Forgácsolás szerszámai. 1. Laborgyakorlat
|
|
|
- Balázs Veres
- 8 évvel ezelőtt
- Látták:
Átírás
1 Forgácsolás szerszámai 1. Laborgyakorlat

2 Felhasznált irodalom Dr Kodácsy János: Forgácsolás szerszámai E- tananyag, Kecskemét Kistler erő- és nyomatékmérő kezelési kézikönyv Dr. Igaz Jenő: Forgácsoló megmunkálás, KTMF Győr

3 Forgácsolóerő meghatározása Közvetlen erőméréssel Teljesítménymérésből való erőmeghatározással Számítással Táblázattal Technológiai szoftverrel

4 Közvetlen erőméréssel Az eredő erő 1, 2, vagy 3 mozgásirányú összetevőjét mérjük Az eredő forgácsolóerő meghatározása ritkán szükséges ha mégis kell, számítjuk a mért adatokból Az erőmérők a forgácsolóerő pillanatnyi nagyságát, vagy a maximális értékét mérik

5 Közvetlen erőmérők Többféle elv szerint készülnek: Rugós Hidraulikus Villamos Maradó alakváltozáson alapuló

6 Rugó alakváltozásán alapuló erőmérő Közvetlen erőmérő 1 irányú komponens mérését teszi lehetővé Közvetlenül a forgácsolóerőre kalibrálható Egyszerű, de viszonylag pontatlan

7 Hidraulikus elvű erőmérő 3 komponensű A forg. Erőt az 1 késen keresztül a 3 ék körül elforduló 2 késtartó közvetíti az 5 henger 4 dugattyújára nyomás megnő -> manométer (6) kijelez Forgácsolóerőre is hitelesíthető Másik 2 irány elve u.a.
 kijelez Forgácsolóerőre is hitelesíthető")
8 Az eddig tárgyalt erőmérők nagy hátránya a csuklóknál, mechanikus elemeknél fellépő surlódás -> mérési eredményt bef. Kiküszöbölésére újabb elv -> rugalmas alakváltozáson alapuló eszköz -> villamos elemeket tartalmaz Mérőelem típusa szerint: kondenzátoros, induktív, folyadékellenállásos, piezoelektromos, stb

9 Villamos érzékelés elvén alapuló Kondenzátoros (egyszerű) Két összeerősített lemezből álló 1 alátét, melynek deformálódó (kés alatti) részére kondenzátor-fegyverzeteket erősítenek lehajlik kapacitása megváltozik, ami mérhető az 5 galvanométerrel.

10 Nyúlásmérő bélyeges 1 késszárba van befogva a 2 betétkés késre ható erő a késszár elvékonyított részén deformál, amit a 3 nyúlásmérő bélyeg útján mérik, a 4 nyúlásmérő híddal mért ellenállás-változás méréssel. Bárhol egyszerűen alkalmazható kényes

11 Maradó alakváltozás elvén működő erőmérő Az eddig tárgyalt mérők a forgácsolóerő pillanatnyi értékét, vagy átlagos nagyságát mutatták A maradó alakváltozás elvén működő erőmérővel a mérési időszakban ébredő legnagyobb erő értéke állapítható meg

12 Maradó alakváltozás elvén alapuló mérések A késre ható f. erőt a készülékben lévő golyók veszik fel. Ezek a három összetevő hatásvonalában vannak A golyók 1-1 lágy etalon-lemezt nyomnak (4-5-6) A benyomódásból állapítható meg az erő nagysága
 A benyomódásból")
13 Erőmérés esztergán

14 Korszerű erő- és nyomatékmérők megmunkáló-központokra

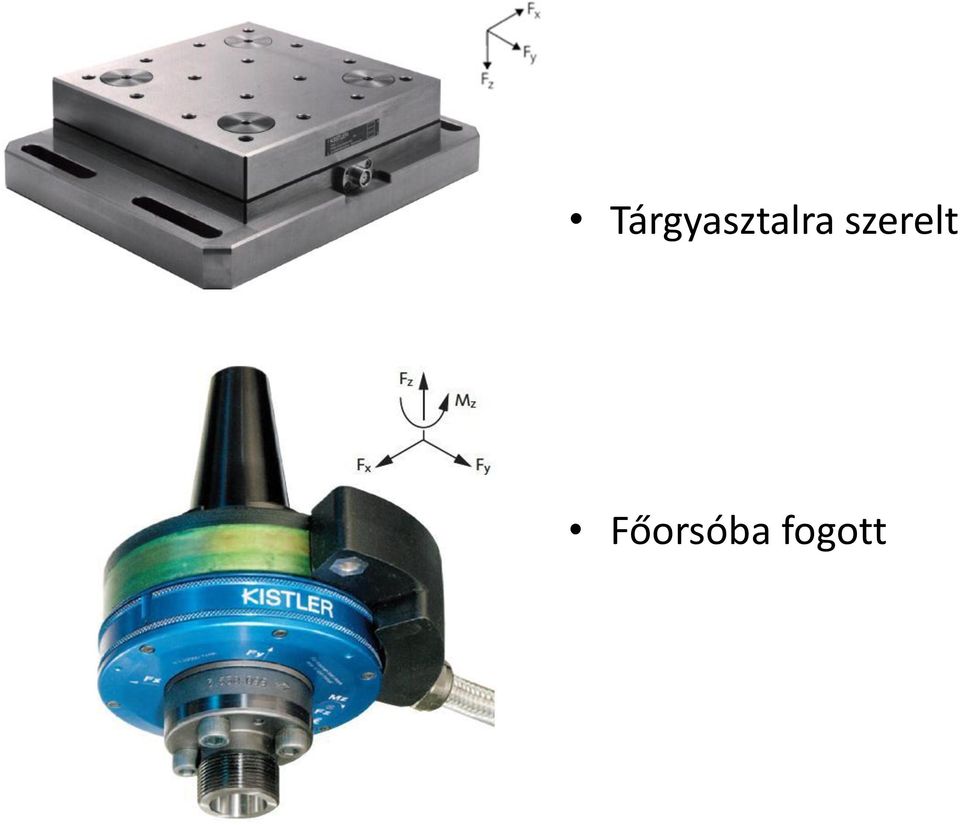
15 Erőmérés marás esetén Marás esetében a mérőeszköz sokban függ attól, hogy milyen marási módban szeretnénk mérni. Ezekhez a módokhoz legáltalánosabban használható erő mérőket két csoportban lehet osztani: - a tárgy asztalra felhelyezhető erőmérő Fx, Fy, Fz,irányokat tudja mérni - a főorsóba befogható forgó erő- és nyomatékmérő Fx, Fy, Fz, Mz, tud mérni

16 Erő mérése
17 Tárgyasztalra szerelt Főorsóba fogott
18 A mérőeszközök úgy működnek, hogy a bennük lévő piezoelektromos kristályok alakváltozását figyelik, ezeknek a jelét egy elektromos jelerősítővel felerősítik, és ezt egy számítógép és egy szoftver segítségével kiértékelik, majd tengelyekre lebontva fellépő erő idő diagramokat készítnek

