Az Anyagtudomány tananyagnak a példatárában ez a példa egy féléves feladat megoldását mutatja be, és a tananyagnak a korrózióállóság témaköréhez
|
|
|
- Mariska Dobos
- 8 évvel ezelőtt
- Látták:
Átírás
1 Az Anyagtudomány tananyagnak a példatárában ez a példa egy féléves feladat megoldását mutatja be, és a tananyagnak a korrózióállóság témaköréhez kapcsolódik. 1

2 A féléves feladatokban lényeges a tennivalók pontos meghatározása, a rész- és a véghatáridők kitűzése, a kísérletek és / vagy a vizsgálatok helyszínének megadása, valamint a feladat beadásának formátumával kapcsolatos elvárások (nyomtatva vagy számítógépes dokumentumként) rögzítése. A jelen feladatlapon a határidőket és a munkavégzés helyét nem tüntetjük fel. 2
 rögzítése.")
3 A kis széntartalmú (C <0,03%), 18% krómmal és 10% nikkellel ötvözött acélok ausztenites szövetszerkezetűek. Az ausztenit szobahőmérsékleti stabilitását ausztenitképző ötvözőkkel érjük el. Ilyenek a nikkel, mangán, nitrogén és réz. Az ilyen acélok korróziós tulajdonságai jók, a felületen középpontos rácsnak köszönhető-en. Nagy korrózióállóságú acélok (saválló, duplex, szuperduplex és szuperausztenites acélok) mind rendelkeznek ausztenit szövetelemmel, amely a kémiai stabilitásért felel. Szövetszerkezetüket általában a Schaeffler-diagramon ellenőrzik (1. ábra). Szilárdságuk hőkezelés hatására nem változik, de N-ötvözéssel és hengerléssel növelhető. Hegesztést vagy hőkezelést követő lassú hűlés következtében C-os tartományban a szemcsehatáron karbidok válhatnak ki, amelyek kristályközi korróziót okozhatnak. Ezek a kiválások titán- vagy nióbiumötvözéssel megakadályozhatók. Ausztenites acélnál nem beszélhetünk határozott képlékeny-rideg átmenetről, kis hőmérsékleten sem ridegednek el, így igen kis hőmérsékleten is üzemelhetnek szerkezeti elemként. Emellett nagy hőmérsékleten is megőrzik szilárdságukat % ferrittartalom esetén 400 C-os üzemre is képesek, így az alkalmazhatóságuk igen széles intervallumban mozog. Ezek tulajdonságok teszik lehetővé, hogy nukleáris rektorok anyagaként szolgálnak. A saválló acélok felülete passzív réteggel védekezik a felületi korrózióval szemben. E filmszerűen kialakuló vékony króm-oxid, pórusmentes réteg épsége létfontossága az anyagnak. Már a kisebb sérülések is helyi korróziós pontként viselkedhetnek. Ez az oxidréteg szabad levegőn tárolás hatására automatikusan kialakul. Egyenletességét pácoló eljárással érik el. 3
. Szilárdságuk hőkezelés hatására nem változik, de N-ötvözéssel és hengerléssel növelhető.")
4 Amennyiben a korróziós nyom felületi kiterjedése és mélysége közel azonos, akkor bemarásról, ha a mélység sokkal nagyobb a felületi átmérőnél, akkor pittingről beszélünk. Ez a rozsdamentes acélok legjellemzőbb korróziós tönkremenetele, főleg kloridos közegben alakul ki. Mivel kicsi felületre koncentrál a folyamat, így gyorsan károsíthat, különösen vékony le-mezeken. Gyakran ezek a tűszúrásszerű lyukak szabad szemmel is láthatók, és jól elkülöníthetők az anyag többi, sértetlen részétől. Leggyakrabban klór- vagy más halogéntartalmú közegben alakul ki. 4

5 Erre a jelenségre lehet úgy tekinteni, mint a lyukkorrózió külön esete, de mivel a legtöbb szakirodalom külön tárgyalja, mi is ezt tesszük. A pitting olyan változata ez, ahol a lyuk ki-alakulását a szerkezet geometriája elősegíti. Ilyenek lehetnek zárványok, sorja, tökéletlen illeszkedés vagy nem megfelelő beolvadás. Az így kialakuló réseknek eléggé szélesnek kell lennie, hogy az elektrolit be tudjon hatolni, de eléggé keskenynek is, hogy az bent maradjon, úgymond pangjon. Az így kialakuló cellát nehéz lehet megszüntetni a rés geometriája miatt. Ilyen pontok gyakran alakulnak ki tengeri hegesztett szerkezeten, ott, ahol a fém ki van téve a hullámok fröcskölő hatásának. 5

6 Kialakulásának több oka lehet. Mechanikai és korróziós igénybevétel együttes hatására alakulhat ki. Ez lehet fárasztás, hajlítás vagy húzás. Hatására transzkrisztallin repedések alakulnak ki. Ide sorolják a sárgarezekben, szennyezett légkörben, mechanikai hatásra kialakuló korróziót is, annak ellenére, hogy az interkrisztallin repedéseket eredményez. 6

7 Igen gyakori titánnal stabilizált acélok hegesztett kötéseiben. Keletkezését az összeolvadási határhoz közel eső szemcsék határán kiválásokkal hozzák összefüggésbe. Legtöbbször erősen oxidáló anyagok hatására alakul ki. A kis széntartalmú (C <0,033%) acélok nem érzékenyek az ilyenfajta korrózióra. Mivel az ausztenites acélok jellemző korróziós tönkremenetele a rés- és lyukkorrózió, ezért a továbbiakban ezeket tárgyaljuk. Az ilyen fajta korrózió kialakulásának három legnagyobb tényezője a kloridtartalom, hőmérséklet és anyagösszetétel. Például az egyik leggyakrabban használt ausztenites acél, a már 10 C-on is érzékenynek számít 2% kloridot tartalmazó oldattal szemben. Ez a tengervíz töménysége közelítő-leg. Melegebb hőmérsékleten (közel szobahőmérséklet) a biztonságos kloridtartalom körülbelül 150 ppm (150 mg/l). A kémiailag stabilabb vagy acélt előszeretettel használják tengervízben, de hőmérséklet-emelkedés hatására korróziónak tehetjük ki. Az ausztenites acélok passzív króm-oxid réteggel védekeznek a korrózióval szemben. Ez a réteg hegesztés hatására megsérül, és helyreállítása szükséges ahhoz, hogy a szerkezet ellenálló legyen korrózióval szemben. Erre való a pácolás. Ilyenkor egy pasztaszerű, savas kémhatású anyagot viszünk fel a varratra és a hőhatásövezetre. Ez a réteg megmarja az anyagot és a varratot néhány mikron vas-tagon. Ezután a pasztát el kell távolítani, és varratot állni kell hagyni 48 órát. Ezalatt kialakul rajta újra az oxidréteg, amely egyenletesen vastag és összefüggő lesz. Kaphatók gyorsítók is melyeket a paszta eltávolítása után kell felvinni a varratra, amelyen ennek hatására gyorsabban kialakul a szükséges oxidréteg. 7

