk fel. 112
113 6. FMEA Koncepció- (Concept) FMEA Az S-FMEA-val az egyes komponensek a komplex rendszerre történő összhatását vesszük figyelembe. A hibákat már a rendszer felépítésekor el kell kerülnünk és a teljes rendszer biztonságát és működőképességét kell felülvizsgálnunk. Terméktervezés- (Design) FMEA A lehetséges hibákat, melyek a rendszer egyes alkatrészeinél vagy építőcsoportjainál léphetnek fel, a D-FMEA segítségével lehet szemügyre venni és előrelátó módon elkerülni. A hibaokokat itt elsődlegesen a konstrukció okozhatja, de a gyártás milyenségétől is függhetnek azok. Folyamat (Process) FMEA A P-FMEA segítségével megállapítható minden lehetséges hiba a gyártó- és szerelő folyamatban. A D-FMEA-ban feltárt folyamatfüggő hibaokok tovább vizsgálhatóak ezzel. A folyamat alkalmassága és megbízhatósága, valamint a minőségképessége előzetesen biztosítható. Rendszer-FMEA = Koncepció-FMEA + Terméktervezés-FMEA + Folyamat-FMEA 113
114 6. FMEA Az FMEA-t egy a fejlesztést végig kísérő csoportban kell elkészíteni. A különböző szakterületeket képviselő kollégák tudását és tapasztalatát figyelembe kell venni. Az FMEA egy adott projektállapotot elemez, változásoknál át kell dolgozni (aktualizálni).hatékony FMEA-készítéshez egy törzscsoportot kell alkotni. Szükség esetén további szakértőket (specialistákat) kell meghívni. A minőség (quality): annak mértéke, hogy mennyire teljesíti a saját jellemzők egy csoportja a követelményeket. A hiba (defect): egy szándék szerinti vagy előírt használattal kapcsolatos követelmény nem teljesülése. az MSZ EN ISO 9000:2015 szabvány megfogalmazása szerint 114
115 6. FMEA FMEA készítés lépései: 0. lépés: Előkészítés 1. lépés: Struktúra elemzés 2. lépés: Funkció elemzés 3. lépés: Hiba elemzés 4. lépés: Kockázat értékelés 5. lépés: Optimálás 115
116 6. FMEA 0. lépés: Előkészítés az FMEA csoport munkaráfordítása szisztematikus előkészítéssel lényegesen csökkenthető. Előzetesen meghatározandó: az FMEA fajtája, a csoport résztvevői, képzési/ismeretanyag szükséglet (módszertan), a kidolgozandó témák (terjedelem, a kidolgozás mélysége), illeszkedési pontok (más komponensekhez, FMEA-ákhoz), az FMEA készítésére fordítandó idő (időtervben szerepeljen), ráfordításbecslés és szervezéstechnikai előkészítés (időpont, kapacitás, tárgyaló, projektor). 116
117 6. FMEA A csoportmunka tényleges megkezdése előtt a szükséges dokumentumokat össze kell készíteni. Összeállítási rajz, mintadarabok ill. funkcióleírás segítségével elősegítendő az FMEA- csoportmunka. Ha a szóban forgó vizsgált termék/folyamat utódja valamely korábbi generációnak, akkor a meglévő adatok (hibaadatok, változtatási javaslatok, meghibásodások...) támogatásként felhasználhatóak. Az FMEA minőségét befolyásoló fontos tényezők: a végrehajtás ideje / időbeni kezdés, a munkacsoport összeállítása, munkatársak csoportmunkára v. képessége, az FMEA módszer ismeretének mélysége, készség az információk továbbadására. 117

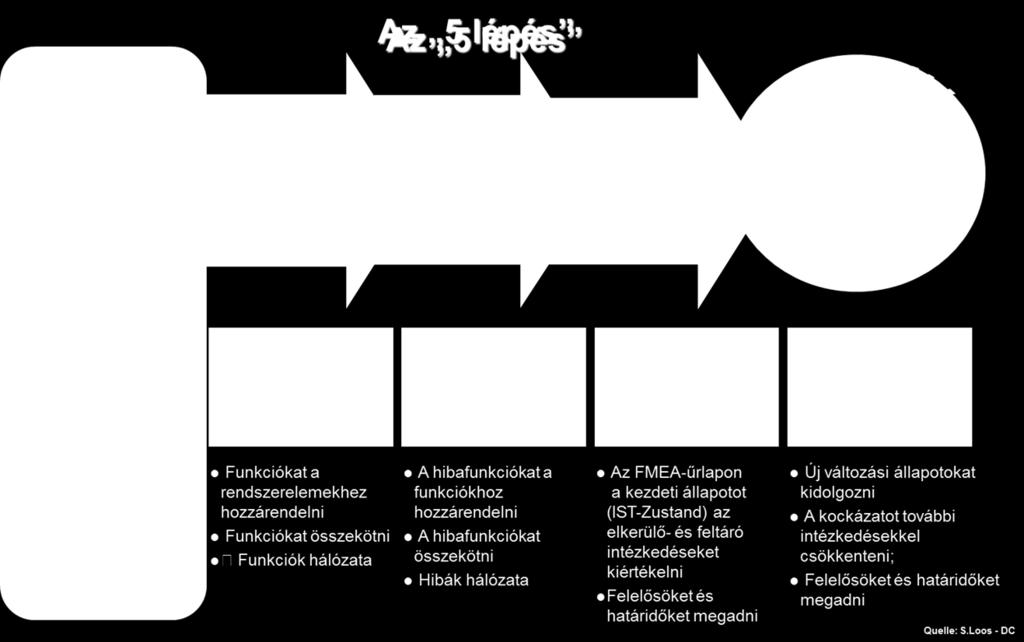
118 6. FMEA 118
119 6. FMEA 1. lépés Struktúra elemzés Konstrukciós/Termék FMEA: Az elemzés kiterjed az anyagválasztásra, a technológiai előírások (gyártási, szerelési, vizsgálati, stb.) és a tervezett ellenőrzések (tűrések, eszköz, gyakoriság, stb.) vizsgálatára is. Az elemzés területétől függően a termék FMEA struktúrájának rendszer elemei állhatnak rendszerekből, alrendszerekből, részegységekből, szerelt egységekből, egészen az egyedi alkatrészekig és azok részletes tervszintű adataikig. A komplex struktúrák feloszthatók részegységekre (munkacsomagokra) és szervezési okokból vagy az egyértelműség biztosításának érdekében külön elemezhetők. Források lehetnek: minőség funkció tervezés, rendszer/szoftver blokk diagram, anyag jegyzék, alkatrész lista. 119

120 6. FMEA 1. lépés Struktúra elemzés Folyamat FMEA: Az elemzés célja a gyártás során az anyagbeszerzéstől a készáru kiszállításáig a technológiai fegyelmezetlenségekből, anyag-, gép-, szerszám-, és eszközhibákból származó hibák, kockázatok feltárása és megszüntetése. A folyamat-fmea-struktúra rendszerelemei a teljes gyártási folyamatból vagy egyedi állomásokból/alfolyamatokból állhatnak, és az 5M kategóriák (Man, Machine, Method, Material, Milieu) legalacsonyabb szintjéhez rendelhetők. A komplex struktúrák több alstruktúrába oszthatók. Felhasználható dokumentumok: berendezés elrendezés diagram, ellenőrzési terv/folyamat ábra, buble diagram. 120
121 6. FMEA 2. lépés: Funkció elemzés Termék/Konstrukciós FMEA Rendszerelem belső és külső funkció közötti differenciálás. A belső funkciók olyan tulajdonságokat írnak le, amelyeknek a rendszerelemnek önmagában kell megfelelnie külső hatás eredményeképpen (pl. merevség, forma és helyzet tolerancia, csúszófelület). A külső funkciók olyan tulajdonságokat írnak le, amelyeknek a rendszerelemnek kapcsolódó elemekkel együttműködve kell megfelelnie (forgatónyomaték átvitele és átalakítása, csapágyazása). Tervezett környezetet és/vagy üzemelési feltételeket is vegyük figyelembe (pl. por, napsugárzás, páratartalom, ). Folyamat FMEA Az üzemeltetési vagy termelési létesítményre vonatkozó folyamat lépéseinek leírása funkciók szerint (alkatrész kiválasztása a tárolóból, tengely szilárd sajtolóillesztése csapágyba). Folyamat várható határfeltételeit is vegyük figyelembe (pl. tiszta térfogat, ESD,...). 121

122 6. FMEA 2. lépés: Funkció elemzés Valamely funkció leírása főnevek, igék és melléknevek segítségével történik. Egy funkciót lehetőleg pontos számadatokkal, adatokkal és tényekkel írjunk le. A funkciót befolyásoló üzemelési és határfeltételeket figyelembe kell venni. 122
123 6. FMEA 3. lépés: Hibaelemzés Hibajelleg Azon mód leírása, amely szerint valamely funkció vagy tulajdonság esetleg nem teljesül. A hibás működés/meghibásodás a funkciókból származnak és/vagy az FMEA Könyvtárból kerülnek kiválasztásra. A hibás működés leírása pontosan, a funkciókkal analóg módon történik. Hibás működés = Az a mód, amely szerint egy funkció vagy egy jellegzetesség nem teljesül. A hibás működésnek négy típusát különböztethetjük meg: nincs funkció (működés), részleges / túlzott / káros működés, átmeneti működésképtelenség, előre nem látható funkció. 123
124 6. FMEA 3. lépés: Hibaelemzés Példa a hiba jellegére: 124
125 6. FMEA 3. lépés: Hibaelemzés Hiba hatása: Eseti folyamat rövid és pontos leírása a hiba okától a hiba következményéig a legmagasabb rendszerszinten (egész termék vagy operátor). Hiba oka: A hiba oka elvezethet az elemzett potenciális hibajelleghez. A tényleges okot úgy kell leírni, hogy bármilyen szükséges javító intézkedés közvetlenül levezethető legyen. 125
126 6. FMEA 4. lépés: Kockázatértékelés A kritikus kiértékelés a hatékony FMEA feltétele. Ismerjük fel és/vagy osztályozzuk a meglévő és/vagy a már meghatározott intézkedéseket. Az ok-okozati lánc kockázatfelmérése, amely a potenciális hiba hatásokból, hibákból és hiba okokból áll, megadva a hiba hatásának súlyosságát (S), a hiba okainak valószínűségét (O), és a hiba oka /hiba típusa felfedezésének valószínűségét (D). Kockázati prioritások meghatározása kockázati prioritás mutató kiszámításával: RPN = S x O x D. 126
127 6. FMEA 4. lépés: Kockázatértékelés Hibamegelőzés A hiba elkerülése érdekében tett intézkedések mind olyan, a termék/folyamatkonstrukciónál alkalmazott megelőző intézkedések, amelyek által elkerülhető a hiba hatása vagy csökkenthető annak előfordulása. Az intézkedéseket világosan és érthetően kell megfogalmazni. Amennyiben szükséges, bizonyítékot lehet hozni egy adott dokumentumra hivatkozva. A Termék FMEA-nál azokat a bevezetett intézkedéseket kell figyelembe venni, amelyek a termék konstrukciós hibáit minimalizálják/csökkentik egészen a komponensi szintig. Speciális területi megközelítés: Azok a bevezetett biztonsági intézkedések, amelyek által megelőzhető a hibahatás vagy csökkenthető annak súlyossága. A Folyamat FMEA-nál azokat a bevezetett intézkedéseket kell figyelembe venni, amelyek által megelőzhető/minimalizálható a termék- vagy folyamathiba. 127
128 6. FMEA 4. lépés: Kockázatértékelés Hibafeltárás Olyan vizsgálat, amely bizonyos feltételek mellett feltárja a meghatározott követelményektől való nem megengedett eltérést. Az intézkedéseket világosan és érthetően kell megfogalmazni. Amennyiben szükséges, bizonyítékot lehet hozni egy adott dokumentumra hivatkozva. A Termék FMEA-nál ez kísérleteket, próbákat és teszteket jelent az ezeket követő elemzésekkel együtt egészen a jóváhagyásig. Speciális területi megközelítés: Diagnózis és monitorizáló intézkedések, amelyek a hiba ok vagy azok hatásának időbeni feltárására szolgálnak. A Folyamat FMEA-nál ezek mindazok a vevőnek történő kiszállításig elvégzett tesztek és feltárási lehetőségek. A hibaforrás felfedezésének kell elsőbbséget biztosítani. 128
129 6. FMEA 4. lépés: Kockázatértékelés A hiba hatásának súlyossága (S) Az S értékelési számot az elemzési terület legfelsőbb szintjén és/vagy a felső szintű rendszernél definiált csatlakozásnál történő hiba hatása által határozzuk meg. A hibahatások értékelésénél feltételezzük, hogy megtörtént egy hibatípus, amit nem fedeztek fel. 129
130 6. FMEA 4. lépés: Kockázatértékelés Előfordulási valószínűség (O) Az O értékelési szám a hiba ok előfordulásának valószínűségére utal. Ennél az értékelésnél a hiba okának elkerülése érdekében bevezetett intézkedések hatékonyságát vesszük figyelembe. Az O értékelési számot inkább viszonylagos értékelésnek tekintsük, mintsem egy abszolút értékelési tényezőnek. Az előfordulási valószínűségnek le kell fednie a termék életciklusát (Termék FMEA). Az időaspektust folyamatokra nézve is figyelembe kell venni (Folyamat FMEA), pl. a szerszám élettartama. 130
131 6. FMEA 4. lépés: Kockázatértékelés Felfedezési valószínűség (D) A D felfedezési valószínűség annak valószínűsége, hogy a hiba oka vagy a hibatípus felfedezésre kerül az ellenőrzési intézkedések során még a vevőnek történő átadás előtt. A vevő az a személy vagy az a következő folyamat, amely átfogja az adott folyamatlépés munkájának eredményét. Folyamat FMEA: A monitorizáló folyamat képességét kell megítélni. Ritkán előforduló hibák feltárására és annak megakadályozására, hogy a hibás részek a következő folyamatban további megmunkálásra kerüljenek, a szúrópróbaszerű vizsgálatok nem megfelelőek. A hiba okának megelőzése és/vagy a hiba hatásának csökkentése előnyt élveznek a hiba feltárásával szemben. (Poka- Yoke) A hibafeltárás gazdaságosabb a hibamegszüntetésnél. Törekedni kell a hiba hibaforrásnál (az a hely, ahonnan származik a hiba) történő felfedezésére. 131
 10 (rossz) A kockázati prioritás mutató (RPN) besorolása nem megfelelő egyedüli értékelési kritériumként ahhoz, hogy az FMEA-ban javító intézkedéseket határozzunk meg.")