19 Részei A teljes erő- nyomatékmérő rendszer felépítése: Type 9123C forgó mérőfej rádiós adóval Rádiós vevő Elektronikusan árnyékolt mérőkábel Elsődleges analóg jelerősítő Mérő vezeték Jel feldolgozó, jelerősítő, és vezérlő egység Homlokmaró felfogásához külön készített közdarab

20 Főorsó külső háza Egyedi, a főorsó házhoz készített rögzítő szerkezet Rádiós vevőegység, elhelyezése 1 2 mm-re van a mérőfejtől Type 9123C Forgó erőnyomatékmérő Homlokmaró felfogásához készített egyedi felfogó közdarab 4 élű homlokmaró

21 A mérő műszer a három koordináta rendszer irányába ébredő erőket tudja mérni, tehát Fx, Fy, Fz, erőket és a z tengely körüli nyomatékot Mz. Ez a koordináta rendszer a mérőfejnek a saját koordináta rendszere. A z irányú tengely egybe esik a mérőfej forgástengelyével. Az x és az y irány rögzítve van mérőfejen belül. Ezek az irányok a kiértékelés és a számítások során mértékadóak, azaz ehhez koordináta rendszerhez viszonyítva tudjuk meghatározni az erőket.
22 a mérő úgy mér, hogy a forgástengelyének elmozdulását figyeli. A mérő belsejében úgynevezett piezoelektromos kristályok vannak, ezek a kristályok képesek erők, elmozdulások hatására alak változni. Az alakváltozott kristályok néhány mv feszültséget adnak ki magukból, nagyobb torzulás esetén nagyobb feszültséget, kisebb torzulás esetén kisebb feszültséget. Ezt a néhány mv feszültséget dolgozzuk fel a méréséhez. Mivel forgó erőmérőről van szó ezért nem megoldható a vezetékes jeltovábbítás, mint a tárgyasztalos erőmérőknél. Ebben az erőmérő fejben egy saját induktív áramforrás kis akkumulátorral és egy rádiós jeladó egység van elhelyezve. A rádiós úton kibocsátott jelek vételére egy a mérő mellé helyezett rádiós vevőre van szükség. Ez már fixen helyezkedik el a főorsóba befogott mérőfej mellett a főorsó külső borítására csavarozva
23 A felszerelt rendszert ezután már csak kábelekkel kell összekötni az erősítős egységhez majd a vezérlő egységhez. A vezérlő egység a kiértékelő számítógéphez csatlakozik
24 Mérés A tesztméréshez egy négy forgácsoló élű átmérő Ø10mm-es szármarót használtunk. A forgácsolt anyag egy ST52 szerkezeti acél tömb volt, amelyen sarokmarást végeztünk és a sarokmarás közben a szerszámra a ható erőket néztük meg.
25 A mérés lebonyolítása
26 A teszt során három különböző mérést végeztünk, minden mérés során változtattunk a forgácsolás paraméterein. Ezekhez kaptunk három diagramot. 1 mérés 2 mérés 3 mérés Fordulatszám n = /perc /perc /perc Fogás szélesség a e = 7 mm 7 mm 7 mm Fogás mélység a p = 1,5 mm 1 mm 1 mm Előtolási sebesség v f = 400 mm/perc Fogankénti előtolás s z = v f /(n*z) 400 mm/perc 800 mm/perc 0,04 mm 0,04 mm 0,08 mm
27
28
29
30 A kapott diagramok zoom-olt nézetben láthatók tehát nem a teljes mérés folyamatához tartozó diagram. A forgácsolási paraméterek változtatásával, változik az erő, az első méréshez képest a második mérés az ap fogásmélységet 1,5 mm-ről 1 mm-re csökkentettük. Ezzel arányosan az értékek csökkentek az első méréshez képest. A harmadik mérés során a fogankénti előtolás értékét dupláztuk meg. Itt láthatjuk, hogy a második méréshez képest az erők kb. duplájára nőttek. Ebből is látszik, hogy a forgácsolás során egy egy paraméter változásával, hogy változnak az erők
31 Számítás mérés összehasonlítása Kiinduló alapadatok: Munkadarab: ST52 Szerkezeti acél Fajlagos fő forgácsoló erő: kc1.1 = 1990 N/mm2 Emelkedési szög tangensének növekedése: m = 0,26 Munkadarab szélessége: b = ae =60 mm Forgácsolási ívszög: Szerszám adatai: Szerszám átmérő: D = 63 mm Fő él elhelyezési szög: k = 90º Fogszám: z = 4 Kapcsolódó fogak száma: a p (2*arccos ) 180 (2*arccos ) 144, 49 D 63 Z e * Z ,49* ,605
32 Számítási lapok
33 Számítási lapok
34 Számítási lapok
35 Számítási lapok
36 Számítási lapok
37 Számítási lapok
38 A mérések során három forgácsoló erőt befolyásoló tényezőt változtattunk. Első részben a fogásmélység értékét, a második részben az előtoló sebesség értékén keresztül a fogankénti előtolást, a harmadik részben pedig a fordulatszámot változtattuk. Jól látszik a számításokból és mérésekből, hogy az előző mérésektől milyen módon tér el az adott érték. A következő táblázatban összefoglaltam a számított Fck közepes erő értéket, a mért Fa kerületi erő közepes értékét, a számított Mc közepes nyomaték értéket és a mért közepes Mz értéket. Minden erő mértékegysége [N], a nyomaték mértékegysége [Nm]
39 F ck számított erő F a mért erő M c számított nyomaték M z mért nyomaték Erő eltérés Nyomaték eltérés 1 118,09 115,68 3,72 3,37 2,41 0, ,19 219,87 7,44 6,4 16,32 1, ,28 322,46 11,16 9,2 31,82 1, ,41 133,14 4,45 3,69 8,27 0, ,83 297,82 10,04 8,97 21,01 1, ,8 161,01 5,25 4,59 5,79 0, ,59 261,17 8,78 7,86 17,42 0, ,08 360,2 11,85 10,97 15,88 0, ,57 116,53 3,89 3,21 7,04 0, ,38 188,03 6,5 5,48 18,35 1, ,59 255,13 8,78 7,65 23,46 1,13
40 Erő összehasonlítása
41 Nyomaték összehasonlítása
42 Eltérések különbség-diagrammok