8 Ausztenites acélok hegesztéséhez olyan hegesztőanyagot érdemes választani, amely az alapanyagéval azonos vagy ötvözöttségben csak kismértékben tér el, számolva a párolgási (Mn) és kiégési (Ti, Si, Cr) veszteségekre, a fokozott maradó feszültségre és az egyenetlen varratfelületre. A hegesztőanyag-gyártók gyakran ajánlatokat tesznek katalógusaikban, hogy milyen összetételű hozaganyagokat javasolnak a leggyakrabban használt korrózióálló acélokhoz, a fent említetteket szem előtt tartva. Erről a következő fejezetben írok. A 18/8-as ausztenites acélok többsége δ-ferrit fázist tartalmaz. Ennek meghatározására a DeLong-diagram vagy mágneses mérésen alapuló eljárások alkalmazhatók (Feritscope). Ha a nikkelegyenérték meghatározásához a nitrogéntartalom nem ismert, akkor volfrámelektródás és bevontelektródás hegesztésnél 0,06%-os nitrogéntartalmat, míg védőgázos hegesztésnél, tömör huzalelektródával 0,08%-os nitrogéntartalmat lehet figyelembe venni. A δ-ferrit jelenléte a varratban az elvárásoknak megfelelően elfogadott vagy nem. Mivel az ausztenites acélok melegrepedésre érzékenyek, gyakran 4-6% δ-ferrit a megengedett, ennek csökkentésére, mivel a ferrit a repedést okozó elemeket jobban oldja, mint a FKK kristályrácsú ausztenit. A δ-ferrit növeli a rideg képlékeny átmeneti hőmérsékletet is, amely csökkenti az ausztenites acél hidegszívós alkalmazhatóságát. A következő táblázatok összefoglalják a δ-ferrit hatását a hegesztett varratokra. 8

9 A lyukkorrózióval szembeni ellenállás számmal jellemezhető tulajdonság. Erre vezették be a PREN-t (Pitting Resistance Equivalent). Mint láthatjuk, csak az anyag összetételétől függ. PREN = Cr% + 3,3 Mo% + 16 N% A képlet eltérhet abban, hogy mennyi a nitrogén szorzója, egyes képletekben ez akár 30 is lehet. Módosított képletben szerepel a volfrám is. PREN = Cr% + 3,3 (Mo% W%) + 16 N% A molibdénnel erősen ötvözött szuperausztenites acélok esetén a PREN es tartományban van, míg a hagyományos ausztenites acéloknál legfeljebb 25-ös értékről beszélhetünk. Adatbázisokban gyakran találhatunk kiszámított PREN listát. Egy ilyenből állítottunk össze egy diagramot az elterjedtebb ausztenites acélokra vonatkozóan. 9
 + 16 N% A molibdénnel erősen ötvözött szuperausztenites acélok esetén a PREN 35 50- es tartományban van, míg a hagyományos ausztenites acéloknál legfeljebb 25-ös értékről")
10 Mint tudjuk, a hegesztés folyamata metallurgiai változásokat eredményez, mind a varratban, mind a hőhatásövezetben. A legtöbb esetben ez a korrózióval szemben ellenállást csökkenti, de ez a hatás minimalizálható a megfelelő hegesztőanyag és hegesztési paraméterek megválasztásával. Vegyük sorra a befolyásoló tényezőket a hegesztés folyamata során: Hegesztés tervezése, Gyártástechnológia, Hegesztés kivitelezése, Hegesztési sorrend, Páratartalom, Szerves anyagok jelenléte, Oxidréteg, Fröcskölés, Tökéletlen beolvadás vagy keveredés, Porozitás, Repedések, Feszültség, Hegesztőanyag, Felületi utókezelés Vegyük sorra a metallurgiai befolyásoló tényezőket: Mikrodúsulások, Másodlagos fázisok kiválása, Újrakristályosodás és szemcsedurvulás a hőhatás övezetben, Keveredés nélküli zónák létrejötte, Ötvözőelemek kiégése, Zárványok Hegesztés hatására korrózióra érzékeny zónák jöhetnek létre. Ennek oka a króm-karbid kiválása a szemcsehatáron, amely a króm csökkenését eredményezi a szemcsehatár környezetében. Ez a csökkenés egy lokalizált korróziós cella létrehozását eredményezi. Amennyiben a krómtartalom kevesebb itt, mint 12%, akkor ez a pont korrózióra érzékeny. Ilyen pontok leggyakrabban a hőhatásövezetben alakulnak ki. 10

11 11

12 A három alapanyag, két különféle hegesztőanyag, két különböző gyökvédőgáz (argon és nitrogén). A következő szabályokat állítottuk fel hegesztési terv összeállításához: Minden alapanyag-párosítást meghegeszteni Mindkét hegesztőanyaggal Mindkét gyökvédőgázzal Ez összesen 24 minta, amely alapján meg tudjuk állapítani, melyik hegesztőanyag mutatja a jobb korróziós tulajdonságot. Ezen felül nitrogén gyökvédőgázzal készítettünk hézaggal illesztett varratokat is. Ez további 6 varrat. Továbbá készítettünk saját anyaggal hegesztett mintákat, ahol az alapanyagokat csak saját magukkal párosítottuk. Itt különböző gyökvédőgázokat is kipróbáltunk. Ez további 6 varrat. 12

13 A varratok elkészítésére a DINOX-H Nemesacéltermék Kft. Tatabányai telephelyén került sor. A varratokat tapasztalt, minősített hegesztő készítette, a pontos utasításainkat követve. A 4. táblázat az elkészített varratok hegesztési paramétereit tartalmazza. 13

14 1. Hegesztett lemezek egyértelmű megjelölése, lézergravírozással, vagy beütéssel milliméteres mintadarabok kivágása a hegesztett lemezekből 3. Mintadarabok sorjázása, 120p papírral, vizes csiszolással 4. Minták tisztítása, alkohollal 5. Minták pácolása, 20 perc, szobahőmérsékleten, közeg: 20% HNO, 3,5% HF 6. Minták tisztítása, ultrahangos tisztítóval, majd alkohollal 7. Minták pihentetése, 48 óra 8. Korróziós tesz előkészítése a. Töménység számítása b. Oldat bekeverése c. Üvegek előkészítése órás korróziós tesz, 1%-os oldatban, szobahőmérsékleten 10. Minták tisztítása, ultrahangos tisztítóval, majd alkohollal 11. Minták pihentetése, 24 óra 12. Szemrevételezés 13. Mikroszkópi vizsgálat, 25, majd 50 nagyítással 14. Pittingek megszámolása minden varraton és hőhatásövezetben, adatok rögzítése 15. Kiértékelés kialakult pittingek száma alapján 14

15 A vizsgált minták pácoláson estek át. A szabvány szerint előírt pácolásra nem volt lehetőségünk, amely 60 C-on, 5 perces pácolást javasolt. Ehelyett 20 perces, szobahőmérsékletű pácolást alkalmaztunk. Ez követte az előírt 48 órás pihentetés. A lemezek felülete nagyban megkönnyítette az anyagok beazonosítását. A 10. ábrán látható egy hegesztett inhomogén kötés. A felső lemez , az alsó Megfigyelhető, hogy az alsó lemez felülete jellegzetes rajzolatot mutat, amely a pácolás hatására, még jobban előjött. Ennek hasznát vettük a mikroszkópi vizsgálatoknál, amikor azt kellett beazonosítani, hogy melyik alapanyaghoz tartozik, az adott HAZ. A töménység meghatározásához kísérletsorozatot végeztünk, hisz szobahőmérsékleten a kísérlet használhatatlan lenne 6%-os oldattal. Mivel tudtuk, hogy az alapanyag gyengébb korróziós tulajdonságokkal rendelkezik, mint a hegesztőanyag, így ezeket használtuk fel. 1%, 2% 3% és 4,5%-os töménységeket próbáltunk ki, pácolatlan lemezeken, amelyeken tömegcsökkenést mértünk, illetve pittingek számát vettük figyelembe. Mikor sikerült nagyjából behatárolni a későbbiekben felhasználandó töménységet, pácolt lemezeken folyatattuk a kísérleteket. Ezeket a fentiek szerint értékelve jutottunk el az 1%-os és a 2%-os oldathoz. 15