132 6. FMEA 4. lépés: Kockázatértékelés Az S, O és D értékelésére besorolási táblázatokat használunk. => Besorolási számok: 1 (jó) 10 (rossz) A kockázati prioritás mutató (RPN) besorolása nem megfelelő egyedüli értékelési kritériumként ahhoz, hogy az FMEA-ban javító intézkedéseket határozzunk meg. Az RPN helyett az egyes besorolási számokat elemezzük. Nagyon komoly kombináció: S = 9 vagy 10 és O > 1 és D > 1. Ilyen esetben mindig kell javító intézkedést hozni az RPN szám csökkentésére. 132
133 6. FMEA 5. lépés: Optimálás Miért szükséges az Optimálás? Nagy kockázatnál vagy egyes értékeléseknél javító intézkedések szükségesek (Koncepcióváltás, Hibalehatárolás, Vizsgálatok...). Ez nem jelenti azt, hogy a kockázati prioritási számot (RPN) a súlyszámok kissebre való átírásával csökkentjük. Új értékelés; az intézkedés(ek) bevezetés után alacsonyabb faktorok adhatóak, ezáltal az RPN csökken. A termék / folyamat javítása a vevői elégedettség biztosítására. Teljesítménytulajdonságok elérése a sorozatgyártás kezdetétől (SOP) Hibamentes termékek fejlesztése és gyártása! 133
134 6. FMEA 5. lépés: Optimálás Megelőzési és felderítési intézkedéseket kell tervezni az alábbi prioritások szerint: a., A hiba okának megelőzése és/vagy a hiba hatásának csökkentése előnyt élveznek a hiba feltárásával szemben. A hiba megelőzése gazdaságosabb a hiba megszüntetésénél. Törekedni kell a hiba hibaforrásnál (az a hely, ahonnan származik a hiba) történő felfedezésére. b., Minden egyes intézkedést felelős személlyel és tervezett befejezési határidővel kell meghatározni. c., Miután felvázoltuk az intézkedéseket, ki kell számítanunk az RPN-t a javító intézkedés bevezetése utáni feltételezett helyzetre. Az intézkedések nyomon követését dokumentálni kell. 134
 hatása van a hibának? S Mi az érintett komponens /folyamatelem száma? Melyik komponenst /folyamatelemet elemezzük?")
135 6. FMEA 5. lépés: Optimálás Sz. Minőségbiztosítás Komponens v. folyamat Funkció Termék: Cikkszám: Hiba jellege Hiba hatása *-FMEA C Hiba oka Hiba megelőzése Hiba feltárása Oldal: Oszt.: FMEA-Sz.: Dátum: S O D RPN Intézkedések R: / T: Mennyire súlyos (S) hatása van a hibának? S Mi az érintett komponens /folyamatelem száma? Melyik komponenst /folyamatelemet elemezzük? Milyen funkciót kell betöltenie? Mely lehetséges hibatípus befolyásolja hátrányosan a funkciót? Milyen hatásai vannak a hibatípusnak? Milyen speciális tulajdonságokat kell meghatározni? Milyen közvetlen hibaokok lehetségesek? Mennyi a valószínűsége a hiba előfordulásának (O)? Milyen intézkedéseket tettek (már) a hiba megelőzése érdekében? Milyen intézkedéseket tettek (már) a hiba megelőzése érdekében? O D Mennyi a valószínűsége a hiba feltárásának (D)? Fennmaradó kockázat felderítése. RPN RPN Milyen intézkedéseket kell tenni a kockázat csökkentése érdekében (S, O, D)? Ki a felelős (R)? Milyen bevezetési határidőt tervezünk (T)? (S) Súlyosság (O) Előfordulási valószínűség (D) Feltárási valószínűség (RPN) Kockázati prioritás mutató (C) Besorolás (R) Felelősség (T) Tervezett befejezési határidő 135
136 6. FMEA Összefoglalás Az FMEA egy módszer a termék / folyamat megbízhatóságának biztosítására, valamint a költséges késői változtatások elkerülésére. Alapvetően fontos, hogy korán elvégezzük az FMEA-t és folyamatosan aktualizáljuk, pontosan elemezzünk a több szakterületet képviselő szakértőkből álló csapattal, és a levezetett intézkedéseket következetesen hajtsuk végre. 136
 Robert Bosch")
137 7. Minőségbiztosítási alapelvek a járműgyártásban I would rather lose money than trust (Inkább pénzt veszítsek, mint bizalmat ) Robert Bosch 137

138 7. Minőségbiztosítási alapelvek a járműgyártásban 1. Elv: STOP jelzés A vevői reklamációk és az ügyfélpanaszok ismertetése a gyárban, vizuális megjelenítése az érintett állomáson, majd gyors és szisztematikus feldolgozás, megfelelő probléma megoldási technikákkal. Ezzel egy időben a beszállítói lánc értesítése. 138
139 7. Minőségbiztosítási alapelvek a járműgyártásban 1. Elv: STOP jelzés A vevői reklamációkat az érintett gyártó sor mellett egy STOP-tábla alakú 8D riport mutatja. A munkatársak a gyártásvezetés és a minőségbiztosítás részvételével elvégzik a standard felülvizsgálati folyamatot. A STOP-tábla mutatja a folyamat befejezéséről szóló döntést az intézkedések hatékonyságának értékelése után a gyártásvezetés hozza meg. Biztosítani kell, hogy az ügyfélpanaszokat MINDEN az értékáramban érintett egyidejűleg megismerhesse. Rendszeraudit ISO9001:2015 Követelmény:
140 7. Minőségbiztosítási alapelvek a járműgyártásban 1. Elv: STOP jelzés 8D riport folyamat lépései: (D1) 8D team meghatározása (D2) Vevői reklamáció/probléma leírása (D3) Azonnali (tapasz) intézkedések meghatározása (D4) Gyökérok/kiváltó ok meghatározása (D5) Helyesbítő intézkedések definiálása és verifikálása (D6) Helyesbítő intézkedések bevezetése (D7) Megelőző intézkedések (D8) 8D csoport jelentés jóváhagyása 140
141 7. Minőségbiztosítási alapelvek a járműgyártásban 2. Elv: Andon jelzés Minőségi eltérések vagy az értékáram beavatkozási határának átlépése esetén (Source, Make, Deliver = beszerzés, gyártás, kiszállítás) a folyamat megállítása a dolgozó által. A rendszer lehetővé teszi a kezelő számára, hogy ha eltérést észlel, saját felelősségére leállítsa a folyamatot, és ezt haladéktalanul jelentse a felettesének. Ilyen eltérés lehet a beavatkozási határok elérése, de akár szubjektív megfigyelés is (pl. a csavarozó nem működik megfelelően, az anyagot rossz csúszdába töltötték be, a munkát nem az előírásoknak megfelelően végzik). A rendszer leállítása után szükség van egy definiált folyamatra, amely az újraindítást szabályozza. A folyamatot újra jóvá kell hagynia a műhelyvezetőnek. Rendszeraudit ISO9001:2015 Követelmény:
142 7. Minőségbiztosítási alapelvek a járműgyártásban 3. Elv: Szabályok betartása, 5s A biztonsági, egészségügyi, gyártási és vizsgálati utasítások követése. Az 5S szabvány alkalmazása és betartása. Minden állomáson jól láthatók a gyártási és ellenőrzési utasítások. A szimbólumok egységesek, látható a jobb/bal kézmozdulat, és figyelembe veszik az FMEA/ellenőrzési terv hibamódjait. A folyamatot a helyzetet jól szemléltető fényképek támogatják. Egy szabályzókör tartja összhangban az ellenőrzési tervet, az FMEA-t és az utasításokat. A biztonsági és egészségügyi utasításokat terv szerint hajtják végre; a részvétel kötelező és dokumentált. Minden eltérést a 8D rendszerrel kell megoldani. Rendszeraudit ISO9001:2015 Követelmény és
 pazarlása nélkül.")
143 7. Minőségbiztosítási alapelvek a járműgyártásban 3. Elv: Szabályok betartása, 5s Mit jelent a szabványos munkavégzés? A szabványosított munkavégzés az emberi, gépi folyamatok optimális működése az erőforrások (mint pl. a felhasznált anyag, üzemeszköz, beruházás és terület) pazarlása nélkül. A szabványok a munkafolyamatra vonatkozó kötelező előírások. A szabványokkal történő munkavégzés azt jelenti hogy, az előírások ismertek, le vannak egyeztetve, begyakorlottak valamint következetesen be vannak tartva. Egy szabványt csak egy új, jobb szabvánnyal lehet kiváltani. 143
144 7. Minőségbiztosítási alapelvek a járműgyártásban 3. Elv: Szabályok betartása, 5s Mit jelent az 5s? Alap és kiindulási pont a szabványosítás kialakításához. 5s nélkül nincs szabványos munka. Egy 5 lépésből álló módszer a folyamatok biztosítására, a tiszta, biztonságos, ergonomikus munkahelyek kialakításának és megtartásának segítségével. 1.Lépés: Szétválasztás. Felesleges, nem használt dolgok eltávolítása. 2. Lépés: Láthatóvá tétel. Minden dolognak van jelölt pozíciója. 3. Lépés: Tisztítás. A munkaállomás megtisztítása, és a takarítási terv létrehozása. 4. Lépés: Szabványosítás. Az 5s jelölések és munkaállomások szabványosítása. 5. Lépés: Betartás. Rendszeres auditok az elért színvonal fenntartására és az eltérések kezelésére. 144



145 7. Minőségbiztosítási alapelvek a járműgyártásban 3. Elv: Szabályok betartása, 5s Mit jelent az 5s? Előtte: Utána: 145
146 7. Minőségbiztosítási alapelvek a járműgyártásban 4. Elv: Folyamat paraméterek A folyamat minden paraméterének betartott. előírt értéke és tűrése ellenőrzött és A folyamat minden, a termékek minőségét befolyásoló paraméterét (csavarok, hegesztések, tekercselések, ragasztások stb.) egyértelműen definiálták, és az ellenőrzési terv alapján szisztematikusan ellenőrzik. Minden ellenőrzési kritériumot az előírások szerint alkalmaznak. A megadott paraméterek betartását folyamat-visszaigazolásokkal ellenőrzik, vizualizálják. Az eltéréseket szisztematikusan érzékelik és megszüntetik. Rendszeraudit ISO9001:2015 Követelmény

147 7. Minőségbiztosítási alapelvek a járműgyártásban 4. Elv: Folyamat paraméterek 147
148 7. Minőségbiztosítási alapelvek a járműgyártásban 5. Elv: Mérőeszközök A mérő- és teszteszközök nyilvántartottak, az ellenőrzési/kalibrálási időszakok figyelemmel kísértek és betartottak. A vizsgálati terv definiálja a vizsgálati eszközök jellegét és az egyes folyamatokhoz történő alkalmazását. Minden vizsgálati eszköz kalibrált, és kizárólag a megadott monitoring-időszakon belül használják őket. Rendszeraudit ISO9001:2015 Követelmény
149 7. Minőségbiztosítási alapelvek a járműgyártásban 5. Elv: Mérőeszközök Fogalmak: Ellenőrzési tervnek (Control Plan) tartalmaznia kell a mérőeszközöket, a vizsgálati eszközök jellegét az egyes gyártási folyamatokhoz és tájékoztatást ad arról, hogy - Ki mér? Mikor mér? Mit mér? Mérőeszköz: egy adott jellemző, karakterisztika méréséhez használt eszköz. Kalibrálás: a mérőeszköz ellenőrzése összehasonlító méréseken alapul, etalonnal hasonlítjuk össze a mérőeszközünket. Az etalon visszavezethető egy magasabb rendű etalonra. Etalon: egy adott mennyiség megtestesítője, referenciaként használjuk beállításra, ellenőrzésre. 149
150 7. Minőségbiztosítási alapelvek a járműgyártásban 6. Elv: Az ellenőr ellenőrzése A Check the Checker (az ellenőr ellenőrzése) elv alkalmazása, a Checker (az ellenőr) alkalmasságának bizonyítottsága. Meghatározott szabvány alapján ellenőrizni kell a hibák felderítésére szolgáló folyamatok (kamerafolyamatok, szenzoralapú mérések, vizsgálati folyamatok stb.) stabilitását. Az ellenőrzés segítségével meg kell akadályozni a hibák kialakulását, mint például a rossz kameraszoftver betöltését, a szenzorok hibás beállítását vagy a rossz ellenőrzési programok betöltését. Ezeket a vizsgálati folyamatokat, beleértve a karbantartási és beállítási folyamatokat is, az FMEAmódszerrel kell értékelni és alkalmasságukat bizonyítani. A hibák Poka Yoke módszerrel történő elkerülését alapvetően előnyben kell részesíteni a hibafelismeréssel szemben. 150
 Yoke =")

151 7. Minőségbiztosítási alapelvek a járműgyártásban 6. Elv: Az ellenőr ellenőrzése Hiba megelőzés, Poka-Yoke Poka = véletlen hiba (nem szándékolt) Yoke = elkerülni Az emberi hibák megszűntetése terméktechnikai, berendezés-technikai, vagy szervezéstechnikai intézkedéseken keresztül. Az ember (vagy gép) által okozott hibák: - hibás - hiányos - nem teljes kivitelezése egy munkafolyamatnak, feladatnak 151
152 7. Minőségbiztosítási alapelvek a járműgyártásban 7. Elv: TPM Karbantartási szabvány alkalmazása és betartása minden állomáson. A 4-pilléres TPM modellt bevezetése minden munkaállomásra, különös figyelemmel az autonóm és megelőző karbantartás pillérekre. Tartalmazza a gyártás és a támogató területek szerepét és felelősségét is. A gépek és berendezésegységek meghibásodását, üzemzavarát és elszennyeződését következetesen ki kell elemezni, meg kell érteni és meg kell szüntetni. 152

153 7. Minőségbiztosítási alapelvek a járműgyártásban 7. Elv: TPM 4 pilléres TPM modell 153
154 7. Minőségbiztosítási alapelvek a járműgyártásban 8. Elv: Szerszám élettartam Minden szerszámhoz definiálva van az élettartam; az aktuális állapotnak azonosíthatónak kell lennie. Minőség értékelést kell folytatni be-, át- vagy kiszerelés esetén. - Minden egyes szerszám előre meghatározott élettartammal rendelkezik. - Az aktuális állapotnak (szerviz élettartam) mindig felismerhetőnek kell lennie. - Minden szerszámot ellenőrzünk sérülésre, vagy kopásra a berendezésből történő eltávolítása, vagy szétszerelése során. - Szerszám ellenőrzése során eltérés észlelése esetén előírt intézkedési modell szerint járunk el. Rendszeraudit IATF Követelmény

, készülék elemek (pl.")