43 a mérőszoftver által megrajzolt diagram látható. Az első barna színű diagram az Fa kerületi erőt ábrázolja, ezt a szoftver számította ki a szerszámátmérő figyelembe vételével. A második zöld színű diagram az Mz nyomaték, a harmadik rózsaszín diagram az Fz erőt ábrázolja, a diagramra jelen esetben nincs szükségünk. A negyedik piros színű az Fy, az ötödik kék színű Fx diagramok láthatók. Az Fy és Fx értékekből számítja az Fa kerületi erőt
44 következtetések ezekkel a mérésekkel sikerült az elméletben meghatározott és a mért értékek között az összefüggést megtalálni, tehát a számított és mért értékek közelítőleg megegyeznek. A fent kiszámított, lemért erő és nyomaték értékek között még látható eltérés, ez az eltérés betudható annak, hogy a forgácsolás során nem használtunk hűtő kenő anyagot, tehát szárazon történt a homlokmarás. A mérések során nem új lapkákat használtunk, ez is növelte az eltérés értékét. Adódhatnak még a forgácsolt anyagban lévő anyaghibák miatt is. Összefoglalva kis hibatűréssel elfogadhatónak mondható a mért és a számított erő közötti eltérés.
45 Forgácsolási hőmérséklet mérése
46 Kaloriméteres hőmérséklet mérés Legrégebbi A forgácsot a leválasztáshoz közel egy kaloriméterbe vezetik -> felmelegíti a vizet: a forgács által leadott melegmennyiség=a kaloriméter melegmennyiség-növekedésével Hátrány: - mérés után számolást igényel - a forgács hőmérsékletét méri, nem a szerszámét
47 Hőelemes mérési módszerek Mesterséges hőelem Félmesterséges hőelem Természetes hőelem Mindhárom módszer a fizikából ismert hőelem elvén alapul: Ha különböző anyagú 2 fémrúd végét összeforrasztjuk és a forr. Helyét (melegpont) melegítjük, a rudak másik végét meg állandó hőmérsékleten tartjuk, akkor az áll. Hőmérsékleten tartott pontok (hidegpont) között feszültségkülönbség mérhető.
48 Szerszámba 1,5-2 mm furat a homloklaptól 0,4-0,5 mm-re végződve Ebbe hőelem, szigetelőcsővel (5) elszigetelve 1 melegpont melegszik, 2-3 hidegpontok között mérünk Mesterséges hőelem
49 Félmesterséges hőelem Előzőhöz hasonló, csak a homloklaphoz átfúrnak még egy 0,4-0,6 mm furatot A furatban konstantán huzalt szegecselnek, amit a nagyobb átm. Furat-szakaszban elszigetelnek a testtől Melegpont 1 Hidegpontok 2-3 Mérő - 4
50 Természetes hőelemes módszer A hőelem mindkét tagja részt vesz a forgácsolási folyamatban Egykéses módszer: egyik tag a szerszám (1), másik a mdb (2) Forgácsolás nagy felületi nyomás a szerszámélen (mintha forrasztás lenne). Ez a hőelem melegpontja. Hidegpontok szerszámtest (5) és a mdb (4) A mdb-ot a géptől elszigeteljük (6, 8) (9) fémtárcsa, 10 higany
51 Kétkéses módszer 2 különböző anyagú kés, egyidőben dolgozik a hőelem két tagjaként Forraszanyagot a tárgy képviseli Melegpontok a két kés forg. Éle Hidegpontok a szárrésze A kések elszigetelve egymástól
52 Egyéb hőmérések Metallográfiai alapja az a jelenség, hogy a felmelegedés a szerszámban szövetszerkezeti és keménység változásokat okoz. Hőjelző festékes módszer felhasználva, hogy egyes anyagok a hőre változtatják színüket, ilyen festékkel festik be a szerszámot és a színváltásból következtetnek a hő nagyságára.
53 Hő-kamera alkalmazása
54 elve Elvben ugyan olyan kamera mint bár mely más fényképezőgép vagy videó kamera. A lényeges különbség, hogy a látható fény hullámhossza helyett az infravörös tartományra érzékeny. Az infravörös tartomány más jellemzőktől is függően, de a kibocsátó felület hőmérsékletével arányos.
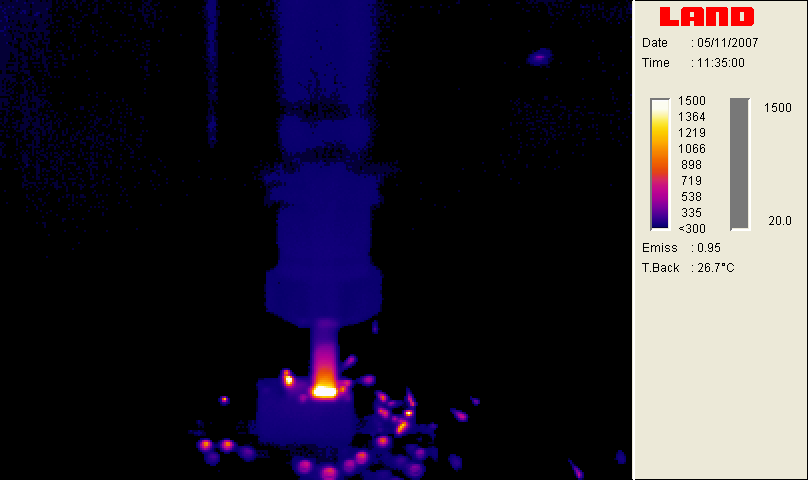
55 Mérés hő-kamerával HŐKÉP
56 Adott pontok hőmérsékletének leolvasása
57 Adott terület átlaghőmérséklete
58 Profil adott metszet hőmérséklete
59 Adott hő-tartomány kigyűjtése
60 Hisztogram
61 KÖSZÖNÖM A FIGYELMET!
Forgácsolás szerszámai. 1. Laborgyakorlat
 Forgácsolás szerszámai 1. Laborgyakorlat Forgácsolóerő meghatározása Közvetlen erőméréssel Teljesítménymérésből való erőmeghatározással Számítással Táblázattal Technológiai szoftverrel Közvetlen erőméréssel
Forgácsolás szerszámai 1. Laborgyakorlat Forgácsolóerő meghatározása Közvetlen erőméréssel Teljesítménymérésből való erőmeghatározással Számítással Táblázattal Technológiai szoftverrel Közvetlen erőméréssel
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
GAFE. Forgácsolási erő. FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Forgácsolási erő v c = forgácsolósebesség v f = előtolósebesség n = fordulatszám F c = forgácsolóerő F f = előtoló-erő F m = mélyítő irányú erő
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Forgácsolási erő v c = forgácsolósebesség v f = előtolósebesség n = fordulatszám F c = forgácsolóerő F f = előtoló-erő F m = mélyítő irányú erő
2011. tavaszi félév. Marás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
Gyártástechnológiai III. 4. előadás. Forgácsoló erő és teljesítmény. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
Korszerű keményfémfúrók forgácsolóképességének minősítése (Sirius 200 TiN)
") ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET GÉPGYÁRTÁSTECHNOLÓGIAI SZAKCSOPORT Korszerű keményfémfúrók forgácsolóképességének minősítése
ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET GÉPGYÁRTÁSTECHNOLÓGIAI SZAKCSOPORT Korszerű keményfémfúrók forgácsolóképességének minősítése
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 A FORGÁCSLEVÁLASZTÁS
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 3. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 3. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A nagysebességű marás technológiai alapjai és szerszámai