16 A mikroszkópi vizsgálatok során gyakran felmerült a kérdés, hogy mi számít pittingnek. A lyukak mérete gyakran eltért, mint az a 11. és 12. ábrán látható. A varratok felületét 25 nagyítással vizsgáltuk, majd a feltételezett lyukakat, 50 nagyítással is megvizsgáltuk. A szabvány azokat tekinti pittingnek, amelyeket már x20-as nagyítással lehet beazonosítani, ehhez pedig tapasztalat szükséges. A pittingek átmérője széles skálán mozgott, 100 és 1000 mikrométer között. Gyakran találkoztunk olyan pontokkal, amelyekről még 50 nagyítás során sem dőlt el, hogy az pitting, pittingkezdemény, felületi hiba vagy csak egy sötét szemcse. Egy másik gyakori probléma, egy-egy ilyen pitting mezőt, hány darabnak számítjuk. Megoldásnak az született, hogy egy-egy ilyen mezőt egy darabnak veszünk, hisz a tapasztalatok mutatják, hogy a kialakult pittingzónák száma, jól jellemzi a korróziós tulajdonságokat, valamint a szakirodalom is egynek számolja az ilyen területeket. A gyökök mikroszkópi vizsgálata gyakran nehézségbe ütközött, ezek fő ok a geometria. Mivel az optikai mikroszkóp gyenge mélységélességgel rendelkezik, így a gyökön gyakran nehezen fényképezhető pittingeket találtunk, ilyet ábrázol az első kép. A másik felmerült probléma, hogy nehéz megfelelően kontrasztos képet készíteni a görbe felületű gyökről. Ez mind a pitting beazonosítását, mind a felvételkészítést megnehezítette. Ezen problémák kiküszöbölésére a kérdéses gyököket, megfelelő világítás alatt megvizsgáltuk asztali nagyítóval. Az eredmények egyeztek és sokszor derítettek fényt korábbi hibás megállapításra. 16

17 Megvizsgáltuk a varratok ferrittartalmát Feritscope műszer segítségével. A kapott eredmények 6 és 10% közötti intervallumba estek, ezek szerint a varratok a kis megengedett ferrit mennyiség besorolásba esnek. Mivel az alapanyagok összetétele határok között mozog, így a legrosszabb esetet vettem figyelembe a táblázat elkészítésénél. Láthatjuk, hogy a hegesztőanyagok PREN-je nagyobb, mint az alapanyagoké, ezért való-színű, hogy az alapanyag korróziója lesz jelentősebb, mint a varraté. Ez alapján az elméleti számítás alapján, látható, hogy az os hegesztőanyag a jobb korróziós tulajdonságú. Mivel a hegesztés hatására az alapanyag és a hegesztőanyag keveredik, így összetételük változhat a keresztmetszet mentén. Annak vizsgálatára, hogy ez jelentős-e, EDS vizsgálatot végeztünk, ahol az elektronnyalábbal bevilágított anyagról kapott karakterisztikus röntgensugárzás válaszból határozza meg az anyag összetételt. Vonal menti elemezést végeztünk (50 pontból) 4 kiválasztott mintán. Ezek kiválasztásánál, figyelembe vettük, hogy mindkét hegesztőanyagot, illetve a kettő legtöbbet használt alap-anyagot vizsgáljuk. A következő diagramok bemutatják, hogy ennek a vonal menti analízis eredményét. A mérés lényege, vizsgálni, hogy van-e nagy eltérés a PREN-t befolyásoló tényezőkben. A diagram kezdete az alapanyag, vége pedig a hegesztett varrat közepe. 17

18 Kiértékelés: Jelentős eltérés nem tapasztalható az összetételben, a varrat keresztmetszete mentén. A diagram jól jelzi, hogy a varrat krómtartalma nagyobb, hisz a bemutatott hegesztőanyagok több krómot tartalmaznak az alapanyagokénál. Láthatjuk, hogy nincs jelentős ugrás, illetve eltérés króm- és molibdéntartalomban. Amikor egy-egy pont kiugrik a króm görbéjében, valószínűsíthető, hogy egy karbidszemcsére esett az adott pont, így ezek a pontok a kiértékelést nem befolyásolják. 18

19 A kiértékelés alapjául szolgáló adat a pittingek száma lesz. Ezeket táblázatos formába rendezve összehasonlítjuk, vizsgálva a hegesztőanyagokat, a gyökvédőgázt és a hézag hatását. A kiértékelésekkel kapcsolatos egyik tapasztalat, az, hogy a pittingek száma nem pontos összehasonlítási alap. Amennyiben a két adatsor eredményei között kevés a különbség, az eredmény nem egyértelmű. A táblázatok csak a varratfémen kialakult pittingek számát tartalmazza. Ennek oka, hogy a hőhatásövezet (HAZ) eredményei között összefüggést nem sikerült megállapítani, erre külön kísérletsorozatot javaslok. Láthatjuk, hogy az eredmények alapanyag párosításonként más-más hegesztőanyagok igazolhatnak. Ezért nem mondhatjuk ki az, hogy az os anyag minden esetben a jó döntés. Az eredményeket szét kell bontanunk alapanyagokra. 19
 eredményei között összefüggést nem sikerült megállapítani, erre külön kísérletsorozatot javaslok.")
 eredményei nem ennyire egy-értelműek, de a második sorozatban megszámolt pittingek száma láthatóan az 1.4576-os hegesztőanyagot igazolja.")
20 Ehhez az alapanyaghoz javaslom az os hegesztőanyagot. Az argon gyökvédőgázos hegesztésnél (5. táblázat) látható, hogy az a megfelelő hegesztő anyag. A különbség egy-értelmű. A nitrogén gyökvédőgázos hegesztés (5. táblázat) eredményei nem ennyire egy-értelműek, de a második sorozatban megszámolt pittingek száma láthatóan az os hegesztőanyagot igazolja. Mivel ez az eredmény nem egyezik a gyártó ajánlásával, további vizsgálatot végeztünk. A varratban elektronmikroszkóppal vizsgáltuk az anyagösszetételt a 3-as és 8-as mintán. A vizsgálat eredményein látszik, hogy valóban az os hegesztőanyag a megfelelő, így a gyártó ajánlásával ellentétben továbbra is ezt javaslom Mind a pittingek számának értékeléséből levont következtetés, mint az anyagösszetétel vizsgálatok eredményei egybeesnek, miszerint a két hegesztőanyag közel azonos mértékben áll ellen a lyukkorróziós igénybevételnek. A gyártó ajánlása szerint ennek az alapanyagnak hegesztésére mindkét alapanyag jól megfelel. Javaslatom, hogy az es alapanyag hegesztésére mindkettő hegesztőanyag közel azonosan megfelel. Vegyes kötések Javaslatom az os hegesztőanyag, valamint a 5. táblázatokban látható, hogy a vegyes kötéseknél rendszerint az os hegesztőanyag hozza a jobb eredményt. 20