155 7. Minőségbiztosítási alapelvek a járműgyártásban 8. Elv: Szerszám élettartam Szerszámnak számít mindaz ami közvetlen fizikai kapcsolatba kerül a termékkel a gyártási folyamat alatt, kihatással van a termék minőségére és fizikailag egyedileg azonosítható. Ide tartoznak: munkadarab megfogók (pl.: WT, Spannsatz), készülék elemek (pl.: prés szerszámok, krimpelő szerszámok), csavarozó szerszámok (pl.: bitek, tokmányok), hegesztő elektródák és vágószerszámok. 155
156 7. Minőségbiztosítási alapelvek a járműgyártásban 9. Elv: Újraindítás A leállások után a gépek és berendezések újraindításának egyértelmű szabályozása. A gyártás folyamatosságának minden megszakítása (beállítás, szünetek, műszakváltás, karbantartás, áramkimaradás, átépítés) minőségi kockázatot jelent. Az állásidők megváltoztathatják a folyamatparamétereket, megváltozhat a munkafolyamatok sorrendje vagy az anyagok és segédanyagok konzisztenciája. Ezért van szükség szabványra az újraindításhoz. A szabványnak le kell írnia a folyamatban részt vevő darabok kezelését a leállás után. Minden berendezésnél megvizsgálták a leállásokkal összefüggő minőségi kockázatokat a meghatározott szabvány alapján (pl. nem tervezett leállás a hegesztési folyamat során, fröccsöntési folyamat leállása, a munkadarab túl sokáig áll hőkezelés alatt, túl sokáig van levegőn a szilikoncsík). A szabvány tartalmazza a kritikus cserélhető alkatrészek (pl. fúrók, hegesztőelektródák) elemzését is. Hosszabb leállások után (pl. állomás átépítése) készíteni kell egy nullszéria jelentést, és el kell végezni egy folyamatauditot. Rendszeraudit IATF 16949:
157 7. Minőségbiztosítási alapelvek a járműgyártásban 10. Elv: Jelölések A munkadarabok és a tárolók/tartályok előírások szerinti jelölése. Mindig teljesülnie kell a következő kritériumoknak: nem lehetnek selejtes darabok a zöld dobozban; nem lehetnek jó darabok a piros dobozban; a selejtes daraboknak a piros dobozban kell lenniük; egységes feliratozás a gyárban: a fehér kártya piros átlós vonallal betiltott árut, a zöld kártya rendben lévő, folyamatban található árut, a sárga kártya utómunkát igénylő darabokat, a fehér kártya ellenőrizendő darabokat jelent; a teli ládákat mindig feliratozni kell; a darabokat előírás szerint védeni kell a környezeti hatásoktól (pl. por); a gyártósoron a piros ládákat biztosítani kell hozzáférés ellen (le kell zárni vagy megfelelően elhelyezni az állomáson belül); a piros ládákat nyitott állapotban kell a géptől az elemzés helyszínére szállítani; tárolás az elemzés helyszínén, ill. a selejtgyűjtőkben csak zárt dobozokban; a selejtgyűjtőket szabvány szerint kell üríteni és elemezni. 157
158 7. Minőségbiztosítási alapelvek a járműgyártásban 11. Elv: Utómunka/Selejt A selejtes vagy utómunkát igénylő darabok kezelésének egyértelmű szabályozása. Utómunka csak akkor végezhető, ha létezik FMEA/ellenőrzési terv a visszaszerelésre és a folyamatba való visszahelyezésre, az utómunkát az eredeti szerelősoron végzik, meghatározott idő alatt. Ha tartósan van szükség utómunkára, akkor standardizált folyamatot kell létrehozni; az engedélyt a minőségbiztosítási üzletág adja meg. A selejtet az előírásoknak megfelelően kell ártalmatlanítani, és meg kell akadályozni a darabok véletlen/jogtalan felhasználását (pl. meg kell semmisíteni őket). Rendszeraudit ISO9001:2015 Követelmény
159 7. Minőségbiztosítási alapelvek a járműgyártásban 11. Elv: Utómunka/Selejt Az utómunka kezelése egyértelműen szabályozva van. Amennyiben az utómunka megengedett, az alábbi feltételeknek kell teljesülnie: PFMEA / rizikó analízis amely az utómunkát értékeli. Az utómunkált daraboknak a vonatkozó széria ellenőrzéseken át kell mennie. Az utómunkának időben vagy darabszámban korlátozottnak kell lennie. Amennyiben az utómunka állandó folyamattá válik, át kell esnie a jóváhagyási folyamaton. A selejtet az előírásoknak megfelelően kell kezelni (a felhasználást elkerülendő). 159
160 7. Minőségbiztosítási alapelvek a járműgyártásban 12. Elv: Leesett alkatrész A leesett (földre/gépbe) vagy nem azonosítható darabok megsemmisítése. Szervezeti hovatartozástól, illetve a hierarchiában elfoglalt helytől függetlenül minden egyes dolgozónak követnie kell ennek a szabványnak az előírásait. Értesíteni kell a műhelyvezetőt. A darabokat a folyamatra vonatkozó előírásnak megfelelően kell megsemmisíteni. Rendszeraudit ISO9001:2015 Követelmény

161 7. Minőségbiztosítási alapelvek a járműgyártásban 12. Elv: Leesett alkatrész 161
162 7. Minőségbiztosítási alapelvek a járműgyártásban 13. Elv: Megfelelő darab Csak a megfelelő darabok állhatnak rendelkezésre a felhasználáshoz és a beépítéshez. A beépítés időpontjában csak a megfelelő darab állhat a dolgozó rendelkezésére. A dolgozó nem férhet hozzá a szerelőállomáson tárolt többi változathoz. A teljes logisztikai láncot illetően is biztosítani kell, hogy csak a megfelelő darabhoz lehessen hozzáférni, illetve csak az álljon rendelkezésre. Rendszeraudit ISO9001:2015 Követelmény






163 7. Minőségbiztosítási alapelvek a járműgyártásban 13. Elv: Megfelelő darab Otthoni példa Könnyen elérhető minden Zárjuk el Helyezzük át, távolítsuk el 163
164 7. Minőségbiztosítási alapelvek a járműgyártásban 14. Elv: Maradék anyag A maradék anyag kezelésének egyértelmű szabályozása. A maradékokat egyértelműen kell jelölni és biztonságosan tárolni (maradékkártya; maradékpolc). Be kell tartani a First In First Out (FIFO) elvét. Mivel az áru még nincs véglegesen becsomagolva, különösen ügyelni kell a rendre és tisztaságra. Nem szabad túllépni a maximális tárolási időt. Módosítások esetében figyelembe kell venni a maradékokat. Rendszeraudit ISO9001:2015 Követelmény
165 7. Minőségbiztosítási alapelvek a járműgyártásban 14. Elv: Maradék anyag Miért van szükség a maradék anyag kezelésre? Elkerülni a szennyezett alapanyagokat, félkész termékeket és késztermékeket A FIFO (első bevételezett, első kiadott) elv miatt Megakadályozni a késztermékek verziójának keveredését A maximális tárolási időt be kell tartani: minden alapanyag és félkész termék esetén minden késztermék esetén a vállalatirányítási rendszerbe (SAP) előre beállított lejárati idő alapján 165
166 8. Felhasznált irodalom [1] Womack J. P., Jones D., Roos D.: The Machine That Changed the World, Harper Perennial, 1990, ISBN [2] Okada K.: Japanese Management System in Retrospect and Perspective, Budapest, szeptember, Előadásanyag [3] Ohno T.: Toyota Production System - Beyond Large-Scale Production Productivity Press, 1988, Portland, Oregon, ISBN [4] Liker J. K.: The Toyota Way - 14 Management Principles from the World's Greatest Maufacturer, McGraw Hill, 2004, ISBN [5] Liker J. K.: A Toyota Módszer, 14 Vállalatirányítási alapelv, HVG Könyvek, ISBN [6] Advanced Product Quality Planning and Control Plan, Reference Manual ISBN: [7] Harlow H. Curtice: The Development and Growth of General Motor, Washington. D.C [8] Toyota Motor Corporation Public Affairs Division : Toyota Production System [9] Dr. Stukovszky Zsolt: Minőségügy a közlekedésben, BME Gépjárművek Tanszék [10]Szerkesztő: Dr. Drégelyi-Kiss Ágota: Minőségbiztosítás BGK 3047, Budapest,

167 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM Ászity Sándor BME KÖZLEKEDÉSMÉRNÖKI ÉS JÁRMŰMÉRNÖKI KAR /2017/INTFIN SZÁMÚ EMMI ÁLTAL TÁMOGATOTT TANANYAG
MINŐSÉG ÉS MINŐSÉGIRÁNYÍTÁS MINŐSÉGÜGY A JÁRMŰTECHNIKÁBAN BMEKOGJA154
 MINŐSÉG ÉS MINŐSÉGIRÁNYÍTÁS MINŐSÉGÜGY A JÁRMŰTECHNIKÁBAN BMEKOGJA154 MINŐSÉGÜGY A KÖZLEKEDÉSBEN BMEKOGJA113 Ászity Sándor BME KÖZLEKEDÉSMÉRNÖKI ÉS JÁRMŰMÉRNÖKI KAR 32708-2/2017/INTFIN SZÁMÚ EMMI ÁLTAL
MINŐSÉG ÉS MINŐSÉGIRÁNYÍTÁS MINŐSÉGÜGY A JÁRMŰTECHNIKÁBAN BMEKOGJA154 MINŐSÉGÜGY A KÖZLEKEDÉSBEN BMEKOGJA113 Ászity Sándor BME KÖZLEKEDÉSMÉRNÖKI ÉS JÁRMŰMÉRNÖKI KAR 32708-2/2017/INTFIN SZÁMÚ EMMI ÁLTAL
MINŐSÉG ÉS MINŐSÉGIRÁNYÍTÁS MINŐSÉGÜGY A JÁRMŰTECHNIKÁBAN BMEKOGJA154
 MINŐSÉG ÉS MINŐSÉGIRÁNYÍTÁS MINŐSÉGÜGY A JÁRMŰTECHNIKÁBAN BMEKOGJA154 MINŐSÉGÜGY A KÖZLEKEDÉSBEN BMEKOGJA113 Ászity Sándor BME KÖZLEKEDÉSMÉRNÖKI ÉS JÁRMŰMÉRNÖKI KAR 32708-2/2017/INTFIN SZÁMÚ EMMI ÁLTAL
MINŐSÉG ÉS MINŐSÉGIRÁNYÍTÁS MINŐSÉGÜGY A JÁRMŰTECHNIKÁBAN BMEKOGJA154 MINŐSÉGÜGY A KÖZLEKEDÉSBEN BMEKOGJA113 Ászity Sándor BME KÖZLEKEDÉSMÉRNÖKI ÉS JÁRMŰMÉRNÖKI KAR 32708-2/2017/INTFIN SZÁMÚ EMMI ÁLTAL
Minőség és minőségirányítás. 1. A minőség és a minőségirányítás alapfogalmai, fejlődése
 1. A minőség és a minőségirányítás alapfogalmai, fejlődése 1 1.1 A minőség fogalma, értelmezése. 1.2 A minőségi gyártás alapjait megteremtő termelési rendszer alapok és alapelvek kialakulása 1.3 A minőség
1. A minőség és a minőségirányítás alapfogalmai, fejlődése 1 1.1 A minőség fogalma, értelmezése. 1.2 A minőségi gyártás alapjait megteremtő termelési rendszer alapok és alapelvek kialakulása 1.3 A minőség
MINŐSÉG ÉS MINŐSÉGIRÁNYÍTÁS