 A nagysebességű marás technológiai alapjai és szerszámai HSC (HSM) HSC = High Speed Cutting Feltételei: - Szerszámgép - Szerszámbefogó - Szerszám - CNC program - Technológia - SZAKEMBER Szerszámgép Hajtás:
A nagysebességű marás technológiai alapjai és szerszámai HSC (HSM) HSC = High Speed Cutting Feltételei: - Szerszámgép - Szerszámbefogó - Szerszám - CNC program - Technológia - SZAKEMBER Szerszámgép Hajtás:
2011. tavaszi félév. A forgácsolási hő. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
7. MARÁS. 7.1. Alapfogalmak
 7. MARÁS 7.1. Alapfogalmak Sík, síkokból összetett ill. egyéb alakos, rendszerint külső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és mindig a szerszám végzi. Az előtoló mozgás a szerszámtengelyre
7. MARÁS 7.1. Alapfogalmak Sík, síkokból összetett ill. egyéb alakos, rendszerint külső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és mindig a szerszám végzi. Az előtoló mozgás a szerszámtengelyre
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2018. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2018. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér
A II. kategória Fizika OKTV mérési feladatainak megoldása
 Nyomaték (x 0 Nm) O k t a t á si Hivatal A II. kategória Fizika OKTV mérési feladatainak megoldása./ A mágnes-gyűrűket a feladatban meghatározott sorrendbe és helyre rögzítve az alábbi táblázatban feltüntetett
Nyomaték (x 0 Nm) O k t a t á si Hivatal A II. kategória Fizika OKTV mérési feladatainak megoldása./ A mágnes-gyűrűket a feladatban meghatározott sorrendbe és helyre rögzítve az alábbi táblázatban feltüntetett
Mérésadatgyűjtés, jelfeldolgozás.
 Mérésadatgyűjtés, jelfeldolgozás. Nem villamos jelek mérésének folyamatai. Érzékelők, jelátalakítók felosztása. Passzív jelátalakítók. 1.Ellenállás változáson alapuló jelátalakítók -nyúlásmérő ellenállások
Mérésadatgyűjtés, jelfeldolgozás. Nem villamos jelek mérésének folyamatai. Érzékelők, jelátalakítók felosztása. Passzív jelátalakítók. 1.Ellenállás változáson alapuló jelátalakítók -nyúlásmérő ellenállások
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
2011. tavaszi félév. Élgeometria. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 A FORGÁCSLEVÁLASZTÁS ALAPJAI
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
Teljesítménymérési jegyzőkönyv
 Teljesítménymérési jegyzőkönyv Marosi Imre DOIN8J Faipari mérnökhallgató Levelező Teljesítmény elméleti alapok, teljesítménytényező Egy berendezés pillanatnyi villamos teljesítménye: P (t) = U (t) *I (t)
Teljesítménymérési jegyzőkönyv Marosi Imre DOIN8J Faipari mérnökhallgató Levelező Teljesítmény elméleti alapok, teljesítménytényező Egy berendezés pillanatnyi villamos teljesítménye: P (t) = U (t) *I (t)
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!
 Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!") Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
Gépgyártástechnológiai technikus Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A NAGY PRECIZITÁS ÉS PONTOSSÁG GARANTÁLT
 A NAGY PRECIZITÁS ÉS PONTOSSÁG GARANTÁLT Mindegyik gépet olyan gyárban gyártjuk, ahol állandó hômérsékletet és páratartalmat tartunk fenn. Maximumot a Maximartól! CNC EXPORT KFT H-8152 Kőszárhegy Fő út
A NAGY PRECIZITÁS ÉS PONTOSSÁG GARANTÁLT Mindegyik gépet olyan gyárban gyártjuk, ahol állandó hômérsékletet és páratartalmat tartunk fenn. Maximumot a Maximartól! CNC EXPORT KFT H-8152 Kőszárhegy Fő út
NEMZETI FEJLESZTÉSI MINISZTÉRIUM
 NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása
 Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Járműszerkezeti anyagok és megmunkálások II / II. félév ÉLGEOMETRIA. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / II. félév ÉLGEOMETRIA Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u.
2007-2008 / II. félév ÉLGEOMETRIA Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u.
Szerszámok és készülékek november Fúrás és technologizálása Dr. Kozsely Gábor
 Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
Gyártástechnológiai III. 2. Előadás Forgácsolási alapfogalmak. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
A forgácsolás alapjai
 2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
Nagy teljesítmény Az új FORMAT GT
 Nagy teljesítmény Az új FORMAT GT Érvényes 2019. 0. 30-ig _00_0001-001_GT_HU 1 UNIVERÁLIS nagy teljesítményű maró Mostantól gyorsabban haladhat. Szerszám univerzális megmunkáláshoz Egyenetlen spirál és
Nagy teljesítmény Az új FORMAT GT Érvényes 2019. 0. 30-ig _00_0001-001_GT_HU 1 UNIVERÁLIS nagy teljesítményű maró Mostantól gyorsabban haladhat. Szerszám univerzális megmunkáláshoz Egyenetlen spirál és
7. Élettartam növelő megmunkálások (tartósság növelő)
") 7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet szakmai és vizsgakövetelménye alapján.") A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
Minden mérésre vonatkozó minimumkérdések
 Minden mérésre vonatkozó minimumkérdések 1) Definiálja a rendszeres hibát 2) Definiálja a véletlen hibát 3) Definiálja az abszolút hibát 4) Definiálja a relatív hibát 5) Hogyan lehet az abszolút-, és a
Minden mérésre vonatkozó minimumkérdések 1) Definiálja a rendszeres hibát 2) Definiálja a véletlen hibát 3) Definiálja az abszolút hibát 4) Definiálja a relatív hibát 5) Hogyan lehet az abszolút-, és a
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
Mérések állítható hajlásszögű lejtőn