21 Itt azt vizsgáljuk, hogy az azonos hegesztőanyaggal, de eltérő gyökvédelemmel készült minták, milyen eredményt hoztak. Ismerjük a nitrogén jótékonyhatását a korróziós tulajdonságokkal kapcsolatban. A kísérlet a várt eredményt, hozta. A nitrogén gyökvédelem jobb a varrat korróziós tulajdonságainak, hisz a nitrogén, igen jelentősen képes növelni a lyuk korrózióval szembeni ellenállást, mint az a PREN számítási képlete is mutatja. Az eredményen látszik, hogy a töménység hatására csökken a nitrogén hatása. 21

22 Itt azt vizsgáljuk, hogy a hézagnak van-e hatása a varrat korróziós tulajdonságaira, és ha van, akkor milyen. A kapott eredmények nagyon összefüggéstelenek, nem mutatnak semmilyen kapcsolatot. A kérdés pontos megválaszolásához további kísérletsorozatot javaslok különböző méretű hézagokkal. Tapasztalatunk, hogy az illesztési hézag tartása nem mindig volt sikeres a hegesztési alatt. Ennek oka a vetemedés, elhárítására merev (lehetőleg alakkal záró kötés típusú) lefogatást javaslok. 22
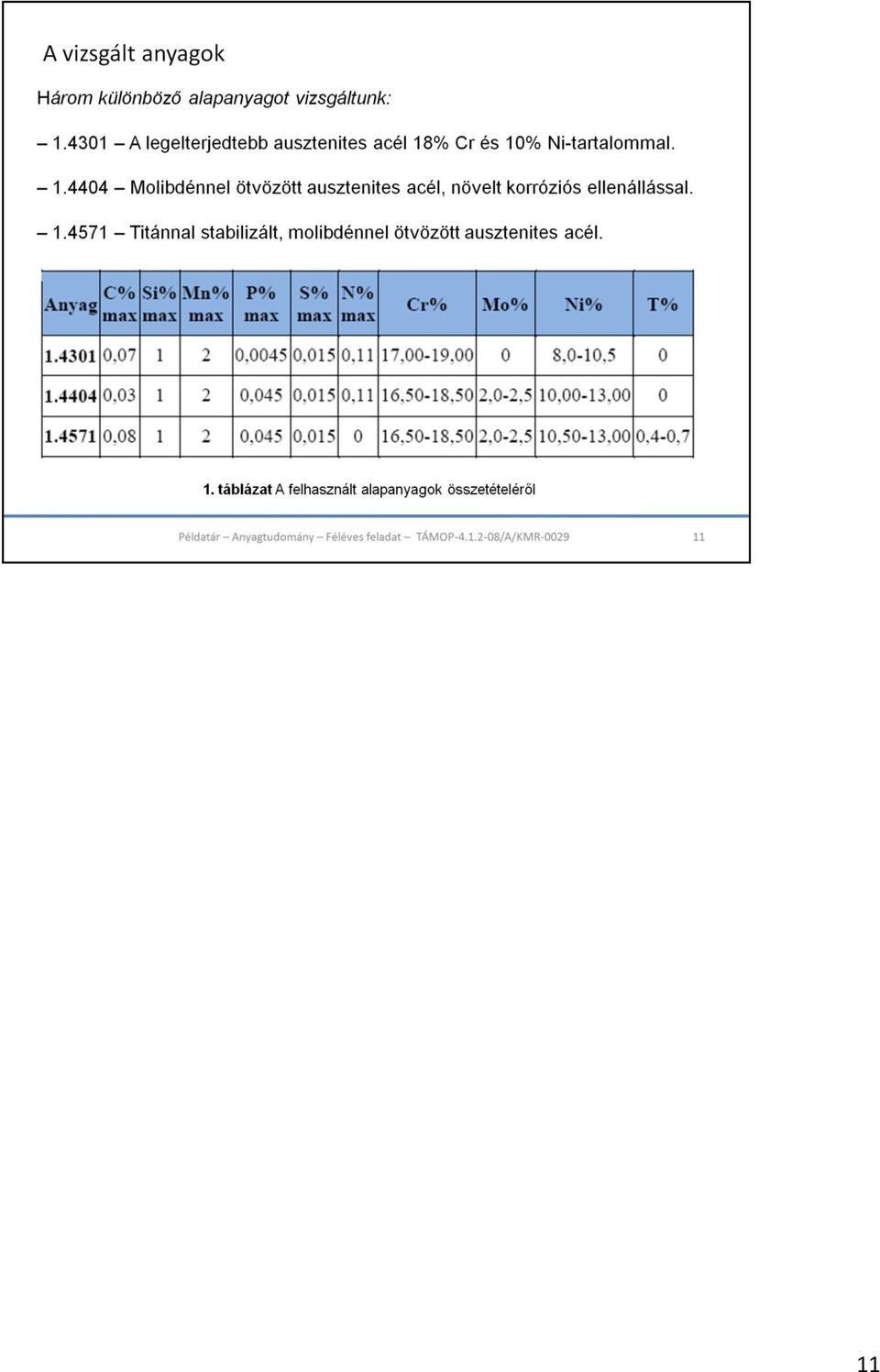
23 A megfelelő hegesztett varrat elkészítéséhez elengedhetetlen a megfelelő hegesztőanyag. Az irodalomkutatásban kitérek a hegesztőanyag választás alapelveire ausztenites acélokhoz, valamint bemutatok gyártók által javasolt hegesztőanyagokat. Foglalkozok a hegesztés hatásával a korróziós tulajdonságokra, valamint a lyukkorrózióval szemben ellenállást jellemző egyenértékkel, a PREN-nel. Bemutatásra kerülnek az általunk vizsgált alapanyagok (1.4301, és.14571) és hegesztőanyagok ( és ). A minták lézersugaras vágással daraboltuk fel, majd sorjáztuk és pácoltuk. Két különböző töménységű, 1%-os és 2%-os vas(iii)-klorid oldatot használtuk, így két sorozat készült el. A minták 2,5 mm vastag lemezekből készültek és 24 órán keresztül voltak kitéve a korrodáló közegnek 24 C-on. A mintákon megszámoltuk a pittingek számát, külön a gyök és korona oldalon, valamint a varraton illetve a hőhatásövezetben. Ezeket az eredményeket táblázatos formába gyűjtöttem, ez szolgált a kiértékelés alapjául. A pittingek átmérője széles skálán mozgott, 100 és 1000 mikrométer között. A kísérlet kivitelezésével kapcsolatos megfigyelésekkel és tapasztalatokkal külön részleteztük: ilyenek voltak a pittingek beazonosításával kapcsolatos problémák, vas(ii)-klorid megjelenése az oldatban, kontraszt és élességproblémák az optikai mikroszkópos vizsgálatnál. Az eredmények kiértékelésénél három szempontot vettünk figyelembe: Melyik hegesztőanyagot érdemes használni a különböző alapanyagoknál? Mi a hatása a gyökvédőgázoknak? Mi a hézag hatása a korróziós tulajdonságokra? 23
24 24
25 A mellékletben a mintákról a korróziós kísérletek elvégzése után készített fényképek láthatók. 25
26 26
Hőkezelő technológia tervezése
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Korszerű duplex acélok hegesztéstechnológiája és alkalmazási lehetőségei; a BME Anyagtudomány és Technológia Tanszék legújabb kutatási eredményei
 Új szerkezeti acélok hegeszthetősége és a kapcsolódó hegesztéstechnológiai újdonságok Szakmai nap, 2010. április 29. Korszerű duplex acélok hegesztéstechnológiája és alkalmazási lehetőségei; a BME Anyagtudomány
Új szerkezeti acélok hegeszthetősége és a kapcsolódó hegesztéstechnológiai újdonságok Szakmai nap, 2010. április 29. Korszerű duplex acélok hegesztéstechnológiája és alkalmazási lehetőségei; a BME Anyagtudomány
Hegeszthetőség és hegesztett kötések vizsgálata
 Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
Korrózióálló acélok felületkezelési eljárásai. Pető Róbert
 Korrózióálló acélok felületkezelési eljárásai Pető Róbert 1. Miért? 2. Mikor? 3. Hogyan? 4. Egyéb felhasználási lehetőségek 1. Miért? 2. Mikor? 3. Hogyan? 4. Egyéb felhasználási lehetőségek Miért? A jó
Korrózióálló acélok felületkezelési eljárásai Pető Róbert 1. Miért? 2. Mikor? 3. Hogyan? 4. Egyéb felhasználási lehetőségek 1. Miért? 2. Mikor? 3. Hogyan? 4. Egyéb felhasználási lehetőségek Miért? A jó
Kétalkotós ötvözetek. Vasalapú ötvözetek. Egyensúlyi átalakulások.
 Kétalkotós ötvözetek. Vasalapú ötvözetek. Egyensúlyi átalakulások. dr. Fábián Enikő Réka fabianr@eik.bme.hu BMEGEMTAGM3-HŐKEZELÉS 2016/2017 Kétalkotós ötvözetrendszerekkel kapcsolatos alapfogalmak Az alkotók
Kétalkotós ötvözetek. Vasalapú ötvözetek. Egyensúlyi átalakulások. dr. Fábián Enikő Réka fabianr@eik.bme.hu BMEGEMTAGM3-HŐKEZELÉS 2016/2017 Kétalkotós ötvözetrendszerekkel kapcsolatos alapfogalmak Az alkotók
tervezési szempontok (igénybevétel, feszültségeloszlás,
 Elhasználódási és korróziós folyamatok Bagi István BME MTAT Biofunkcionalitás Az élő emberi szervezettel való kölcsönhatás biokompatibilitás (gyulladás, csontfelszívódás, metallózis) aktív biológiai környezet
Elhasználódási és korróziós folyamatok Bagi István BME MTAT Biofunkcionalitás Az élő emberi szervezettel való kölcsönhatás biokompatibilitás (gyulladás, csontfelszívódás, metallózis) aktív biológiai környezet
Korszerű duplex korrózióálló acélok hegeszthetőségi kérdései
 25. Jubileumi Hegesztési Konferencia Budapest, 2010. május 19 21. Korszerű duplex korrózióálló acélok hegeszthetőségi kérdései Sándor Tamás ESAB Kft., H-1065 Budapest, Teréz krt. 55-57. C lépcsőház, II.