 MINŐSÉG ÉS MINŐSÉGIRÁNYÍTÁS Ászity Sándor BME KÖZLEKEDÉSMÉRNÖKI ÉS JÁRMŰMÉRNÖKI KAR 32708-2/2017/INTFIN SZÁMÚ EMMI ÁLTAL TÁMOGATOTT TANANYAG 4. Az ISO 9000 szabványsorozat 4.1. ISO szervezet bemutatása
MINŐSÉG ÉS MINŐSÉGIRÁNYÍTÁS Ászity Sándor BME KÖZLEKEDÉSMÉRNÖKI ÉS JÁRMŰMÉRNÖKI KAR 32708-2/2017/INTFIN SZÁMÚ EMMI ÁLTAL TÁMOGATOTT TANANYAG 4. Az ISO 9000 szabványsorozat 4.1. ISO szervezet bemutatása
MINŐSÉGÜGY A JÁRMŰTECHNIKÁBAN MINŐSÉGÜGY A KÖZLEKEDÉSBEN
 MINŐSÉGÜGY A JÁRMŰTECHNIKÁBAN MINŐSÉGÜGY A KÖZLEKEDÉSBEN MINŐSÉGÜGY BMEKOGJA154 BMEKOGJA113 BMEKOGJA148 Beugró kérdések BME KÖZLEKEDÉSMÉRNÖKI ÉS JÁRMŰMÉRNÖKI KAR 32708-2/2017/INTFIN SZÁMÚ EMMI ÁLTAL TÁMOGATOTT
MINŐSÉGÜGY A JÁRMŰTECHNIKÁBAN MINŐSÉGÜGY A KÖZLEKEDÉSBEN MINŐSÉGÜGY BMEKOGJA154 BMEKOGJA113 BMEKOGJA148 Beugró kérdések BME KÖZLEKEDÉSMÉRNÖKI ÉS JÁRMŰMÉRNÖKI KAR 32708-2/2017/INTFIN SZÁMÚ EMMI ÁLTAL TÁMOGATOTT
Miért szükséges a beszállító fejlesztés? Ászity Sándor EJJT laborvezető
 Miért szükséges a beszállító fejlesztés? Ászity Sándor EJJT laborvezető 1 LEANLAB Projekt BME EJJT Tudásközpont 2011-ben kezdte el az Autóipari Termelési Rendszerek Laboratórium létrehozását. Európai Uniós
Miért szükséges a beszállító fejlesztés? Ászity Sándor EJJT laborvezető 1 LEANLAB Projekt BME EJJT Tudásközpont 2011-ben kezdte el az Autóipari Termelési Rendszerek Laboratórium létrehozását. Európai Uniós
JÁRMŰIPARI GYÁRTÁSI FOLYAMATOK MINŐSÉGBIZTOSÍTÁSA ( BMEKOGGM611 )
") JÁRMŰIPARI GYÁRTÁSI FOLYAMATOK MINŐSÉGBIZTOSÍTÁSA ( BMEKOGGM611 ) Beugró kérdések 2018 BME KÖZLEKEDÉSMÉRNÖKI ÉS JÁRMŰMÉRNÖKI KAR 32708-2/2017/INTFIN SZÁMÚ EMMI ÁLTAL TÁMOGATOTT TANANYAG 1.1. A minőség
JÁRMŰIPARI GYÁRTÁSI FOLYAMATOK MINŐSÉGBIZTOSÍTÁSA ( BMEKOGGM611 ) Beugró kérdések 2018 BME KÖZLEKEDÉSMÉRNÖKI ÉS JÁRMŰMÉRNÖKI KAR 32708-2/2017/INTFIN SZÁMÚ EMMI ÁLTAL TÁMOGATOTT TANANYAG 1.1. A minőség
Minőség és minőségirányítás. 3. ISO 9000:2015 és ISO 9001:2015
 3. ISO 9000:2015 és ISO 9001:2015 1 ZH jegyzetek 2 2 3. ISO 9000:2015 ISO 9000 Minőségirányítási rendszerek. Alapok és szótár alapvető fontosságú hátteret biztosít a nemzetközi szabványnak a megfelelő
3. ISO 9000:2015 és ISO 9001:2015 1 ZH jegyzetek 2 2 3. ISO 9000:2015 ISO 9000 Minőségirányítási rendszerek. Alapok és szótár alapvető fontosságú hátteret biztosít a nemzetközi szabványnak a megfelelő
Minőség és minőségirányítás
 2.1 A minőségmenedzsment és a minőségfilozófia fejlődése 2.2 A minőségügy jogi háttere 1 02. 07. 2018. 2.1 A minőségmenedzsment és a minőségfilozófia fejlődése 2.1.1 ELLENŐRZÉSRE ÉS FELÜGYELETRE ÉPÍTETT
2.1 A minőségmenedzsment és a minőségfilozófia fejlődése 2.2 A minőségügy jogi háttere 1 02. 07. 2018. 2.1 A minőségmenedzsment és a minőségfilozófia fejlődése 2.1.1 ELLENŐRZÉSRE ÉS FELÜGYELETRE ÉPÍTETT
A., ALAPELVEK VÁLTOZÁSAI
 A., ALAPELVEK VÁLTOZÁSAI S.sz. ISO 9001:2008 ISO 9001:2015 1) vevőközpontúság vevőközpontúság 2) vezetés vezetői szerepvállalás 3) a munkatársak bevonása a munkatársak elköteleződése 4) folyamatszemléletű
A., ALAPELVEK VÁLTOZÁSAI S.sz. ISO 9001:2008 ISO 9001:2015 1) vevőközpontúság vevőközpontúság 2) vezetés vezetői szerepvállalás 3) a munkatársak bevonása a munkatársak elköteleződése 4) folyamatszemléletű
MINŐSÉG ÉS MINŐSÉGIRÁNYÍTÁS MINŐSÉGÜGY A JÁRMŰTECHNIKÁBAN MINŐSÉGÜGY A KÖZLEKEDÉSBEN
 MINŐSÉG ÉS MINŐSÉGIRÁNYÍTÁS MINŐSÉGÜGY A JÁRMŰTECHNIKÁBAN MINŐSÉGÜGY A KÖZLEKEDÉSBEN BMEKOGJA154 BMEKOGJA113 Ászity Sándor BME KÖZLEKEDÉSMÉRNÖKI ÉS JÁRMŰMÉRNÖKI KAR 32708-2/2017/INTFIN SZÁMÚ EMMI ÁLTAL
MINŐSÉG ÉS MINŐSÉGIRÁNYÍTÁS MINŐSÉGÜGY A JÁRMŰTECHNIKÁBAN MINŐSÉGÜGY A KÖZLEKEDÉSBEN BMEKOGJA154 BMEKOGJA113 Ászity Sándor BME KÖZLEKEDÉSMÉRNÖKI ÉS JÁRMŰMÉRNÖKI KAR 32708-2/2017/INTFIN SZÁMÚ EMMI ÁLTAL
Járműipari gyártási folyamatok minőségbiztosítása, Tételek 1. Ászity Sándor
 Járműipari gyártási folyamatok minőségbiztosítása, Tételek 1 Ászity Sándor 1 Tömegtermelés Lean termelés Toyota Termelési Rendszer: 2 2017.04.09. Szerepek az autóipari beszállítói láncban OEMs System integrators
Járműipari gyártási folyamatok minőségbiztosítása, Tételek 1 Ászity Sándor 1 Tömegtermelés Lean termelés Toyota Termelési Rendszer: 2 2017.04.09. Szerepek az autóipari beszállítói láncban OEMs System integrators
Az ISO 9001:2015 szabványban szereplő új fogalmak a tanúsító szemszögéből. Szabó T. Árpád
 Az ISO 9001:2015 szabványban szereplő új fogalmak a tanúsító szemszögéből. Szabó T. Árpád Bevezetés Az új fogalmak a TQM ből ismerősek? ISO 9001:2015 új fogalmainak az érdekelt felek általi értelmezése
Az ISO 9001:2015 szabványban szereplő új fogalmak a tanúsító szemszögéből. Szabó T. Árpád Bevezetés Az új fogalmak a TQM ből ismerősek? ISO 9001:2015 új fogalmainak az érdekelt felek általi értelmezése
Minőségtanúsítás a gyártási folyamatban
 Minőségtanúsítás a gyártási folyamatban Minőség fogalma (ISO 9000:2000 szabvány szerint): A minőség annak mértéke, hogy mennyire teljesíti a saját jellemzők egy csoportja a követelményeket". 1. Fogalom
Minőségtanúsítás a gyártási folyamatban Minőség fogalma (ISO 9000:2000 szabvány szerint): A minőség annak mértéke, hogy mennyire teljesíti a saját jellemzők egy csoportja a követelményeket". 1. Fogalom
Aktuális VDA kiadványok és képzések
 Tisztelt Partnerünk! Az autóipari, elektronikai ipari beszállítók munkatársainak a vevői igényeknek, előírásoknak való megfelelés magas szakmai ismereteket követel meg. Egy jól felkészült szakembernek
Tisztelt Partnerünk! Az autóipari, elektronikai ipari beszállítók munkatársainak a vevői igényeknek, előírásoknak való megfelelés magas szakmai ismereteket követel meg. Egy jól felkészült szakembernek
Új dokumentálandó folyamatok, azok minimális tartalmi elvárásai
 Új dokumentálandó folyamatok, azok minimális tartalmi elvárásai Dokumentált folyamattal való rendelkezés ISO/TS 16949:2009 IATF 16949:2015 Dokumentumok kezelése, Feljegyzések kezelése, Nem megfelelő termék
Új dokumentálandó folyamatok, azok minimális tartalmi elvárásai Dokumentált folyamattal való rendelkezés ISO/TS 16949:2009 IATF 16949:2015 Dokumentumok kezelése, Feljegyzések kezelése, Nem megfelelő termék
MSZ ISO 9004:2010 ISO 9004:2009
 MSZ ISO 9004:2010 ISO 9004:2009 A szervezet fenntartható (tartós) sikerének irányítása (menedzselése) Minőségirányítási megközelítés Managing the sustained success of an organization 1 1. Ez a nemzetközi
MSZ ISO 9004:2010 ISO 9004:2009 A szervezet fenntartható (tartós) sikerének irányítása (menedzselése) Minőségirányítási megközelítés Managing the sustained success of an organization 1 1. Ez a nemzetközi
IATF 16949:2016 szabvány fontos kapcsolódó kézikönyvei (5 Core Tools):
:") APQP IATF 16949:2016 szabvány fontos kapcsolódó kézikönyvei (5 Core Tools): PPAP (Production Part Approval Process) Gyártás jóváhagyási folyamat APQP (Advanced Product Quality Planning and Control Plans)
APQP IATF 16949:2016 szabvány fontos kapcsolódó kézikönyvei (5 Core Tools): PPAP (Production Part Approval Process) Gyártás jóváhagyási folyamat APQP (Advanced Product Quality Planning and Control Plans)
Minőségbiztosítás dr. Petőcz Mária
 Minőségbiztosítás dr. Petőcz Mária Építési folyamat 1 J O G S Z A B Á LY O K N E M Z E T I S Z A B VÁ N Y O K SZAKMAI ÉS VÁLLALATI SZABVÁNYKIADVÁNYOK A műszaki szabályozás szintjei és hierarchiája HAZAI
Minőségbiztosítás dr. Petőcz Mária Építési folyamat 1 J O G S Z A B Á LY O K N E M Z E T I S Z A B VÁ N Y O K SZAKMAI ÉS VÁLLALATI SZABVÁNYKIADVÁNYOK A műszaki szabályozás szintjei és hierarchiája HAZAI
Integrált ISO 9001 ISO ISO Vezető auditor képzés
 Integrált ISO 9001 ISO 14001 ISO 45001 Vezető auditor képzés képzés (Kihelyezett) A KÉPZÉS IDŐPONTJA ÉS HELYE: dátum: időtartam: helyszín: A KÉPZÉS KÖLTSÉGEI*: kedvezményes ár: normál ár: 341 000 Ft (partner
Integrált ISO 9001 ISO 14001 ISO 45001 Vezető auditor képzés képzés (Kihelyezett) A KÉPZÉS IDŐPONTJA ÉS HELYE: dátum: időtartam: helyszín: A KÉPZÉS KÖLTSÉGEI*: kedvezményes ár: normál ár: 341 000 Ft (partner
MINŐSÉGBIZTOSÍTÁS ÉS E- LEARNING. Jelli János Apor Vilmos Katolikus Főiskola
 MINŐSÉGBIZTOSÍTÁS ÉS E- LEARNING Jelli János Apor Vilmos Katolikus Főiskola Minőség fogalma (üzleti) 1 egy termék vagy szolgáltatás olyan tulajdonságainak összessége amelyek meghatározott vagy elvárható
MINŐSÉGBIZTOSÍTÁS ÉS E- LEARNING Jelli János Apor Vilmos Katolikus Főiskola Minőség fogalma (üzleti) 1 egy termék vagy szolgáltatás olyan tulajdonságainak összessége amelyek meghatározott vagy elvárható
ISO 9001:2015 Változások Fókuszban a kockázatelemzés
 ISO 9001:2015 Változások Fókuszban a kockázatelemzés Avagy hogy gondolkodjuk a saját cégünkről? Kőrösi György, ISO TS/9001 Vezető auditor Új Követelmények ÚJ! Kockázatalapú gondolkodás A szabvány egészére
ISO 9001:2015 Változások Fókuszban a kockázatelemzés Avagy hogy gondolkodjuk a saját cégünkről? Kőrösi György, ISO TS/9001 Vezető auditor Új Követelmények ÚJ! Kockázatalapú gondolkodás A szabvány egészére
Képzés leírása. Képzés megnevezése: Autóipari belső auditor (MSZ ISO/TS 16949) Mi a képzés célja és mik az előnyei?