 A mérés célkitűzései: A lejtőn lévő testek egyensúlyának vizsgálata, erők komponensekre bontása. Eszközszükséglet: állítható hajlásszögű lejtő különböző fahasábok kiskocsi erőmérő 20 g-os súlyok 1. ábra
A mérés célkitűzései: A lejtőn lévő testek egyensúlyának vizsgálata, erők komponensekre bontása. Eszközszükséglet: állítható hajlásszögű lejtő különböző fahasábok kiskocsi erőmérő 20 g-os súlyok 1. ábra
HŐMÉRSÉKLETMÉRÉS. Elsődleges etalonok / fix pontok / 1064,00 C Arany dermedéspontja. 961,93 C Ezüst dermedéspontja. 444,60 C Kén olvadáspontja
 Hőmérsékletmérés HŐMÉRSÉKLETMÉRÉS Elsődleges etalonok / fix pontok / 1064,00 C Arany dermedéspontja 961,93 C Ezüst dermedéspontja 444,60 C Kén olvadáspontja 0,01 C Víz hármaspontja -182,962 C Oxigén forráspontja
Hőmérsékletmérés HŐMÉRSÉKLETMÉRÉS Elsődleges etalonok / fix pontok / 1064,00 C Arany dermedéspontja 961,93 C Ezüst dermedéspontja 444,60 C Kén olvadáspontja 0,01 C Víz hármaspontja -182,962 C Oxigén forráspontja
ESZTERGÁLÁS Walter ISO esztergálás 8 Beszúrás 19 Befogók 25 Rendelési oldalak 26 Műszaki melléklet 96
 ESTEGÁLÁS Walter ISO esztergálás 8 Beszúrás 19 Befogók 25 endelési oldalak 26 Műszaki melléklet 96 FÚÁS Walter Titex Tömör keményfém fúrók 104 endelési oldalak 106 Műszaki melléklet 122 Walter Felfúrás
ESTEGÁLÁS Walter ISO esztergálás 8 Beszúrás 19 Befogók 25 endelési oldalak 26 Műszaki melléklet 96 FÚÁS Walter Titex Tömör keményfém fúrók 104 endelési oldalak 106 Műszaki melléklet 122 Walter Felfúrás
HŐMÉRSÉKLET MÉRÉS I. Mérésadatgyűjtés, jelfeldolgozás. 2010/2011.BSc.II.évf.
 HŐMÉRSÉKLET MÉRÉS I. Mérésadatgyűjtés, jelfeldolgozás 2010/2011.BSc.II.évf. Nem villamos jelek mérésének folyamatai. Érzékelők, jelátalakítók felosztása. Passzív jelátalakítók 1.Ellenállás változáson alapuló
HŐMÉRSÉKLET MÉRÉS I. Mérésadatgyűjtés, jelfeldolgozás 2010/2011.BSc.II.évf. Nem villamos jelek mérésének folyamatai. Érzékelők, jelátalakítók felosztása. Passzív jelátalakítók 1.Ellenállás változáson alapuló
Lehúzás rögzített gyémántlehúzó szerszámmal:
 Lehúzás rögzített gyémántlehúzó szerszámmal: A lehúzás elsődlegesen az ütésmentes forgás és a megfelelő geometria kialakítására szolgál. Emellett fontos eszköze az optimális kőfelület és a vágótulajdonságok
Lehúzás rögzített gyémántlehúzó szerszámmal: A lehúzás elsődlegesen az ütésmentes forgás és a megfelelő geometria kialakítására szolgál. Emellett fontos eszköze az optimális kőfelület és a vágótulajdonságok
1. ERŐMÉRÉS NYÚLÁSMÉRŐ BÉLYEG ALKALMAZÁSÁVAL
 1. ERŐMÉRÉS NYÚLÁSMÉRŐ BÉLYEG LKLMZÁSÁVL nyúlásmérő bélyegek mechanikai deformációt alakítanak át ellenállás-változássá. lkalmazásukkal úgy készítenek erőmérő cellát, hogy egy rugalmas alakváltozást szenvedő
1. ERŐMÉRÉS NYÚLÁSMÉRŐ BÉLYEG LKLMZÁSÁVL nyúlásmérő bélyegek mechanikai deformációt alakítanak át ellenállás-változássá. lkalmazásukkal úgy készítenek erőmérő cellát, hogy egy rugalmas alakváltozást szenvedő
GÉPGYÁRTÁSTECHNOLÓGIA
 GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus
GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus
Kutatási beszámoló. 2015. február. Tangens delta mérésére alkalmas mérési összeállítás elkészítése
 Kutatási beszámoló 2015. február Gyüre Balázs BME Fizika tanszék Dr. Simon Ferenc csoportja Tangens delta mérésére alkalmas mérési összeállítás elkészítése A TKI-Ferrit Fejlsztő és Gyártó Kft.-nek munkája
Kutatási beszámoló 2015. február Gyüre Balázs BME Fizika tanszék Dr. Simon Ferenc csoportja Tangens delta mérésére alkalmas mérési összeállítás elkészítése A TKI-Ferrit Fejlsztő és Gyártó Kft.-nek munkája
A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő.
 6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
Villamos mérések. Analóg (mutatós) műszerek. Készítette: Füvesi Viktor doktorandusz
 műszerek. Készítette: Füvesi Viktor doktorandusz") Villamos mérések Analóg (mutatós) műszerek Készítette: Füvesi Viktor doktorandusz rodalom UrayVilmos Dr. Szabó Szilárd: Elektrotechnika o.61-79 1 Alapfogalmak Mutatós műszerek Legegyszerűbbek Közvetlenül
Villamos mérések Analóg (mutatós) műszerek Készítette: Füvesi Viktor doktorandusz rodalom UrayVilmos Dr. Szabó Szilárd: Elektrotechnika o.61-79 1 Alapfogalmak Mutatós műszerek Legegyszerűbbek Közvetlenül
NECURON ANYAGOK FORGÁCSOLHATÓSÁGI VIZSGÁLATA MARÁSSAL
 NECURON ANYAGOK FORGÁCSOLHATÓSÁGI VIZSGÁLATA MARÁSSAL Szalókiné Pogácsás M. 1, Dr. Farkas G. 2 1 Budapesti Műszaki és Gazdaságtudományi Egyetem, Gépészmérnöki Kar 2 Óbudai Egyetem, Bánki Donát Gépész és
NECURON ANYAGOK FORGÁCSOLHATÓSÁGI VIZSGÁLATA MARÁSSAL Szalókiné Pogácsás M. 1, Dr. Farkas G. 2 1 Budapesti Műszaki és Gazdaságtudományi Egyetem, Gépészmérnöki Kar 2 Óbudai Egyetem, Bánki Donát Gépész és
Alumínium ötvözetek aszimmetrikus hengerlése
 A Miskolci Egyetemen működő tudományos képzési műhelyek összehangolt minőségi fejlesztése TÁMOP-4.2.2/B-10/1-2010-0008 Tehetségeket gondozunk! Alumínium ötvözetek aszimmetrikus hengerlése 2011. November
A Miskolci Egyetemen működő tudományos képzési műhelyek összehangolt minőségi fejlesztése TÁMOP-4.2.2/B-10/1-2010-0008 Tehetségeket gondozunk! Alumínium ötvözetek aszimmetrikus hengerlése 2011. November
Teljesítmény és biztonság kiemelkedő egysége
 _ XTRA TEC XT XTENDED TECHNOLOGY Teljesítmény és biztonság kiemelkedő egysége Termékfejlesztések Marás TELJESÍTMÉNY ÉS BIZTONSÁG KIEMELKEDŐ EGYSÉGE KÖZÖS SZEMLÉLET EGYEDI MEGOLDÁS. A sikeres Walter marószerszámcsalád
_ XTRA TEC XT XTENDED TECHNOLOGY Teljesítmény és biztonság kiemelkedő egysége Termékfejlesztések Marás TELJESÍTMÉNY ÉS BIZTONSÁG KIEMELKEDŐ EGYSÉGE KÖZÖS SZEMLÉLET EGYEDI MEGOLDÁS. A sikeres Walter marószerszámcsalád