25. Jubileumi Hegesztési Konferencia Budapest, 2010. május 19 21. Korszerű duplex korrózióálló acélok hegeszthetőségi kérdései Sándor Tamás ESAB Kft., H-1065 Budapest, Teréz krt. 55-57. C lépcsőház, II.
Duplex acélok lézersugaras hegesztésekor lejátszódó metallurgiai folyamatok. Metallurgical processes at laser welding of duplex stainless steels
 Duplex acélok lézersugaras hegesztésekor lejátszódó metallurgiai folyamatok Metallurgical processes at laser welding of duplex stainless steels FÁBIÁN Enikő Réka Budapesti Műszaki Egyetem, Anyagtudomány
Duplex acélok lézersugaras hegesztésekor lejátszódó metallurgiai folyamatok Metallurgical processes at laser welding of duplex stainless steels FÁBIÁN Enikő Réka Budapesti Műszaki Egyetem, Anyagtudomány
Az ömlesztő hegesztési eljárások típusai, jellemzése A fogyóelektródás védőgázas ívhegesztés elve, szabványos jelölése, a hegesztés alapfogalmai
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
KORSZERŰ KORRÓZIÓÁLLÓ ACÉLOK HEGESZTÉSE
 Dr. Palotás Béla: KORSZERŰ KORRÓZIÓÁLLÓ ACÉLOK HEGESZTÉSE Budapesti Műszaki és Gazdaságtudományi Egyetem Dunaújvárosi Főiskola Műszaki Intézet Anyagtudományi Tanszék Anyagtudomány és Technológia Tanszék
Dr. Palotás Béla: KORSZERŰ KORRÓZIÓÁLLÓ ACÉLOK HEGESZTÉSE Budapesti Műszaki és Gazdaságtudományi Egyetem Dunaújvárosi Főiskola Műszaki Intézet Anyagtudományi Tanszék Anyagtudomány és Technológia Tanszék
LDX2101 ÉS 2205 TÍPUSÚ DUPLEX ACÉL LÉZERSUGARAS ÉS VOLFRÁMELEKTRÓDÁS HEGESZTÉSE. A hegesztési technológiák hatása a varratok szövetszerkezetére
 LDX2101 ÉS 2205 TÍPUSÚ DUPLEX ACÉL LÉZERSUGARAS ÉS VOLFRÁMELEKTRÓDÁS HEGESZTÉSE A hegesztési technológiák hatása a varratok szövetszerkezetére LASER WELDING AND TIG WELDING OF LDX2101 AND 2205 TYPE DUPLEX
LDX2101 ÉS 2205 TÍPUSÚ DUPLEX ACÉL LÉZERSUGARAS ÉS VOLFRÁMELEKTRÓDÁS HEGESZTÉSE A hegesztési technológiák hatása a varratok szövetszerkezetére LASER WELDING AND TIG WELDING OF LDX2101 AND 2205 TYPE DUPLEX
!MICHAEL KFT Csavar és kötőelem szaküzlet '1103 Budapest Gyömrői út 150 Telfon:0611/4310170 Fax:06/1/260-36-46
 !MICHAEL ' Telfon:0611/4310170 Fax:06/1/260-36-46 i '/; -""1' Igényesetén a hitelesitett műbizonylat a fenti cimen kérhető! Kötőelemeink A1, A2 és A4-es minőségi ostályba sorolhatók, ausztenites acélokból
!MICHAEL ' Telfon:0611/4310170 Fax:06/1/260-36-46 i '/; -""1' Igényesetén a hitelesitett műbizonylat a fenti cimen kérhető! Kötőelemeink A1, A2 és A4-es minőségi ostályba sorolhatók, ausztenites acélokból
ACÉLOK MÉRNÖKI ANYAGOK
 ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
Duplex acélok hegesztett kötéseinek szövetszerkezeti vizsgálata
 25. Jubileumi Hegesztési Konferencia Budapest, 2010. május 19 21. Duplex acélok hegesztett kötéseinek szövetszerkezeti vizsgálata Balázs János (a), Nagy Hinst Adrián (b), Dobránszky János (c) a) BME Gépészmérnöki
25. Jubileumi Hegesztési Konferencia Budapest, 2010. május 19 21. Duplex acélok hegesztett kötéseinek szövetszerkezeti vizsgálata Balázs János (a), Nagy Hinst Adrián (b), Dobránszky János (c) a) BME Gépészmérnöki
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK. Anyagismeret 2007/08. Károsodás. Témakörök
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret 2007/08 Károsodás Dr. Lovas Jenő jlovas@ eik.bme.hu Dr. Éva András mal.eva@mail.datanet.hu Témakörök Bevezetés Tönkremeneteli módok Fáradás, méretezés
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret 2007/08 Károsodás Dr. Lovas Jenő jlovas@ eik.bme.hu Dr. Éva András mal.eva@mail.datanet.hu Témakörök Bevezetés Tönkremeneteli módok Fáradás, méretezés
Hidász Napok A MINDEN-KORR Korrózióvédelmi Mérnökiroda Bt. szeretettel üdvözli a konferencia résztvevőit. Visegrád,
 A MINDEN-KORR Korrózióvédelmi Mérnökiroda Bt. szeretettel üdvözli a konferencia résztvevőit. Acélszerkezetű hidak korrózióvédelmi tervezése Cégünk 10 éve kapcsolódott be az új, valamint a felújításra kerülő
A MINDEN-KORR Korrózióvédelmi Mérnökiroda Bt. szeretettel üdvözli a konferencia résztvevőit. Acélszerkezetű hidak korrózióvédelmi tervezése Cégünk 10 éve kapcsolódott be az új, valamint a felújításra kerülő
ÖNTÖTTVASAK HEGESZTÉSE
 Budapesti Műszaki és Gazdaságtudományi Egyetem ÖNTÖTTVASAK HEGESZTÉSE Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Öntöttvasak??? Hipoeutektikus öntöttvasak Hipereutektikus öv.-k
Budapesti Műszaki és Gazdaságtudományi Egyetem ÖNTÖTTVASAK HEGESZTÉSE Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Öntöttvasak??? Hipoeutektikus öntöttvasak Hipereutektikus öv.-k
ACÉLOK HEGESZTHETŐSÉGE
 ACÉLOK HEGESZTHETŐSÉGE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 A hegeszthetőség fogalma Az acél hegeszthetősége
ACÉLOK HEGESZTHETŐSÉGE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 A hegeszthetőség fogalma Az acél hegeszthetősége
Gyakorlati tapasztalatok hegesztett kötések eljárásvizsgálatában
 Fodor Olivér- Lehoczky Judit Gyakorlati tapasztalatok hegesztett kötések eljárásvizsgálatában A hegesztési varratok megfelelősége, különböző szabvány előírások szerinti eljárásvizsgálatok, vagy technológiavizsgálatok
Fodor Olivér- Lehoczky Judit Gyakorlati tapasztalatok hegesztett kötések eljárásvizsgálatában A hegesztési varratok megfelelősége, különböző szabvány előírások szerinti eljárásvizsgálatok, vagy technológiavizsgálatok