 Mi a képzés célja és mik az előnyei?") Képzés megnevezése: Autóipari belső auditor (MSZ ISO/TS 16949) Jelentkezés Mi a képzés célja és mik az előnyei? A résztvevő a képzés után - megfelelő képzettséget szerez az MSZ ISO/TS 16949 szabvány belső,
Képzés megnevezése: Autóipari belső auditor (MSZ ISO/TS 16949) Jelentkezés Mi a képzés célja és mik az előnyei? A résztvevő a képzés után - megfelelő képzettséget szerez az MSZ ISO/TS 16949 szabvány belső,
ÉMI TÜV SÜD. ISO feldolgozása, elvárások. Kakas István KIR-MIR-MEBIR vezető auditor
 ÉMI TÜV SÜD Az EMI-TÜV SUD Magyarország egyik piacvezető vizsgáló és tanúsító cége, amely magas színvonalú műszaki, minőségügyi és biztonságtechnikai megoldásokat nyújt ügyfeleinek a vizsgálat, ellenőrzés,
ÉMI TÜV SÜD Az EMI-TÜV SUD Magyarország egyik piacvezető vizsgáló és tanúsító cége, amely magas színvonalú műszaki, minőségügyi és biztonságtechnikai megoldásokat nyújt ügyfeleinek a vizsgálat, ellenőrzés,
Gondolatok a belső auditorok felkészültségéről és értékeléséről Előadó: Turi Tibor vezetési tanácsadó, CMC az MSZT/MCS 901 szakértője
 Gondolatok a belső auditorok felkészültségéről és értékeléséről Előadó: Turi Tibor vezetési tanácsadó, CMC az MSZT/MCS 901 szakértője 1 Az előadás témái Emlékeztetőül: összefoglaló a változásokról Alkalmazási
Gondolatok a belső auditorok felkészültségéről és értékeléséről Előadó: Turi Tibor vezetési tanácsadó, CMC az MSZT/MCS 901 szakértője 1 Az előadás témái Emlékeztetőül: összefoglaló a változásokról Alkalmazási
evosoft Hungary Kft.
 Intelligens eszközök fejlesztése az ipari automatizálásban 9. fejezet: Minőség menedzsment Előadó: Harrer Ágnes Krisztina minőségügyi megbízott menedzser ELŐADÓ: HARRER ÁGNES KRISZTINA Minőségügyi megbízott
Intelligens eszközök fejlesztése az ipari automatizálásban 9. fejezet: Minőség menedzsment Előadó: Harrer Ágnes Krisztina minőségügyi megbízott menedzser ELŐADÓ: HARRER ÁGNES KRISZTINA Minőségügyi megbízott
Képzés leírása. Képzés megnevezése: Integrált belső auditor (MSZ EN ISO 9001, MSZ EN ISO 14001) Jelentkezés
 Jelentkezés") Képzés megnevezése: Integrált belső auditor (MSZ EN ISO 9001, MSZ EN ISO 14001) Jelentkezés Mi a képzés célja és mik az előnyei? A résztvevő a képzés után - megfelelő képesítést szerez az MSZ EN ISO 9001,
Képzés megnevezése: Integrált belső auditor (MSZ EN ISO 9001, MSZ EN ISO 14001) Jelentkezés Mi a képzés célja és mik az előnyei? A résztvevő a képzés után - megfelelő képesítést szerez az MSZ EN ISO 9001,
XXIII. MAGYAR MINŐSÉG HÉT
 XXIII. MAGYAR MINŐSÉG HÉT MŰHELYMUNKA MINŐSÉGIRÁNYÍTÁSI RENDSZEREK ÁTALAKÍTÁSA AZ ISO 9001:2015 SZERINT GYAKORLATI FOGÁSOK. TOHL ANDRÁS TECHNIKAI VEZETŐ SGS HUNGÁRIA KFT. NAPIREND Bevezetés, problémák,
XXIII. MAGYAR MINŐSÉG HÉT MŰHELYMUNKA MINŐSÉGIRÁNYÍTÁSI RENDSZEREK ÁTALAKÍTÁSA AZ ISO 9001:2015 SZERINT GYAKORLATI FOGÁSOK. TOHL ANDRÁS TECHNIKAI VEZETŐ SGS HUNGÁRIA KFT. NAPIREND Bevezetés, problémák,
Advanced Product Quality Planning APQP
 Advanced Product Quality Planning 1 IATF 16949:2016 szabvány fontos kapcsolódó kézikönyvei (5 Core Tools): PPAP (Production Part Approval Process) Gyártás jóváhagyási folyamat (Advanced Product Quality
Advanced Product Quality Planning 1 IATF 16949:2016 szabvány fontos kapcsolódó kézikönyvei (5 Core Tools): PPAP (Production Part Approval Process) Gyártás jóváhagyási folyamat (Advanced Product Quality
A minőségirányítási rendszer auditálása laboratóriumunkban. Nagy Erzsébet Budai Irgalmasrendi Kórház Központi Laboratórium
 A minőségirányítási rendszer auditálása laboratóriumunkban Nagy Erzsébet Budai Irgalmasrendi Kórház Központi Laboratórium Alkalmazott standardok MSZ EN ISO 9000:2001 (EN ISO 9000: 2000) Minőségirányítási
A minőségirányítási rendszer auditálása laboratóriumunkban Nagy Erzsébet Budai Irgalmasrendi Kórház Központi Laboratórium Alkalmazott standardok MSZ EN ISO 9000:2001 (EN ISO 9000: 2000) Minőségirányítási
Az ISO-szabványok 3.1 Az ISO minőségügyi szabványai 3.2 Az ISO 9000 szabványsorozat elemei
 3. Az ISO-szabványok 3.1 Az ISO minőségügyi szabványai A minőségügyi szabványokat az ISO egyik bizottsága, az ISO/TC 176 alkotta, ez a bizottság végzi, a továbbfejlesztés munkáját is. A szabványsorozat
3. Az ISO-szabványok 3.1 Az ISO minőségügyi szabványai A minőségügyi szabványokat az ISO egyik bizottsága, az ISO/TC 176 alkotta, ez a bizottság végzi, a továbbfejlesztés munkáját is. A szabványsorozat
Tartalom és mutatók 1/1
 Tartalom és mutatók 1/1 1/1 Tartalom 1 Tartalom és mutatók 1/1 Tartalom 1/2 Szerzôk 1/3 Ellenôrzô lap 2013. február 2 A vállalati stratégia, rendszer és folyamat minôségtudatos fejlesztése 2/1 Tartalom
Tartalom és mutatók 1/1 1/1 Tartalom 1 Tartalom és mutatók 1/1 Tartalom 1/2 Szerzôk 1/3 Ellenôrzô lap 2013. február 2 A vállalati stratégia, rendszer és folyamat minôségtudatos fejlesztése 2/1 Tartalom
2011. ÓE BGK Galla Jánosné,
 2011. 1 A mérési folyamatok irányítása Mérésirányítási rendszer (a mérés szabályozási rendszere) A mérési folyamat megvalósítása, metrológiai megerősítés (konfirmálás) Igazolás (verifikálás) 2 A mérési
2011. 1 A mérési folyamatok irányítása Mérésirányítási rendszer (a mérés szabályozási rendszere) A mérési folyamat megvalósítása, metrológiai megerősítés (konfirmálás) Igazolás (verifikálás) 2 A mérési
Képzés leírása. Képzés megnevezése: Integrált belső auditor (MSZ EN ISO 9001, MSZ EN ISO 14001, OHSAS 18001) Jelentkezés
 Jelentkezés") Képzés megnevezése: Integrált belső auditor (MSZ EN ISO 9001, MSZ EN ISO 14001, OHSAS 18001) Jelentkezés A résztvevő a képzés után - megfelelő képesítést szerez MSZ EN ISO 9001, MSZ EN ISO 14001, OHSAS
Képzés megnevezése: Integrált belső auditor (MSZ EN ISO 9001, MSZ EN ISO 14001, OHSAS 18001) Jelentkezés A résztvevő a képzés után - megfelelő képesítést szerez MSZ EN ISO 9001, MSZ EN ISO 14001, OHSAS
Tartalom. 2.3 A minőségmenedzsment és a minőségfilozófia fejlődése 3.1 MIR rendszer kiépítése
 Tartalom 2.3 A minőségmenedzsment és a minőségfilozófia fejlődése 3.1 MIR rendszer kiépítése 1 2.3. Minőségirányítási rendszerek Forrás: [10] 2 2.3. Minőségirányítási rendszerek ISO 14001:2004 Környezetközpontú
Tartalom 2.3 A minőségmenedzsment és a minőségfilozófia fejlődése 3.1 MIR rendszer kiépítése 1 2.3. Minőségirányítási rendszerek Forrás: [10] 2 2.3. Minőségirányítási rendszerek ISO 14001:2004 Környezetközpontú
ISO 9001 kockázat értékelés és integrált irányítási rendszerek
 BUSINESS ASSURANCE ISO 9001 kockázat értékelés és integrált irányítási rendszerek XXII. Nemzeti Minőségügyi Konferencia jzr SAFER, SMARTER, GREENER DNV GL A jövőre összpontosít A holnap sikeres vállalkozásai
BUSINESS ASSURANCE ISO 9001 kockázat értékelés és integrált irányítási rendszerek XXII. Nemzeti Minőségügyi Konferencia jzr SAFER, SMARTER, GREENER DNV GL A jövőre összpontosít A holnap sikeres vállalkozásai
Tapasztalatok és teendők a szabvány változások kapcsán
 Tapasztalatok és teendők a szabvány változások kapcsán Előadó: Turi Tibor, vezetési tanácsadó 1 Az előadás témái Új irányítási rendszerszabványok A legfontosabb változások áttekintése Teendők 2 Új irányítási
Tapasztalatok és teendők a szabvány változások kapcsán Előadó: Turi Tibor, vezetési tanácsadó 1 Az előadás témái Új irányítási rendszerszabványok A legfontosabb változások áttekintése Teendők 2 Új irányítási
AZ ISO 9001:2015 LEHETŐSÉGEI AZ IRÁNYÍTÁSI RENDSZEREK FEJLESZTÉSÉRE. XXII. Nemzeti Minőségügyi Konferencia 2015. Szeptember 17.