Anyagvizsgálatok. Mechanikai vizsgálatok
 Anyagvizsgálatok Mechanikai vizsgálatok Szakítóvizsgálat EN 10002-1:2002 Célja: az anyagok egytengelyű húzó igénybevétellel szembeni ellenállásának meghatározása egy szabványosan kialakított próbatestet
Anyagvizsgálatok Mechanikai vizsgálatok Szakítóvizsgálat EN 10002-1:2002 Célja: az anyagok egytengelyű húzó igénybevétellel szembeni ellenállásának meghatározása egy szabványosan kialakított próbatestet
Nyomás fizikai állapotjelző abszolút és relatív fogalom
 Nyomásérzékelés Nyomásérzékelés Nyomás fizikai állapotjelző abszolút és relatív fogalom közvetlenül nem mérhető: nyomásváltozás elmozdulás mechanikus kijelző átalakítás elektromos jellé nemcsak önmagában
Nyomásérzékelés Nyomásérzékelés Nyomás fizikai állapotjelző abszolút és relatív fogalom közvetlenül nem mérhető: nyomásváltozás elmozdulás mechanikus kijelző átalakítás elektromos jellé nemcsak önmagában
DEBRECENI EGYETEM MŰSZAKI KAR GÉPÉSZMÉRNÖKI TANSZÉK SPM BEARINGCHECKER KÉZI CSAPÁGYMÉRŐ HASZNÁLATA /OKTATÁSI SEGÉDLET DIAGNOSZTIKA TANTÁRGYHOZ/
 DEBRECENI EGYETEM MŰSZAKI KAR GÉPÉSZMÉRNÖKI TANSZÉK SPM BEARINGCHECKER KÉZI CSAPÁGYMÉRŐ HASZNÁLATA /OKTATÁSI SEGÉDLET DIAGNOSZTIKA TANTÁRGYHOZ/ ÖSSZEÁLLÍTOTTA: DEÁK KRISZTIÁN 2013 Az SPM BearingChecker
DEBRECENI EGYETEM MŰSZAKI KAR GÉPÉSZMÉRNÖKI TANSZÉK SPM BEARINGCHECKER KÉZI CSAPÁGYMÉRŐ HASZNÁLATA /OKTATÁSI SEGÉDLET DIAGNOSZTIKA TANTÁRGYHOZ/ ÖSSZEÁLLÍTOTTA: DEÁK KRISZTIÁN 2013 Az SPM BearingChecker
ÍRÁSBELI FELADAT MEGOLDÁSA
 Versenyző kódja: 15 27/2012. (VIII. 27.) NGM rendelet 54 521 03-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT MEGOLDÁSA Szakképesítés: 54 521 03 SZVK
Versenyző kódja: 15 27/2012. (VIII. 27.) NGM rendelet 54 521 03-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT MEGOLDÁSA Szakképesítés: 54 521 03 SZVK
FAIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK II. FELADATLAP
 FAIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK II. FELADATLAP 1 / 5 II. FELADATLAP Számítások, ábrák, tesztek 1. feladat 12 pont Kiszárításos módszerrel végeznek nedvességtartalom mérést.
FAIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK II. FELADATLAP 1 / 5 II. FELADATLAP Számítások, ábrák, tesztek 1. feladat 12 pont Kiszárításos módszerrel végeznek nedvességtartalom mérést.
ERŐVEL ZÁRÓ KÖTÉSEK (Vázlat)
") ERŐVEL ZÁRÓ KÖTÉSEK (Vázlat) Erővel záró nyomatékkötések Hatáselve: a kapcsolódó felületre merőleges rugalmas szorítás hatására a felület érintőjének irányába ható terheléssel ellentétes irányban ébredő
ERŐVEL ZÁRÓ KÖTÉSEK (Vázlat) Erővel záró nyomatékkötések Hatáselve: a kapcsolódó felületre merőleges rugalmas szorítás hatására a felület érintőjének irányába ható terheléssel ellentétes irányban ébredő
RÉSZLETEZŐ OKIRAT a NAH /2016 nyilvántartási számú akkreditált státuszhoz
 RÉSZLETEZŐ OKIRAT a NAH-2-0147/2016 nyilvántartási számú akkreditált státuszhoz Az S+V Engineering Kereskedelmi és Szolgáltató Kft. Kalibrálólaboratórium (1184 Budapest, Lakatos út 61-63.) akkreditált
RÉSZLETEZŐ OKIRAT a NAH-2-0147/2016 nyilvántartási számú akkreditált státuszhoz Az S+V Engineering Kereskedelmi és Szolgáltató Kft. Kalibrálólaboratórium (1184 Budapest, Lakatos út 61-63.) akkreditált
2011. tavaszi félév. Köszörülés. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
Fejlődés a trochoidális marás területén
 New 2016. július Új termékek forgácsoló szakemberek számára Fejlődés a trochoidális marás területén A CircularLine szármarók lerövidítik a megmunkálási időket és meghosszabbítják az éltartamot TOTAL TOOLING
New 2016. július Új termékek forgácsoló szakemberek számára Fejlődés a trochoidális marás területén A CircularLine szármarók lerövidítik a megmunkálási időket és meghosszabbítják az éltartamot TOTAL TOOLING
Szilárd testek rugalmassága
 Fizika villamosmérnököknek Szilárd testek rugalmassága Dr. Giczi Ferenc Széchenyi István Egyetem, Fizika és Kémia Tanszék Győr, Egyetem tér 1. 1 Deformálható testek (A merev test idealizált határeset.)
Fizika villamosmérnököknek Szilárd testek rugalmassága Dr. Giczi Ferenc Széchenyi István Egyetem, Fizika és Kémia Tanszék Győr, Egyetem tér 1. 1 Deformálható testek (A merev test idealizált határeset.)
FAIPARI ALAPISMERETEK
 052 É RETTSÉGI VIZSGA 2005. október 24. FAIPARI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ OKTATÁSI MINISZTÉRIUM I. írásbeli vizsga 052 2 / 5 . Szélesbítő toldás,
052 É RETTSÉGI VIZSGA 2005. október 24. FAIPARI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ OKTATÁSI MINISZTÉRIUM I. írásbeli vizsga 052 2 / 5 . Szélesbítő toldás,
Hiszterézis: Egy rendszer kimenete nem csak az aktuális állapottól függ, hanem az állapotváltozás aktuális irányától is.
 1. Mi az érzékelő? Definiálja a típusait (belső/külső). Mit jelent a hiszterézis? Miért nem tudunk közvetlenül mérni, miért származtatunk? Hogyan kapcsolódik össze az érzékelés és a becslés a mérések során?
1. Mi az érzékelő? Definiálja a típusait (belső/külső). Mit jelent a hiszterézis? Miért nem tudunk közvetlenül mérni, miért származtatunk? Hogyan kapcsolódik össze az érzékelés és a becslés a mérések során?
A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR
 A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR Készítette: TÓTH ESZTER A5W9CK Műszaki menedzser BSc. TUDOMÁNYOS DIÁKKÖRI DOLGOZAT CÉLJA Plazmasugaras és vízsugaras technológia