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÁTEDZHETŐ ÁTMÉRŐJÉNEK MEGHATÁROZÁSA Dr. Palotás Béla / Dr. Németh Árpád palotasb@eik.bme.hu A gyakorlat előkészítő előadás fő témakörei Az
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÁTEDZHETŐ ÁTMÉRŐJÉNEK MEGHATÁROZÁSA Dr. Palotás Béla / Dr. Németh Árpád palotasb@eik.bme.hu A gyakorlat előkészítő előadás fő témakörei Az
A duplex szerkezetű korrózióálló acélok és hegesztésük.
 KOMÓCSIN MIHÁLY (Miskolci Egyetem) A duplex szerkezetű korrózióálló acélok és hegesztésük. A korrózióval szembeni fokozott ellenállást a vasbázisú ötvözetekben csak jelentős mennyiségű ötvözéssel lehet
KOMÓCSIN MIHÁLY (Miskolci Egyetem) A duplex szerkezetű korrózióálló acélok és hegesztésük. A korrózióval szembeni fokozott ellenállást a vasbázisú ötvözetekben csak jelentős mennyiségű ötvözéssel lehet
Duplex acél vékony leidezek vegyes kötésének hegesztése
 KUTATÁS-FEJ LESZTÉS Lorinc Zsuzsanna*, Buza Gábor**, Csizmazia János***, Bitay Eniko****, Dobránszky János***** Duplex acél vékony leidezek vegyes kötésének hegesztése A duplex acélok hegesztett kötéseiben
KUTATÁS-FEJ LESZTÉS Lorinc Zsuzsanna*, Buza Gábor**, Csizmazia János***, Bitay Eniko****, Dobránszky János***** Duplex acél vékony leidezek vegyes kötésének hegesztése A duplex acélok hegesztett kötéseiben
VÉDÕGÁZOK, GÁZKEVERÉKEK KORRÓZIÓÁLLÓ ACÉLSZERKEZET GYÁRTÁSHOZ (2. rész)
") Dr. Mohácsi Gábor, Gyura László Linde Gáz Magyarország Zrt. VÉDÕGÁZOK, GÁZKEVERÉKEK KORRÓZIÓÁLLÓ ACÉLSZERKEZET GYÁRTÁSHOZ (2. rész) Az elõzõ számban megjelent cikk elsõ része a szerkezeti acélok ívhegesztésénél
Dr. Mohácsi Gábor, Gyura László Linde Gáz Magyarország Zrt. VÉDÕGÁZOK, GÁZKEVERÉKEK KORRÓZIÓÁLLÓ ACÉLSZERKEZET GYÁRTÁSHOZ (2. rész) Az elõzõ számban megjelent cikk elsõ része a szerkezeti acélok ívhegesztésénél
Rozsdamentes anyagok fertőződésének megelőzése
 Rozsdamentes anyagok fertőződésének megelőzése Nemesacél anyagok feldolgozása során rendkívül nagy figyelmet kell fordítani a felületkezelés szakszerűségére, megfelelő hegesztőanyagok és kötőelemek kiválasztására.
Rozsdamentes anyagok fertőződésének megelőzése Nemesacél anyagok feldolgozása során rendkívül nagy figyelmet kell fordítani a felületkezelés szakszerűségére, megfelelő hegesztőanyagok és kötőelemek kiválasztására.
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
Példatár Anyagtechnológia Elemi példa 3. Ausztenites és duplex acélok volfrámelektródás hegesztése
 Budapesti Műszaki és azdaságtudományi Egyetem Szent István Egyetem Óbudai Egyetem Typotex Kiadó TÁMOP-4.1.2-08/A/KMR-0029 Példatár Anyagtechnológia Elemi példa 3. Ausztenites és duplex acélok volfrámelektródás
Budapesti Műszaki és azdaságtudományi Egyetem Szent István Egyetem Óbudai Egyetem Typotex Kiadó TÁMOP-4.1.2-08/A/KMR-0029 Példatár Anyagtechnológia Elemi példa 3. Ausztenites és duplex acélok volfrámelektródás
Korszerű alumínium ötvözetek és hegesztésük
 MISKOLCI EGYETEM MECHANIKAI TECHNOLÓGIAI TANSZÉK Korszerű alumínium ötvözetek és hegesztésük Tanulmány Kidolgozta: Dr. Török Imre 1 - Meilinger Ákos 2 1 egyetemi docens, 2 mérnöktanár Készült: a TÁMOP-4.2.2.A-11/1/KONV-2012-0029
MISKOLCI EGYETEM MECHANIKAI TECHNOLÓGIAI TANSZÉK Korszerű alumínium ötvözetek és hegesztésük Tanulmány Kidolgozta: Dr. Török Imre 1 - Meilinger Ákos 2 1 egyetemi docens, 2 mérnöktanár Készült: a TÁMOP-4.2.2.A-11/1/KONV-2012-0029
Bevontelektródás ívhegesztés
 Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás ívhegesztés Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode:
Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás ívhegesztés Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode:
Az alumínium és ötvözetei valamint hegeszthetőségük. Komócsin Mihály
 Az alumínium és ötvözetei valamint hegeszthetőségük Magyar Hegesztők Baráti Köre Budapest 2011. 11. 30. Komócsin Mihály 1 Alumínium termelés és felhasználás A földkéreg átlagos fémtartalma Annak ellenére,
Az alumínium és ötvözetei valamint hegeszthetőségük Magyar Hegesztők Baráti Köre Budapest 2011. 11. 30. Komócsin Mihály 1 Alumínium termelés és felhasználás A földkéreg átlagos fémtartalma Annak ellenére,
ÁLTALÁNOS ISMERETEK. 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
Példatár Anyagtechnológia Diplomamunka feladat
 Budapesti Műszaki és azdaságtudományi Egyetem Szent István Egyetem Óbudai Egyetem Typotex Kiadó TÁMOP-4.1.2-08/A/KMR-0029 Példatár Anyagtechnológia Diplomamunka feladat Duplex korrózióálló acélok aktiválóporos,
Budapesti Műszaki és azdaságtudományi Egyetem Szent István Egyetem Óbudai Egyetem Typotex Kiadó TÁMOP-4.1.2-08/A/KMR-0029 Példatár Anyagtechnológia Diplomamunka feladat Duplex korrózióálló acélok aktiválóporos,
2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
A tételhez használható segédeszköz: Műszaki táblázatok. 2. Mutassa be a különböző elektródabevonatok típusait, legfontosabb jellemzőit!
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
Csikós Gábor Alumínium ötvözetek fogyóelektródás ívhegesztése, autóipari alkalmazás
 N aluminium building our world, respecting our planet W E S Csikós Gábor Alumínium ötvözetek fogyóelektródás ívhegesztése, autóipari alkalmazás 2011 november 30. Az alumínium ötvözése Legfontosabb cél:
N aluminium building our world, respecting our planet W E S Csikós Gábor Alumínium ötvözetek fogyóelektródás ívhegesztése, autóipari alkalmazás 2011 november 30. Az alumínium ötvözése Legfontosabb cél:
Tevékenység: Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit!
 Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit! 2.3 Lézersugaras hegesztés A lézersugaras hegesztés az MSZ EN ISO 4063:2000 szerint az 52-es azonosító számú csoportba
Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit! 2.3 Lézersugaras hegesztés A lézersugaras hegesztés az MSZ EN ISO 4063:2000 szerint az 52-es azonosító számú csoportba
FELÜLETI VIZSGÁLATOK ÉRZÉKENYSÉGI SZINTJEI. Szűcs Pál, okl. fizikus R.U.M. TESTING Kft.*
 FELÜLETI VIZSGÁLATOK ÉRZÉKENYSÉGI SZINTJEI Szűcs Pál, okl. fizikus R.U.M. TESTING Kft.* Az EN sorozatú szabványok megjelenésével megváltozott a szemrevételezéses vizsgálat (VT) feladata. Amíg korábban
FELÜLETI VIZSGÁLATOK ÉRZÉKENYSÉGI SZINTJEI Szűcs Pál, okl. fizikus R.U.M. TESTING Kft.* Az EN sorozatú szabványok megjelenésével megváltozott a szemrevételezéses vizsgálat (VT) feladata. Amíg korábban
Nanokeménység mérések
 Cirkónium Anyagtudományi Kutatások ek Nguyen Quang Chinh, Ugi Dávid ELTE Anyagfizikai Tanszék Kutatási jelentés a Nemzeti Kutatási, Fejlesztési és Innovációs Hivatal támogatásával az NKFI Alapból létrejött
Cirkónium Anyagtudományi Kutatások ek Nguyen Quang Chinh, Ugi Dávid ELTE Anyagfizikai Tanszék Kutatási jelentés a Nemzeti Kutatási, Fejlesztési és Innovációs Hivatal támogatásával az NKFI Alapból létrejött
A vizsgált anyag ellenállása az adott geometriájú szúrószerszám behatolásával szemben, Mérnöki alapismeretek és biztonságtechnika
 Dunaújvárosi Főiskola Anyagtudományi és Gépészeti Intézet Mérnöki alapismeretek és biztonságtechnika Mechanikai anyagvizsgálat 2. Dr. Palotás Béla palotasb@mail.duf.hu Készült: Dr. Krállics György (BME,
Dunaújvárosi Főiskola Anyagtudományi és Gépészeti Intézet Mérnöki alapismeretek és biztonságtechnika Mechanikai anyagvizsgálat 2. Dr. Palotás Béla palotasb@mail.duf.hu Készült: Dr. Krállics György (BME,
5.) Ismertesse az AWI hegesztő áramforrások felépítését, működését és jellemzőit, különös tekintettel az inverteres ívhegesztő egyenirányítókra!
 Ismertesse az AWI hegesztő áramforrások felépítését, működését és jellemzőit, különös tekintettel az inverteres ívhegesztő egyenirányítókra!") 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
KORRÓZIÓÁLLÓ ACÉLOK HEGESZTÉSE
 KORRÓZIÓÁLLÓ ACÉLOK HEGESZTÉSE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 TARTALOM Korrózi zióálló acélok
KORRÓZIÓÁLLÓ ACÉLOK HEGESZTÉSE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 TARTALOM Korrózi zióálló acélok
kezelési és karbantartási útmutatója ausztenites korrózióálló acélokhoz
 A kezelési és karbantartási útmutatója ausztenites korrózióálló acélokhoz Tartalom 1. Korrózióálló acélok...3 1a) Korrózióálló acélok alkalmazási területei...3 1b) Anyagválasztási szempontok...3 1c) Ausztenites
A kezelési és karbantartási útmutatója ausztenites korrózióálló acélokhoz Tartalom 1. Korrózióálló acélok...3 1a) Korrózióálló acélok alkalmazási területei...3 1b) Anyagválasztási szempontok...3 1c) Ausztenites
MUNKAANYAG. Ujszászi Antal. Fogyóelektródás védőgázas ívhegesztés anyagai, hegesztőhuzalok, védőgázok. A követelménymodul megnevezése:
 Ujszászi Antal Fogyóelektródás védőgázas ívhegesztés anyagai, hegesztőhuzalok, védőgázok A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma
Ujszászi Antal Fogyóelektródás védőgázas ívhegesztés anyagai, hegesztőhuzalok, védőgázok A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma
1. számú ábra. Kísérleti kályha járattal
 Kísérleti kályha tesztelése A tesztsorozat célja egy járatos, egy kitöltött harang és egy üres harang hőtároló összehasonlítása. A lehető legkisebb méretű, élére állított téglából épített héjba hagyományos,
Kísérleti kályha tesztelése A tesztsorozat célja egy járatos, egy kitöltött harang és egy üres harang hőtároló összehasonlítása. A lehető legkisebb méretű, élére állított téglából épített héjba hagyományos,
Mikroszkóp vizsgálata Folyadék törésmutatójának mérése
 KLASSZIKUS FIZIKA LABORATÓRIUM 8. MÉRÉS Mikroszkóp vizsgálata Folyadék törésmutatójának mérése Mérést végezte: Enyingi Vera Atala ENVSAAT.ELTE Mérés időpontja: 2011. október 12. Szerda délelőtti csoport
KLASSZIKUS FIZIKA LABORATÓRIUM 8. MÉRÉS Mikroszkóp vizsgálata Folyadék törésmutatójának mérése Mérést végezte: Enyingi Vera Atala ENVSAAT.ELTE Mérés időpontja: 2011. október 12. Szerda délelőtti csoport
ÁLTALÁNOS ISMERETEK. 3.) Ismertesse a melegen hengerelt, hegeszthető, finomszemcsés szerkezeti acélokat az MSZ EN alapján!
 Ismertesse a melegen hengerelt, hegeszthető, finomszemcsés szerkezeti acélokat az MSZ EN alapján!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait
ÁLTALÁNOS ISMERETEK 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait
Párnaréteg alkalmazásának vizsgálata melegszilárd acélok esetén
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR Párnaréteg alkalmazásának vizsgálata melegszilárd acélok esetén Váradi Milán Tervezésvezető: Dr. Dobosy Ádám adjunktus Konzulens: Dr. Balogh András ny.
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR Párnaréteg alkalmazásának vizsgálata melegszilárd acélok esetén Váradi Milán Tervezésvezető: Dr. Dobosy Ádám adjunktus Konzulens: Dr. Balogh András ny.