 AZ ISO 9001:2015 LEHETŐSÉGEI AZ IRÁNYÍTÁSI RENDSZEREK FEJLESZTÉSÉRE 2015. Szeptember 17. SGS BEMUTATÁSA Alapítás: 1878 Központ: Genf, Svájc Tevékenység: Ellenőrzés, vizsgálat és tanúsítás Szervezet: 80.000
AZ ISO 9001:2015 LEHETŐSÉGEI AZ IRÁNYÍTÁSI RENDSZEREK FEJLESZTÉSÉRE 2015. Szeptember 17. SGS BEMUTATÁSA Alapítás: 1878 Központ: Genf, Svájc Tevékenység: Ellenőrzés, vizsgálat és tanúsítás Szervezet: 80.000
IATF - International Automotive Task Force IATF 16949:2016 Hivatalos értelmezés
 :2016 Hivatalos értelmezés Az első kiadása 2016 októberben jelent meg, és 2017 január 1-től lépett érvénybe. Az IATF a következő hivatalos értelmezésről döntött (Sanctioned Interpretations - SI) és hagyta
:2016 Hivatalos értelmezés Az első kiadása 2016 októberben jelent meg, és 2017 január 1-től lépett érvénybe. Az IATF a következő hivatalos értelmezésről döntött (Sanctioned Interpretations - SI) és hagyta
A minőségügyi szabványrendszer fejlődése, az új szabványok
 14. A minőségügyi szabványrendszer fejlődése, az új szabványok 14.1 Az ISO 9000:2000 szabványok 1987. évi első megjelenésük után 1994-ben módosították a szabványokat. A 2000-ben megjelent harmadik kiadás
14. A minőségügyi szabványrendszer fejlődése, az új szabványok 14.1 Az ISO 9000:2000 szabványok 1987. évi első megjelenésük után 1994-ben módosították a szabványokat. A 2000-ben megjelent harmadik kiadás
A vezetőség felelősségi köre (ISO 9001 és pont)
") 16. A vezetőség felelősségi köre (ISO 9001 és 9004 5. pont) 16.1 A vezetőség elkötelezettsége (ISO 9001 és 9004 5.1. pont) A vezetőség felelősségi körére vonatkozó fejezet a két szabványban szinte azonos
16. A vezetőség felelősségi köre (ISO 9001 és 9004 5. pont) 16.1 A vezetőség elkötelezettsége (ISO 9001 és 9004 5.1. pont) A vezetőség felelősségi körére vonatkozó fejezet a két szabványban szinte azonos
Gyöngy István MS osztályvezető
 Gyöngy István MS osztályvezető www.emi-tuv.hu Hogyan készítsük el az új MIR dokumentációt, hogyan készüljünk fel a külső fél általi auditra?. 25 éve Magyarországon Tanúsítás / Hitelesítés: NAT akkreditáció
Gyöngy István MS osztályvezető www.emi-tuv.hu Hogyan készítsük el az új MIR dokumentációt, hogyan készüljünk fel a külső fél általi auditra?. 25 éve Magyarországon Tanúsítás / Hitelesítés: NAT akkreditáció
Minőségügyi Eljárásleírás Vezetőségi átvizsgálás
 Pécsi Tudományegyetem Általános Orvostudományi Kar Minőségügyi Eljárásleírás Vezetőségi átvizsgálás Dokumentum adatai Azonosító kód/fájlnév Verziószám Mellékletek száma ME03_ÁOK 1.0 3 Készítették Minőségügyi
Pécsi Tudományegyetem Általános Orvostudományi Kar Minőségügyi Eljárásleírás Vezetőségi átvizsgálás Dokumentum adatai Azonosító kód/fájlnév Verziószám Mellékletek száma ME03_ÁOK 1.0 3 Készítették Minőségügyi
MINŐSÉGMENEDZSMENT (marketing mesterszak) 2. előadás Minőségbiztosítási rendszerek és ISO 9000-es szabványrendszer
 2. előadás Minőségbiztosítási rendszerek és ISO 9000-es szabványrendszer") MINŐSÉGMENEDZSMENT (marketing mesterszak) 2. előadás Minőségbiztosítási rendszerek és ISO 9000-es szabványrendszer Amiről szó lesz ma Választ adok a következőkre: Hogyan fejlődtek a minőségbiztosítási
MINŐSÉGMENEDZSMENT (marketing mesterszak) 2. előadás Minőségbiztosítási rendszerek és ISO 9000-es szabványrendszer Amiről szó lesz ma Választ adok a következőkre: Hogyan fejlődtek a minőségbiztosítási
ISO 9001:2015 revízió - áttekintés
 ISO 9001:2015 revízió - áttekintés Tartalom n Ki az illetékes? n Milyen az ütemterv? n Hol tartunk most? n Hogyan fog ez folytatódni? n Mik képezik a kialakítás kereteit? n Mik képezik az alapvető képességeket?
ISO 9001:2015 revízió - áttekintés Tartalom n Ki az illetékes? n Milyen az ütemterv? n Hol tartunk most? n Hogyan fog ez folytatódni? n Mik képezik a kialakítás kereteit? n Mik képezik az alapvető képességeket?
Dr. Topár József 3. Eladás Marketing Külső szolgáltatás Alvállalkozók Fogyasztók. Engineering Termelés Anyagszabályozás Beszerzés Minőség
 A minőségterv (quality plan) olyan dokumentum, amely előírja, hogy milyen folyamatokat eljárásokat és vele kapcsolódó erőforrásokat ki és mikor fogja alkalmazni, hogy egy konkrét projekt, termék, folyamat
A minőségterv (quality plan) olyan dokumentum, amely előírja, hogy milyen folyamatokat eljárásokat és vele kapcsolódó erőforrásokat ki és mikor fogja alkalmazni, hogy egy konkrét projekt, termék, folyamat
A Pécsi Tudományegyetem. minőségbiztosítási. szabályzata
 A Pécsi Tudományegyetem minőségbiztosítási szabályzata Pécs 2011. 2011. november 10. 1 A Pécsi Tudományegyetem (továbbiakban: Egyetem) Szenátusa a felsőoktatásról szóló 2005. évi CXXXIX. törvény 21. (2)
A Pécsi Tudományegyetem minőségbiztosítási szabályzata Pécs 2011. 2011. november 10. 1 A Pécsi Tudományegyetem (továbbiakban: Egyetem) Szenátusa a felsőoktatásról szóló 2005. évi CXXXIX. törvény 21. (2)
Egy lehetséges tartalomjegyzék TÜV 100
 A TÜV 100 egy olyan fogalomgyûjtemény, amely a minõséget oktató felsõoktatási intézmények számára a TÜV Rheinland Akadémia által meghirdetett "Minõségügyi rendszerreferens" és "Minõségügyi rendszerfejlesztõ"
A TÜV 100 egy olyan fogalomgyûjtemény, amely a minõséget oktató felsõoktatási intézmények számára a TÜV Rheinland Akadémia által meghirdetett "Minõségügyi rendszerreferens" és "Minõségügyi rendszerfejlesztõ"
ÉMI-TÜV SÜD Kft. Hogyan készítsük el az új MIR dokumentációt, hogyan készüljünk fel a külső fél általi auditra? Gyöngy István
 ÉMI-TÜV SÜD Kft. Hogyan készítsük el az új MIR dokumentációt, hogyan készüljünk fel a külső fél általi auditra? Gyöngy István ÉMI-TÜV ÉMI-TÜV SÜD SÜD 2016.06.02.-03. ISO Fórum ISOFÓRUM Tavasz ÉMI-TÜV SÜD
ÉMI-TÜV SÜD Kft. Hogyan készítsük el az új MIR dokumentációt, hogyan készüljünk fel a külső fél általi auditra? Gyöngy István ÉMI-TÜV ÉMI-TÜV SÜD SÜD 2016.06.02.-03. ISO Fórum ISOFÓRUM Tavasz ÉMI-TÜV SÜD
Integrált irányítási rendszerek tanúsítási tapasztalatai
 XXII. Magyar Minőség Hét Integrált irányítási rendszerek tanúsítási tapasztalatai Budapest, 2013. november 5. Kéki Zsuzsanna Az MSZT tanúsítási szolgáltatásai Minőségirányítási rendszerek tanúsítása MSZ
XXII. Magyar Minőség Hét Integrált irányítási rendszerek tanúsítási tapasztalatai Budapest, 2013. november 5. Kéki Zsuzsanna Az MSZT tanúsítási szolgáltatásai Minőségirányítási rendszerek tanúsítása MSZ
Minőségirányítás A minőségügy alapjai
 Minőségirányítás A minőségügy alapjai Előadó:Földessyné Nagy Márta okleveles építőmérnök 2013. Minőségirányítás / Minőségmenedszment Az előadások célja a minőségirányítási ismeretek átadása, és segíteni
Minőségirányítás A minőségügy alapjai Előadó:Földessyné Nagy Márta okleveles építőmérnök 2013. Minőségirányítás / Minőségmenedszment Az előadások célja a minőségirányítási ismeretek átadása, és segíteni
SZERETETTEL ÜDVÖZÖLJÜK AZ ISOFÓRUM TAVASZ KONFERENCIA RÉSZTVEVŐIT!
 ISO EGYESÜLET SZERETETTEL ÜDVÖZÖLJÜK AZ ISO TAVASZ KONFERENCIA RÉSZTVEVŐIT! ISO Elnökség ISO Tavasz * 2018. ápr. 20. 1 ÉRTÉKRENDÜNK Közhasznú tevékenységet végző civil egyesület Jogszerűen és a tagság
ISO EGYESÜLET SZERETETTEL ÜDVÖZÖLJÜK AZ ISO TAVASZ KONFERENCIA RÉSZTVEVŐIT! ISO Elnökség ISO Tavasz * 2018. ápr. 20. 1 ÉRTÉKRENDÜNK Közhasznú tevékenységet végző civil egyesület Jogszerűen és a tagság
Képzés leírása. Képzés megnevezése: IRIS szabványismertető Jelentkezés
 Képzés megnevezése: IRIS szabványismertető Jelentkezés Mi a képzés célja és mik az előnyei? A képzés célja az IRIS szabvány vasúti járműipari kiegészítő követelményeinek megismertetése a résztvevőkkel.
Képzés megnevezése: IRIS szabványismertető Jelentkezés Mi a képzés célja és mik az előnyei? A képzés célja az IRIS szabvány vasúti járműipari kiegészítő követelményeinek megismertetése a résztvevőkkel.
Pályázattal támogatott Egészségesen karcsú Lean menedzsment rendszerek
 VII. Országos Tanácsadói Konferencia Innováció növekedés - fenntarthatóság Pályázattal támogatott Egészségesen karcsú Lean menedzsment rendszerek Toldi Sándor ügyvezető igazgató, Pannon-Quality Menedzsment
VII. Országos Tanácsadói Konferencia Innováció növekedés - fenntarthatóság Pályázattal támogatott Egészségesen karcsú Lean menedzsment rendszerek Toldi Sándor ügyvezető igazgató, Pannon-Quality Menedzsment
ISO Minőségirányítási rendszerek. Útmutató a működés fejlesztéséhez
 Minőségirányítási rendszerek. Útmutató a működés fejlesztéséhez 2 a folyamatszemléletű megközelítés alkalmazását segíti elő az érdekelt felek megelégedettségének növelése céljából kiemeli a következő szempontok
Minőségirányítási rendszerek. Útmutató a működés fejlesztéséhez 2 a folyamatszemléletű megközelítés alkalmazását segíti elő az érdekelt felek megelégedettségének növelése céljából kiemeli a következő szempontok
 Amit a minőségről tudni kell Certified Process Quality Manager course 1 Az előadás tematikája: ISO 9001 minőségirányítási rendszer közérthetően Minőségirányítási rendszertanúsítások egy tapasztalt auditor
Amit a minőségről tudni kell Certified Process Quality Manager course 1 Az előadás tematikája: ISO 9001 minőségirányítási rendszer közérthetően Minőségirányítási rendszertanúsítások egy tapasztalt auditor
XXXIII. Magyar Minőség Hét 2014 Átállás az ISO/IEC 27001 új verziójára 2014. november 4.
 2014 Átállás az ISO/IEC 27001 új verziójára 2014. november 4. Móricz Pál ügyvezető igazgató Szenzor Gazdaságmérnöki Kft. változások célja Előadás tartalma megváltozott fogalmak, filozófia mit jelentenek
2014 Átállás az ISO/IEC 27001 új verziójára 2014. november 4. Móricz Pál ügyvezető igazgató Szenzor Gazdaságmérnöki Kft. változások célja Előadás tartalma megváltozott fogalmak, filozófia mit jelentenek
Pécsi Tudományegyetem Klinikai Központ ELJÁRÁS
 Pécsi Tudományegyetem Klinikai Központ Készítette: Dr. Traiber-Harth Ibolya minőségirányítási igazgató 2014.04.30. Felülvizsgálta, aktualizálta:... Hegedüs Zsuzsanna mb. operatív vezető 2016.02.21. Jóváhagyta:...
Pécsi Tudományegyetem Klinikai Központ Készítette: Dr. Traiber-Harth Ibolya minőségirányítási igazgató 2014.04.30. Felülvizsgálta, aktualizálta:... Hegedüs Zsuzsanna mb. operatív vezető 2016.02.21. Jóváhagyta:...