A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR Készítette: TÓTH ESZTER A5W9CK Műszaki menedzser BSc. TUDOMÁNYOS DIÁKKÖRI DOLGOZAT CÉLJA Plazmasugaras és vízsugaras technológia
Mechanikai megmunkálás
 Mechanikai megmunkálás IV.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai megmunkálás IV.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Gyártandó alkatrész műhelyrajza és 3D test modellje
 Gyártandó alkatrész műhelyrajza és 3D test modellje 7.3. ábra. Példa egy tengelyvég külső és belső felületének megmunkálására Az egyes műveletek részletezése MŰVELETI UTASÍTÁS (1) Rajzszám: FA-06-352-40
Gyártandó alkatrész műhelyrajza és 3D test modellje 7.3. ábra. Példa egy tengelyvég külső és belső felületének megmunkálására Az egyes műveletek részletezése MŰVELETI UTASÍTÁS (1) Rajzszám: FA-06-352-40
TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
Sugárzáson, és infravörös sugárzáson alapuló hőmérséklet mérés.
 Sugárzáson, és infravörös sugárzáson alapuló hőmérséklet mérés. A sugárzáson alapuló hőmérsékletmérés (termográfia),azt a fizikai jelenséget használja fel, hogy az abszolút nulla K hőmérséklet (273,16
Sugárzáson, és infravörös sugárzáson alapuló hőmérséklet mérés. A sugárzáson alapuló hőmérsékletmérés (termográfia),azt a fizikai jelenséget használja fel, hogy az abszolút nulla K hőmérséklet (273,16
MITSUI S. HU40A Gyártó cella FMS (3db alapgép + 1db robot + 60db AROVA paletta)
") MITSUI S. HU40A Gyártó cella FMS (3db alapgép + 1db robot + 60db AROVA paletta) 400 x 400 mm 60-1200 1/min. Főmotor teljesítménye 12\15 kw Főorsó kúp BT 40 Asztal poz.: 0,001 (folyamatos) Fanuc 16i Robot:
MITSUI S. HU40A Gyártó cella FMS (3db alapgép + 1db robot + 60db AROVA paletta) 400 x 400 mm 60-1200 1/min. Főmotor teljesítménye 12\15 kw Főorsó kúp BT 40 Asztal poz.: 0,001 (folyamatos) Fanuc 16i Robot:
A Föld középpontja felé szabadon eső test sebessége növekszik, azaz, a
 a Matematika mérnököknek I. című tárgyhoz Függvények. Függvények A Föld középpontja felé szabadon eső test sebessége növekszik, azaz, a szabadon eső test sebessége az idő függvénye. Konstans hőmérsékleten
a Matematika mérnököknek I. című tárgyhoz Függvények. Függvények A Föld középpontja felé szabadon eső test sebessége növekszik, azaz, a szabadon eső test sebessége az idő függvénye. Konstans hőmérsékleten
TR-800/2700 D CNC. A projekt az Európai Unió támogatásával, az Európai Regionális Fejlesztési Alap társfinanszírozásával valósult meg.
 TR-800/2700 D CNC GÖRGGÉP VASÚTI TENGELYEK FELKEMÉNYÍTÉSÉHEZ ÉS FELÜLETI MINSÉG JAVÍTÁSÁHOZ A projekt az Európai Unió támogatásával, az Európai Regionális Fejlesztési Alap társfinanszírozásával valósult
TR-800/2700 D CNC GÖRGGÉP VASÚTI TENGELYEK FELKEMÉNYÍTÉSÉHEZ ÉS FELÜLETI MINSÉG JAVÍTÁSÁHOZ A projekt az Európai Unió támogatásával, az Európai Regionális Fejlesztési Alap társfinanszírozásával valósult
Modern Fizika Labor. 2. Elemi töltés meghatározása
 Modern Fizika Labor Fizika BSC A mérés dátuma: 2011.09.27. A mérés száma és címe: 2. Elemi töltés meghatározása Értékelés: A beadás dátuma: 2011.10.11. A mérést végezte: Kalas György Benjámin Németh Gergely
Modern Fizika Labor Fizika BSC A mérés dátuma: 2011.09.27. A mérés száma és címe: 2. Elemi töltés meghatározása Értékelés: A beadás dátuma: 2011.10.11. A mérést végezte: Kalas György Benjámin Németh Gergely
H01 TEHERAUTÓ ÉS BUSZMODELL SZÉLCSATORNA VIZSGÁLATA
 H01 TEHERAUTÓ ÉS BUSZMODELL SZÉLCSATORNA VIZSGÁLATA 1. A mérés célja A mérési feladat moduláris felépítésű járműmodellen a c D ellenállástényező meghatározása különböző kialakítások esetén, szélcsatornában.
H01 TEHERAUTÓ ÉS BUSZMODELL SZÉLCSATORNA VIZSGÁLATA 1. A mérés célja A mérési feladat moduláris felépítésű járműmodellen a c D ellenállástényező meghatározása különböző kialakítások esetén, szélcsatornában.
RÉSZLETEZŐ OKIRAT (2) a NAH /2016 nyilvántartási számú akkreditált státuszhoz
 a NAH /2016 nyilvántartási számú akkreditált státuszhoz") RÉSZLETEZŐ OKIRAT (2) a NAH-2-0147/2016 nyilvántartási számú akkreditált státuszhoz 1) Az akkreditált szervezet neve és címe: S+V Engineering Kereskedelmi és Szolgáltató Kft. Kalibrálólaboratórium 2142
RÉSZLETEZŐ OKIRAT (2) a NAH-2-0147/2016 nyilvántartási számú akkreditált státuszhoz 1) Az akkreditált szervezet neve és címe: S+V Engineering Kereskedelmi és Szolgáltató Kft. Kalibrálólaboratórium 2142
A tételhez használható segédeszköz: Műszaki táblázatok. 2. Mutassa be a különböző elektródabevonatok típusait, legfontosabb jellemzőit!
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
Lépcsős tengely Technológiai tervezés
 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Használható segédeszköz: számológép (mobil/okostelefon számológép funkció nem használható a vizsgán!)
") T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
Járműszerkezeti anyagok és megmunkálások II / I. félév. Esztergálás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
Üvegszál erősítésű anyagok esztergálása
 Üvegszál erősítésű anyagok esztergálása Líska János 1 1 Kecskemétri Főiskola, GAMF Kar, Járműtechnológia Tanszék Összefoglalás: A kompozitokat különleges tulajdonságok és nagy szilárdság jellemzi. Egyre
Üvegszál erősítésű anyagok esztergálása Líska János 1 1 Kecskemétri Főiskola, GAMF Kar, Járműtechnológia Tanszék Összefoglalás: A kompozitokat különleges tulajdonságok és nagy szilárdság jellemzi. Egyre
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
Az alakítással bevitt energia hatása az ausztenit átalakulási hőmérsékletére
 Az alakítással bevitt energia hatása az ausztenit átalakulási hőmérsékletére Csepeli Zsolt Bereczki Péter Kardos Ibolya Verő Balázs Workshop Miskolc, 2013.09.06. Előadás vázlata Bevezetés Vizsgálat célja,
Az alakítással bevitt energia hatása az ausztenit átalakulási hőmérsékletére Csepeli Zsolt Bereczki Péter Kardos Ibolya Verő Balázs Workshop Miskolc, 2013.09.06. Előadás vázlata Bevezetés Vizsgálat célja,
Járműszerkezeti anyagok és megmunkálások II / I. félév. Kopás, éltartam. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
Elvégezni a motor kezelését Bishop's Original termékkel, mely csökkenti a súrlódást és a motor elhasználódását és a jellemzők következetes mérése.
 NANTESI EGYETEM NANTESI EGYETEM ÁLLAMI MŰSZAKI EGYETEM E.M.S.M. 1 Rue de la Noe 44072 NANTES CEDEX Tel: (40) 74.79.76 Műszai Intézet Technológia és gyártás Saját jelzés: TTPLM/AD/270 79 Motor- és géplaboratórium
NANTESI EGYETEM NANTESI EGYETEM ÁLLAMI MŰSZAKI EGYETEM E.M.S.M. 1 Rue de la Noe 44072 NANTES CEDEX Tel: (40) 74.79.76 Műszai Intézet Technológia és gyártás Saját jelzés: TTPLM/AD/270 79 Motor- és géplaboratórium
CNC Függőleges megmunkálóközpont
 GO98 AKCIÓ a Bemutatóteremből egyenesen az Ön üzemébe CNC Függőleges megmunkálóközpont HSM-116A Mozgástartomány X tengely 1,100mm Y tengely 650mm Z tengely 600mm GO98 SZERSZÁMGÉPEK HSM-116A Oldal: 1-12
GO98 AKCIÓ a Bemutatóteremből egyenesen az Ön üzemébe CNC Függőleges megmunkálóközpont HSM-116A Mozgástartomány X tengely 1,100mm Y tengely 650mm Z tengely 600mm GO98 SZERSZÁMGÉPEK HSM-116A Oldal: 1-12
PNER vlies-szerszámok a PFERD-től Profi szerszám igényes felületek előállításához
 PNER vlies-szerszámok a PFERD-től Profi szerszám igényes felületek előállításához ÚJ Új, bővített felületmegmunkálási program Négy speciális kivitel a durvától a finom felületmegmunkálásig Kiváló termékek
PNER vlies-szerszámok a PFERD-től Profi szerszám igényes felületek előállításához ÚJ Új, bővített felületmegmunkálási program Négy speciális kivitel a durvától a finom felületmegmunkálásig Kiváló termékek
5. Az NC programozás alapjai. Az NC technika fejlődése
 5. Az NC programozás alapjai Az NC (Numerical Control) az automatizálás egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből áll
5. Az NC programozás alapjai Az NC (Numerical Control) az automatizálás egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből áll
HÁZI KIÁLLÍTÁS 2014 SZERSZÁMGÉPEK EGYEDI ÁRON A HELYSZÍNEN
 HÁZI KIÁLLÍTÁS 2014 SZERSZÁMGÉPEK EGYEDI ÁRON A HELYSZÍNEN EMV600 Siemens-828D Megmunkálóközpont Fôorsóteljesítmény: 9/13 kw Fôorsó fordulatszám: 10.000 ford / perc Munkaasztal méret: 700 450 mm Mozgástartomány:
HÁZI KIÁLLÍTÁS 2014 SZERSZÁMGÉPEK EGYEDI ÁRON A HELYSZÍNEN EMV600 Siemens-828D Megmunkálóközpont Fôorsóteljesítmény: 9/13 kw Fôorsó fordulatszám: 10.000 ford / perc Munkaasztal méret: 700 450 mm Mozgástartomány:
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás. Dr. Pintér József 2015.
 Marás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
Tájékoztató. Használható segédeszköz: számológép
 A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
Fényhullámhossz és diszperzió mérése
 KLASSZIKUS FIZIKA LABORATÓRIUM 9. MÉRÉS Fényhullámhossz és diszperzió mérése Mérést végezte: Enyingi Vera Atala ENVSAAT.ELTE Mérés időpontja: 2011. október 19. Szerda délelőtti csoport 1. A mérés célja
KLASSZIKUS FIZIKA LABORATÓRIUM 9. MÉRÉS Fényhullámhossz és diszperzió mérése Mérést végezte: Enyingi Vera Atala ENVSAAT.ELTE Mérés időpontja: 2011. október 19. Szerda délelőtti csoport 1. A mérés célja
Harapósabb, erősebb, ez az új Tiger.
 _ ÚJ MINŐSÉGEK ESZTERGÁLÁSHOZ ÉS MARÁSHOZ Harapósabb, erősebb, ez az új Tiger. most esztergáláshoz is: az új ISO P generáció _ EZÜST, FEKETE, ERŐSEBB : A mérce. világszerte egyedülálló: A technológia A
_ ÚJ MINŐSÉGEK ESZTERGÁLÁSHOZ ÉS MARÁSHOZ Harapósabb, erősebb, ez az új Tiger. most esztergáláshoz is: az új ISO P generáció _ EZÜST, FEKETE, ERŐSEBB : A mérce. világszerte egyedülálló: A technológia A
Az ipari komputer tomográfia vizsgálati lehetőségei
 Az ipari komputer tomográfia vizsgálati lehetőségei Dr. Czinege Imre, Kozma István Széchenyi István Egyetem 6. ANYAGVIZSGÁLAT A GYAKORLATBAN KONFERENCIA Cegléd, 2012. június 7-8. Tartalom A CT technika
Az ipari komputer tomográfia vizsgálati lehetőségei Dr. Czinege Imre, Kozma István Széchenyi István Egyetem 6. ANYAGVIZSGÁLAT A GYAKORLATBAN KONFERENCIA Cegléd, 2012. június 7-8. Tartalom A CT technika
2011. tavaszi félév. Esztergálás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
1.1 Emisszió, reflexió, transzmisszió
 1.1 Emisszió, reflexió, transzmisszió A hőkamera által észlelt hosszú hullámú sugárzás - amit a hőkamera a látómezejében érzékel - a felület emissziójának, reflexiójának és transzmissziójának függvénye.
1.1 Emisszió, reflexió, transzmisszió A hőkamera által észlelt hosszú hullámú sugárzás - amit a hőkamera a látómezejében érzékel - a felület emissziójának, reflexiójának és transzmissziójának függvénye.
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
Szabadformájú felületek. 3D felületek megmunkálása gömbmaróval. Dr. Mikó Balázs FRAISA ToolSchool Október
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet FRAISA ToolSchool 2016. Október 20-21. 3D felületek megmunkálása gömbmaróval Dr. Mikó Balázs Szabadformájú
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet FRAISA ToolSchool 2016. Október 20-21. 3D felületek megmunkálása gömbmaróval Dr. Mikó Balázs Szabadformájú