Üzemi gyártásellenőrzés a kavics- és kőbányákban Kő- és kavicsbányász nap Budapest 2008
 gyártásellenőrzés a kavics- és kőbányákban Kő- és kavicsbányász nap Budapest 2008 A bányászat során előállított építési termékekre vonatkozó előírások 3/2003. (I. 25.) BM-GKM-KvVM együttes rendelet az
gyártásellenőrzés a kavics- és kőbányákban Kő- és kavicsbányász nap Budapest 2008 A bányászat során előállított építési termékekre vonatkozó előírások 3/2003. (I. 25.) BM-GKM-KvVM együttes rendelet az
Változások folyamata
 ISO 9001:2008 Változások az új szabványban Változások folyamata A változtatások nem csak a rendszer dokumentumait előállítókra vonatkozik, hanem: az ellenőrzéseket végzőkre, a belső auditot végzőkre, és
ISO 9001:2008 Változások az új szabványban Változások folyamata A változtatások nem csak a rendszer dokumentumait előállítókra vonatkozik, hanem: az ellenőrzéseket végzőkre, a belső auditot végzőkre, és
Az akkreditáció és a klinikai audit kapcsolata a tanúsítható minőségirányítási rendszerekkel
 TÁMOP-6.2.5.A-12/1-2012-0001 Egységes külső felülvizsgálati rendszer kialakítása a járó- és fekvőbeteg szakellátásban, valamint a gyógyszertári ellátásban Az akkreditáció és a klinikai audit kapcsolata
TÁMOP-6.2.5.A-12/1-2012-0001 Egységes külső felülvizsgálati rendszer kialakítása a járó- és fekvőbeteg szakellátásban, valamint a gyógyszertári ellátásban Az akkreditáció és a klinikai audit kapcsolata
DOMBÓVÁR VÁROS POLGÁRMESTERI HIVATALA
 DOMBÓVÁR VÁROS POLGÁRMESTERI HIVATALA ME-04 BELSŐ AUDIT Átdolgozta és aktualizálta:... Tigerné Schuller Piroska minőségirányítási vezető Jóváhagyta és a bevezetést elrendelte:... Dr. Gábor Ferenc Jegyző
DOMBÓVÁR VÁROS POLGÁRMESTERI HIVATALA ME-04 BELSŐ AUDIT Átdolgozta és aktualizálta:... Tigerné Schuller Piroska minőségirányítási vezető Jóváhagyta és a bevezetést elrendelte:... Dr. Gábor Ferenc Jegyző
GYAKORLATI TAPASZTALATOK AZ ISO EIR SZABVÁNY TANÚSÍTÁSOKRÓL BUZNA LEVENTE AUDITOR
 GYAKORLATI TAPASZTALATOK AZ ISO 50001 EIR SZABVÁNY TANÚSÍTÁSOKRÓL BUZNA LEVENTE AUDITOR AZ SGS BEMUTATÁSA Alapítás: 1878 Központ: Genf, Svájc Tevékenység: ellenőrzés, tanúsítás és vizsgálat Szervezet:
GYAKORLATI TAPASZTALATOK AZ ISO 50001 EIR SZABVÁNY TANÚSÍTÁSOKRÓL BUZNA LEVENTE AUDITOR AZ SGS BEMUTATÁSA Alapítás: 1878 Központ: Genf, Svájc Tevékenység: ellenőrzés, tanúsítás és vizsgálat Szervezet:
Aktualitások a minőségirányításban
 BUSINESS ASSURANCE Aktualitások a minőségirányításban Auditok változásai ZRUPKÓ János 1 SAFER, SMARTER, GREENER Új távlatok Biztosítani, hogy a minőségirányítás többet jelentsen egy tanúsításnál és amely
BUSINESS ASSURANCE Aktualitások a minőségirányításban Auditok változásai ZRUPKÓ János 1 SAFER, SMARTER, GREENER Új távlatok Biztosítani, hogy a minőségirányítás többet jelentsen egy tanúsításnál és amely
A HATÉKONY VÁLLALATI MŰKÖDÉS VEZETŐI ESZKÖZTÁRA
 A HATÉKONY VÁLLALATI MŰKÖDÉS VEZETŐI ESZKÖZTÁRA XXV. Nemzeti Minőségügyi Konferencia 2018. szeptember 13-14. Tóth Valéria Minőségmenedzsment osztályvezető Magyar Posta Zrt. MINŐSÉG - VERSENYKÉPESSÉG -
A HATÉKONY VÁLLALATI MŰKÖDÉS VEZETŐI ESZKÖZTÁRA XXV. Nemzeti Minőségügyi Konferencia 2018. szeptember 13-14. Tóth Valéria Minőségmenedzsment osztályvezető Magyar Posta Zrt. MINŐSÉG - VERSENYKÉPESSÉG -
ISO 9001:2015 ÉS ISO 14001:2015 FELKÉSZÜLT A VÁLTOZÁSOKRA? Move Forward with Confidence
 ISO 9001:2015 ÉS ISO 14001:2015 FELKÉSZÜLT A VÁLTOZÁSOKRA? Move Forward with Confidence MI AZ, AMI ÚJ AZ ISO 9001:2015-BEN ÉS AZ ISO 14001:2015-BEN? ÜZLETORIENTÁLTABB KULCSSZAVAK VEZETŐI KÉPESSÉG ÉS ELKÖTELEZETTSÉG
ISO 9001:2015 ÉS ISO 14001:2015 FELKÉSZÜLT A VÁLTOZÁSOKRA? Move Forward with Confidence MI AZ, AMI ÚJ AZ ISO 9001:2015-BEN ÉS AZ ISO 14001:2015-BEN? ÜZLETORIENTÁLTABB KULCSSZAVAK VEZETŐI KÉPESSÉG ÉS ELKÖTELEZETTSÉG
Minőségügyi Menedzser az Egészségügyben témájú szakmai tanfolyam (EOQ QMHC tanfolyam)
") Minőségügyi Menedzser az Egészségügyben témájú szakmai tanfolyam (EOQ QMHC tanfolyam) Tanfolyam célja A tanfolyam célja a résztvevők számára olyan általános és egészségspecifikus minőségmenedzsmenti ismeretek
Minőségügyi Menedzser az Egészségügyben témájú szakmai tanfolyam (EOQ QMHC tanfolyam) Tanfolyam célja A tanfolyam célja a résztvevők számára olyan általános és egészségspecifikus minőségmenedzsmenti ismeretek
Bevezető gondolatok az ISO 9001:2015 és az ISO 14001:2015 szabványok jelentőségéről
 Bevezető gondolatok az ISO 9001:2015 és az ISO 14001:2015 szabványok jelentőségéről Sződi Sándor minőség szakértő IFKA Iparfejlesztési Közhasznú Nonprofit Kft. Kérdések várakozások Mit várhatunk az új
Bevezető gondolatok az ISO 9001:2015 és az ISO 14001:2015 szabványok jelentőségéről Sződi Sándor minőség szakértő IFKA Iparfejlesztési Közhasznú Nonprofit Kft. Kérdések várakozások Mit várhatunk az új
ISO 14001:2004. Környezetközpontú irányítási rendszer (KIR) és EMAS. A Földet nem apáinktól örököltük, hanem unokáinktól kaptuk kölcsön.
 és EMAS. A Földet nem apáinktól örököltük, hanem unokáinktól kaptuk kölcsön.") ISO 14001:2004 Környezetközpontú irányítási rendszer (KIR) és EMAS A Földet nem apáinktól örököltük, hanem unokáinktól kaptuk kölcsön. 1 A környezetvédelem szükségessége Használat Termelés Hulladék Kivonás
ISO 14001:2004 Környezetközpontú irányítási rendszer (KIR) és EMAS A Földet nem apáinktól örököltük, hanem unokáinktól kaptuk kölcsön. 1 A környezetvédelem szükségessége Használat Termelés Hulladék Kivonás
Projektszám: HU16121/14 oldalszám: 1/7. Szabados Éva. MSZ EN ISO 9001:2009 Minőségirányítási rendszer
 Projektszám: HU16121/14 oldalszám: 1/7 Megbízó szervezet neve: D-PACK Gyártó, Szolgáltató és Kereskedelmi Kft. Székhelye: 2371 Dabas-Sári, Szent János u. 1. Megbízó szervezet vezetőségének képviselője:
Projektszám: HU16121/14 oldalszám: 1/7 Megbízó szervezet neve: D-PACK Gyártó, Szolgáltató és Kereskedelmi Kft. Székhelye: 2371 Dabas-Sári, Szent János u. 1. Megbízó szervezet vezetőségének képviselője:
Menedzsment és vállalkozásgazdaságtan
 Menedzsment és vállalkozásgazdaságtan Minőségmenedzsment Bedzsula Bálint BME MVT bedzsula@mvt.bme.hu 2013.04.03. Bedzsula Bálint 1 Témakörök 4 előadás Minőség fogalma, minőségrendszerek fejlődése Szektor
Menedzsment és vállalkozásgazdaságtan Minőségmenedzsment Bedzsula Bálint BME MVT bedzsula@mvt.bme.hu 2013.04.03. Bedzsula Bálint 1 Témakörök 4 előadás Minőség fogalma, minőségrendszerek fejlődése Szektor
Minőségirányítási Kézikönyv
 FVM MGI Oldal: 1/7 4. MINŐSÉGIRÁNYÍTÁSI RENDSZER 4.1. Általános követelmények Olyan minőségirányítási rendszert hoztunk létre, dokumentáltunk és tartunk fenn, amely megfelelő eszköz arra, hogy tevékenységünk
FVM MGI Oldal: 1/7 4. MINŐSÉGIRÁNYÍTÁSI RENDSZER 4.1. Általános követelmények Olyan minőségirányítási rendszert hoztunk létre, dokumentáltunk és tartunk fenn, amely megfelelő eszköz arra, hogy tevékenységünk
MSZ EN ISO 50001:2012 (Energiairányítási rendszer) Energiahatékonysági törvény
 Energiahatékonysági törvény") BERTING Vezetési Tanácsadó Iroda Veszprém Megyei Kereskedelmi és Iparkamara Minőség Klub MSZ EN ISO 50001:2012 (Energiairányítási rendszer) Energiahatékonysági törvény Előadó: Csonka László, Ügyvezető
BERTING Vezetési Tanácsadó Iroda Veszprém Megyei Kereskedelmi és Iparkamara Minőség Klub MSZ EN ISO 50001:2012 (Energiairányítási rendszer) Energiahatékonysági törvény Előadó: Csonka László, Ügyvezető
Funkcionális menedzsment Általános (naturális) filozófiai értelmezés
 filozófiai értelmezés") MINİSÉGMENEDZSMENT Funkcionális menedzsment 2. A minıség filozófiai értelmezése 1. Általános (naturális) filozófiai értelmezés A minıség egy adott dolog azon tulajdonságainak összessége, amelyek azzá teszik
MINİSÉGMENEDZSMENT Funkcionális menedzsment 2. A minıség filozófiai értelmezése 1. Általános (naturális) filozófiai értelmezés A minıség egy adott dolog azon tulajdonságainak összessége, amelyek azzá teszik
EOQ MNB QMHC eü. specifikus tanfolyam ( 4x2 nap) (2016.október-november) EOQ QMHC tanfolyam
 (2016.október-november) EOQ QMHC tanfolyam") EOQ QMHC tanfolyam Minőségi vezetők az alapismereteket egyetemi / felsőfokú végzettség során szerzik meg és emellett legalább négy éves teljes munkaidős munkahelyi tapasztalata szükséges, melyből legalább
EOQ QMHC tanfolyam Minőségi vezetők az alapismereteket egyetemi / felsőfokú végzettség során szerzik meg és emellett legalább négy éves teljes munkaidős munkahelyi tapasztalata szükséges, melyből legalább
ISO HOGYAN ÉPÜL FEL A MIR RENDELÉSRE KÉSZÜLT ESZKÖZÖK GYÁRTÓI ESETÉN? előadó Juhász Attila SAASCO Kft.
 ISO 13485 HOGYAN ÉPÜL FEL A MIR RENDELÉSRE KÉSZÜLT ESZKÖZÖK GYÁRTÓI ESETÉN? előadó Juhász Attila SAASCO Kft. TARTALOMJEGYZÉK 1. BEVEZETÉS Miről és kinek szól az előadás? 3. AZ ÚTITERV Bevezetési stratégia
ISO 13485 HOGYAN ÉPÜL FEL A MIR RENDELÉSRE KÉSZÜLT ESZKÖZÖK GYÁRTÓI ESETÉN? előadó Juhász Attila SAASCO Kft. TARTALOMJEGYZÉK 1. BEVEZETÉS Miről és kinek szól az előadás? 3. AZ ÚTITERV Bevezetési stratégia
TANÚSÍTÁSI ELJÁRÁSOK
 I. Gyártásellenőrzés TANÚSÍTÁSI ELJÁRÁSOK I. Gyártásellenőrzés a 99/5/EC (R&TTE) Directive, Annex III alapján (5/2004. (IV.13.) IHM rendelet 3.számú melléklete) II. Műszaki konstrukciós dokumentáció a
I. Gyártásellenőrzés TANÚSÍTÁSI ELJÁRÁSOK I. Gyártásellenőrzés a 99/5/EC (R&TTE) Directive, Annex III alapján (5/2004. (IV.13.) IHM rendelet 3.számú melléklete) II. Műszaki konstrukciós dokumentáció a
A fenntartható sikeresség irányítását szolgáló szervezeti önértékelési szoftver alkalmazása Katonai Zsolt (Q-Master Trust Tanácsadó Kft)
") A fenntartható sikeresség irányítását szolgáló szervezeti önértékelési szoftver alkalmazása Katonai Zsolt (Q-Master Trust Tanácsadó Kft) A MSZ EN ISO 9004: 2010 szabvány a tartós siker megvalósítását támogatja
A fenntartható sikeresség irányítását szolgáló szervezeti önértékelési szoftver alkalmazása Katonai Zsolt (Q-Master Trust Tanácsadó Kft) A MSZ EN ISO 9004: 2010 szabvány a tartós siker megvalósítását támogatja
IPC Validation Services
 IPC Validation Services Út a győzelemhez a piaci versenyben Microsolder Kft. NYERTESEK: ELEKTRONIKAI GYÁRTÁSSZOLGÁLTATÓK (EMS) ÉS BESZÁLLÍTÓK Mit nyújt az IPC Validation Services az EMS vállalatoknak és
IPC Validation Services Út a győzelemhez a piaci versenyben Microsolder Kft. NYERTESEK: ELEKTRONIKAI GYÁRTÁSSZOLGÁLTATÓK (EMS) ÉS BESZÁLLÍTÓK Mit nyújt az IPC Validation Services az EMS vállalatoknak és
AZ ISO 50001 ÉS AZ ENERGIAHATÉKONYSÁGI DIREKTÍVA KAPCSOLATA
 AZ ISO 50001 ÉS AZ ENERGIAHATÉKONYSÁGI DIREKTÍVA KAPCSOLATA BÁRCZI ISTVÁN A FENNTARTHATÓSÁGI DIVÍZIÓ VEZETŐJE XXII. MAGYAR MINŐSÉG HÉT 2013.11.05-06. Világszerte Magyarországon AZ SGS Genfi központ 140
AZ ISO 50001 ÉS AZ ENERGIAHATÉKONYSÁGI DIREKTÍVA KAPCSOLATA BÁRCZI ISTVÁN A FENNTARTHATÓSÁGI DIVÍZIÓ VEZETŐJE XXII. MAGYAR MINŐSÉG HÉT 2013.11.05-06. Világszerte Magyarországon AZ SGS Genfi központ 140
Állami minőségbiztosítás a védelmi beszerzésekben
 Ellenőrzött beszállítás = Jó minőségű termék! Textilruházati Beszerzési és Gyártói Szakmai Fórum Állami minőségbiztosítás a védelmi beszerzésekben Gyöngyösi Ferenc mk. alezredes HM FHH Haditechnikai Intézet
Ellenőrzött beszállítás = Jó minőségű termék! Textilruházati Beszerzési és Gyártói Szakmai Fórum Állami minőségbiztosítás a védelmi beszerzésekben Gyöngyösi Ferenc mk. alezredes HM FHH Haditechnikai Intézet
A minőségügyi munka múltja, jelene, jövője a MOHE CÉGCSOPORT tagjai között
 A minőségügyi munka múltja, jelene, jövője a MOHE CÉGCSOPORT tagjai között XVII. Otthoni Szakápolási Kongresszus Ráckeve 2015. Október 08-09. Készítette: Bodrogi Sándorné minőségfejlesztési vezető 1 Újraélesztés
A minőségügyi munka múltja, jelene, jövője a MOHE CÉGCSOPORT tagjai között XVII. Otthoni Szakápolási Kongresszus Ráckeve 2015. Október 08-09. Készítette: Bodrogi Sándorné minőségfejlesztési vezető 1 Újraélesztés
5. Témakör TARTALOMJEGYZÉK
 5. Témakör A méretpontosság technológiai biztosítása az építőiparban. Geodéziai terv. Minőségirányítási terv A témakör tanulmányozásához a Paksi Atomerőmű tervezési feladataiból adunk példákat. TARTALOMJEGYZÉK
5. Témakör A méretpontosság technológiai biztosítása az építőiparban. Geodéziai terv. Minőségirányítási terv A témakör tanulmányozásához a Paksi Atomerőmű tervezési feladataiból adunk példákat. TARTALOMJEGYZÉK
Tracon Budapest Kft ISO 9001 szerinti minőségbiztosítási rendszere
 Tracon Budapest Kft ISO 9001 szerinti minőségbiztosítási rendszere Vitvera László 2013.március Tracon Electric 1 Tanúsító cég, audit Folyamatosan bizonyítani kell, hogy a cég jól működik Tanúsító audit
Tracon Budapest Kft ISO 9001 szerinti minőségbiztosítási rendszere Vitvera László 2013.március Tracon Electric 1 Tanúsító cég, audit Folyamatosan bizonyítani kell, hogy a cég jól működik Tanúsító audit
2 CE minõsítés megléte (amennyiben ezt harmonizált EU direktíva megköveteli)
") Elõre gyártott építészeti hõ(hang)szigetelõ anyagok I. Termékjellemzõk Vonatkozó jogszabályok: 3/2003 (I. 25.) BM-GKM-KvVM együttes rendelet A mûszaki specifikáció: MSZ EN ÉME Egyéb A megfelelõség-igazolás
Elõre gyártott építészeti hõ(hang)szigetelõ anyagok I. Termékjellemzõk Vonatkozó jogszabályok: 3/2003 (I. 25.) BM-GKM-KvVM együttes rendelet A mûszaki specifikáció: MSZ EN ÉME Egyéb A megfelelõség-igazolás
Környezeti elemek védelme II. Talajvédelem
 Globális környezeti problémák és fenntartható fejlődés modul Gazdálkodási modul Gazdaságtudományi ismeretek I. Közgazdasá Környezeti elemek védelme II. Talajvédelem KÖRNYEZETGAZDÁLKODÁSI MÉRNÖKI MSc TERMÉSZETVÉDELMI
Globális környezeti problémák és fenntartható fejlődés modul Gazdálkodási modul Gazdaságtudományi ismeretek I. Közgazdasá Környezeti elemek védelme II. Talajvédelem KÖRNYEZETGAZDÁLKODÁSI MÉRNÖKI MSc TERMÉSZETVÉDELMI
Az ISO 9001 és az ISO 14001 irányítási rendszerszabványok revíziója Állapot: 2015. január
 Az ISO 9001 és az ISO 14001 irányítási rendszerszabványok revíziója Állapot: 2015. január SL MELLÉKLET SL MELLÉKLET Az ISO útmutatásai valamennyi ISO irányítási rendszerszabványra vonatkozóan előírják
Az ISO 9001 és az ISO 14001 irányítási rendszerszabványok revíziója Állapot: 2015. január SL MELLÉKLET SL MELLÉKLET Az ISO útmutatásai valamennyi ISO irányítási rendszerszabványra vonatkozóan előírják
Képzés leírása. Képzés megnevezése: Orvostechnikai eszköz belső auditor (MSZ EN ISO 13485) Mi a képzés célja és mik az előnyei?
 Mi a képzés célja és mik az előnyei?") Képzés megnevezése: Orvostechnikai eszköz belső auditor (MSZ EN ISO 13485) Jelentkezés Mi a képzés célja és mik az előnyei? A résztvevő a képzés után - megfelelő képesítést szerez az MSZ EN ISO 13485 szabvány
Képzés megnevezése: Orvostechnikai eszköz belső auditor (MSZ EN ISO 13485) Jelentkezés Mi a képzés célja és mik az előnyei? A résztvevő a képzés után - megfelelő képesítést szerez az MSZ EN ISO 13485 szabvány
Új, egységes minőségi keretrendszer bevezetése a magyar hivatalos statisztikában
 Új, egységes minőségi keretrendszer bevezetése a magyar hivatalos statisztikában Előadó: Dr. Kárpáti József Magyar Regionális Tudományi Társaság Vándorgyűlése 2017. 10. 20. e-mail: jozsef.karpati@ksh.hu
Új, egységes minőségi keretrendszer bevezetése a magyar hivatalos statisztikában Előadó: Dr. Kárpáti József Magyar Regionális Tudományi Társaság Vándorgyűlése 2017. 10. 20. e-mail: jozsef.karpati@ksh.hu
Elektromechanikai műszerész Elektromechanikai műszerész
 A /07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A /07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Állami minőségbiztosítás a védelmi beszerzésekben
 XI. HONVÉDELMI MINŐSÉGTALÁLKOZÓ A HADIK TERV A MINŐSÉG FÓKUSZÁBAN Állami minőségbiztosítás a védelmi beszerzésekben Gyöngyösi Ferenc mk. alezredes HM FHH Haditechnikai Intézet Minőségirányítási, Kodifikációs
XI. HONVÉDELMI MINŐSÉGTALÁLKOZÓ A HADIK TERV A MINŐSÉG FÓKUSZÁBAN Állami minőségbiztosítás a védelmi beszerzésekben Gyöngyösi Ferenc mk. alezredes HM FHH Haditechnikai Intézet Minőségirányítási, Kodifikációs
A folyamatszemlélet és PDCA elvek érvényesülése az új ISO 9001:2015 rendszerben. Bujtás Gyula. Elvárások és javaslatok a külső tanúsító szemszögéből
 A folyamatszemlélet és PDCA elvek érvényesülése az új ISO 9001:2015 rendszerben Elvárások és javaslatok a külső tanúsító szemszögéből Bujtás Gyula Budaörs, BEMUTATKOZÁS EMT Zrt./ NQA Hungary Alapítva:
A folyamatszemlélet és PDCA elvek érvényesülése az új ISO 9001:2015 rendszerben Elvárások és javaslatok a külső tanúsító szemszögéből Bujtás Gyula Budaörs, BEMUTATKOZÁS EMT Zrt./ NQA Hungary Alapítva:
Minőségirányítási rendszerek Budapest Főváros Kormányhivatala Metrológiai és Műszaki Felügyeleti Főosztályán
 Minőségirányítási rendszerek Budapest Főváros Kormányhivatala Metrológiai és Műszaki Felügyeleti Főosztályán Nagy Ádám Minőségügyi vezető A Kormány a Magyary program keretében támogatja a közszférában
Minőségirányítási rendszerek Budapest Főváros Kormányhivatala Metrológiai és Műszaki Felügyeleti Főosztályán Nagy Ádám Minőségügyi vezető A Kormány a Magyary program keretében támogatja a közszférában
A minőségirányítási rendszer dokumentumai előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó, Fizika és Gépgyártástechnológia Intézeti Tanszék Minőségirányítás alapjai A minőségirányítási rendszer dokumentumai előadó: Dr Szigeti Ferenc főiskolai tanár A minőségirányítási rendszer
Műszaki Alapozó, Fizika és Gépgyártástechnológia Intézeti Tanszék Minőségirányítás alapjai A minőségirányítási rendszer dokumentumai előadó: Dr Szigeti Ferenc főiskolai tanár A minőségirányítási rendszer
NYF-MMFK Műszaki Alapozó és Gépgyártástechnológiai Tanszék mezőgazdasági gépészmérnöki szak III. évfolyam
 ALKALMAZOTT SZÁMÍTÁSTECHNIKA MG2613 Meghirdetés féléve: 6. 6. 11 1 1 11 11 Összesen: 11 11 Előfeltétel (tantárgyi kód): Tantárgyfelelős beosztása: MG1108; MG1207 Dr. Végső Károly főiskolai docens A tantárgy
ALKALMAZOTT SZÁMÍTÁSTECHNIKA MG2613 Meghirdetés féléve: 6. 6. 11 1 1 11 11 Összesen: 11 11 Előfeltétel (tantárgyi kód): Tantárgyfelelős beosztása: MG1108; MG1207 Dr. Végső Károly főiskolai docens A tantárgy
A szabványos minőségi rendszer elemei. Általános részek, tervezés
 9. A szabványos minőségi rendszer elemei. Általános részek, tervezés 9.1 Az ISO 9001 szabvány előírásainak csoportosítása A szabvány 0., 1., 2., és 3. pontja bevezetésként szolgál és megadja a legfontosabb
9. A szabványos minőségi rendszer elemei. Általános részek, tervezés 9.1 Az ISO 9001 szabvány előírásainak csoportosítása A szabvány 0., 1., 2., és 3. pontja bevezetésként szolgál és megadja a legfontosabb
A minőségköltség - a minőség szerepe a marketingben és a vállalati stratégiában. Ászity Sándor EJJT
 A minőségköltség - a minőség szerepe a marketingben és a vállalati stratégiában Ászity Sándor EJJT 1 Tömegtermelés Lean termelés Lean termelés 2 2018.11.24. Minőségköltség Mi a minőség? 3 2018.11.24. A
A minőségköltség - a minőség szerepe a marketingben és a vállalati stratégiában Ászity Sándor EJJT 1 Tömegtermelés Lean termelés Lean termelés 2 2018.11.24. Minőségköltség Mi a minőség? 3 2018.11.24. A
Megfelelőség szabályozás
 Megfelelőség szabályozás Anyagmérnök mesterképzés (MsC) Tantárgyi kommunikációs dosszié MISKOLCI EGYETEM Műszaki Anyagtudományi Kar Energia- és Minőségügyi Intézet Minőségügyi Intézeti Kihelyezett Tanszék
Megfelelőség szabályozás Anyagmérnök mesterképzés (MsC) Tantárgyi kommunikációs dosszié MISKOLCI EGYETEM Műszaki Anyagtudományi Kar Energia- és Minőségügyi Intézet Minőségügyi Intézeti Kihelyezett Tanszék
a filozófia, amely a működést rendszerbe foglalja, a módszer, amely a vezetőség aktív stratégiaalkotását és napi irányítását feltételezi a hatáskör,
 a filozófia, amely a működést rendszerbe foglalja, a módszer, amely a vezetőség aktív stratégiaalkotását és napi irányítását feltételezi a hatáskör, amely kiterjed valamennyi munkatársra, a gazdasági szerep,
a filozófia, amely a működést rendszerbe foglalja, a módszer, amely a vezetőség aktív stratégiaalkotását és napi irányítását feltételezi a hatáskör, amely kiterjed valamennyi munkatársra, a gazdasági szerep,
A szabványos minőségi rendszer elemei. Termelési folyamatok
 10. A szabványos minőségi rendszer elemei. Termelési folyamatok 10.1 Beszerzés (ISO 9001, 4.6.) A termelési folyamatok közül a szabvány elsőként a beszerzést szabályozza. Az előírások a beszállító értékelésével,
10. A szabványos minőségi rendszer elemei. Termelési folyamatok 10.1 Beszerzés (ISO 9001, 4.6.) A termelési folyamatok közül a szabvány elsőként a beszerzést szabályozza. Az előírások a beszállító értékelésével,