7.1. Al2O3 95%+MLG 5% ; 3h; 4000rpm; Etanol; ZrO2 G1 (1312 keverék)
") 7.1. Al2O3 95%+MLG 5% ; 3h; 4000rpm; Etanol; ZrO2 G1 (1312 keverék) 7.1.1. SPS: 1150 C; 5 (1312 K1) Mért sűrűség: 3,795 g/cm 3 3,62 0,14 GPa Három pontos törés teszt: 105 4,2 GPa Súrlódási együttható:
7.1. Al2O3 95%+MLG 5% ; 3h; 4000rpm; Etanol; ZrO2 G1 (1312 keverék) 7.1.1. SPS: 1150 C; 5 (1312 K1) Mért sűrűség: 3,795 g/cm 3 3,62 0,14 GPa Három pontos törés teszt: 105 4,2 GPa Súrlódási együttható:
Hegesztett alkatrészek kialakításának irányelvei
 Hegesztett alkatrészek kialakításának irányelvei. A hegesztend alkatrész kialakításának az anyag és a technológia kiválasztása után legfontosabb szempontja, hogy a hegesztési varrat ne a legnagyobb igénybevétel
Hegesztett alkatrészek kialakításának irányelvei. A hegesztend alkatrész kialakításának az anyag és a technológia kiválasztása után legfontosabb szempontja, hogy a hegesztési varrat ne a legnagyobb igénybevétel
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és
Foglalkozási napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és
Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken
 Weld your way. Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken CROWN International Kft. CLOOS Képviselet 1163 Budapest, Vámosgyörk u. 31. Tel.: +36 1 403 5359 sales@cloos.hu www.cloos.hu
Weld your way. Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken CROWN International Kft. CLOOS Képviselet 1163 Budapest, Vámosgyörk u. 31. Tel.: +36 1 403 5359 sales@cloos.hu www.cloos.hu
Akusztikus aktivitás AE vizsgálatoknál
 Akusztikus aktivitás AE vizsgálatoknál Kindlein Melinda, Fodor Olivér ÁEF Anyagvizsgáló Laboratórium Kft. 1112. Bp. Budaörsi út 45. Az akusztikus emissziós vizsgálat a roncsolásmentes vizsgálati módszerek
Akusztikus aktivitás AE vizsgálatoknál Kindlein Melinda, Fodor Olivér ÁEF Anyagvizsgáló Laboratórium Kft. 1112. Bp. Budaörsi út 45. Az akusztikus emissziós vizsgálat a roncsolásmentes vizsgálati módszerek
A II. kategória Fizika OKTV mérési feladatainak megoldása
 Nyomaték (x 0 Nm) O k t a t á si Hivatal A II. kategória Fizika OKTV mérési feladatainak megoldása./ A mágnes-gyűrűket a feladatban meghatározott sorrendbe és helyre rögzítve az alábbi táblázatban feltüntetett
Nyomaték (x 0 Nm) O k t a t á si Hivatal A II. kategória Fizika OKTV mérési feladatainak megoldása./ A mágnes-gyűrűket a feladatban meghatározott sorrendbe és helyre rögzítve az alábbi táblázatban feltüntetett
LÉZERES HEGESZTÉS AZ IPARBAN
 LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
XVIII-XIX. SZÁZADBAN KÉZMŰVES TECHNOLÓGIÁVAL KÉSZÍTETT KOVÁCSOLTVAS ÉPÜLETSZERKEZETI ELEMEK VIZSGÁLATA
 Budapesti Műszaki és Gazdaságtudományi Egyetem Építészmérnöki Kar Csonka Pál Doktori Iskola XVIII-XIX. SZÁZADBAN KÉZMŰVES TECHNOLÓGIÁVAL KÉSZÍTETT KOVÁCSOLTVAS ÉPÜLETSZERKEZETI ELEMEK VIZSGÁLATA Tézisfüzet
Budapesti Műszaki és Gazdaságtudományi Egyetem Építészmérnöki Kar Csonka Pál Doktori Iskola XVIII-XIX. SZÁZADBAN KÉZMŰVES TECHNOLÓGIÁVAL KÉSZÍTETT KOVÁCSOLTVAS ÉPÜLETSZERKEZETI ELEMEK VIZSGÁLATA Tézisfüzet
Német minőség, nagyipari felhasználásra, az ipar minden területére!
 A MAHE által kifejlesztett, a világon egyedülálló HYPER Pulse, HYPER Force, HYPER Cold, HYPER Vdown hegesztési eljárásoknak köszönhetően rendkívül precíz, kevesebb utómunkát igénylő, minőségi varratok
A MAHE által kifejlesztett, a világon egyedülálló HYPER Pulse, HYPER Force, HYPER Cold, HYPER Vdown hegesztési eljárásoknak köszönhetően rendkívül precíz, kevesebb utómunkát igénylő, minőségi varratok
Fa- és Acélszerkezetek I. 1. Előadás Bevezetés. Dr. Szalai József Főiskolai adjunktus
 Fa- és Acélszerkezetek I. 1. Előadás Bevezetés Dr. Szalai József Főiskolai adjunktus Okt. Hét 1. Téma Bevezetés acélszerkezetek méretezésébe, elhelyezés a tananyagban Acélszerkezetek használati területei
Fa- és Acélszerkezetek I. 1. Előadás Bevezetés Dr. Szalai József Főiskolai adjunktus Okt. Hét 1. Téma Bevezetés acélszerkezetek méretezésébe, elhelyezés a tananyagban Acélszerkezetek használati területei
SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék. Ötvözők hatása, a vasötvözetek tulajdonságaira
 SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Ötvözők hatása, a vasötvözetek tulajdonságaira E275K2+Q 1.0035 34CrNiMo6 1.6582 X38CrMoV16 1.2316 HS10-4-3-10 (W-Mo-V-Co) EN-GJS-350-22 EN-GJLA-XNiMn13-7
SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Ötvözők hatása, a vasötvözetek tulajdonságaira E275K2+Q 1.0035 34CrNiMo6 1.6582 X38CrMoV16 1.2316 HS10-4-3-10 (W-Mo-V-Co) EN-GJS-350-22 EN-GJLA-XNiMn13-7
Acélok és öntöttvasak definíciója
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus
Ipari jelölő lézergépek alkalmazása a gyógyszer- és elektronikai iparban
 Gyártás 08 konferenciára 2008. november 6-7. Ipari jelölő lézergépek alkalmazása a gyógyszer- és elektronikai iparban Szerző: Varga Bernadett, okl. gépészmérnök, III. PhD hallgató a BME VIK ET Tanszékén
Gyártás 08 konferenciára 2008. november 6-7. Ipari jelölő lézergépek alkalmazása a gyógyszer- és elektronikai iparban Szerző: Varga Bernadett, okl. gépészmérnök, III. PhD hallgató a BME VIK ET Tanszékén
ANYAGISMERET I. ACÉLOK
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ANYAGISMERET I. ACÉLOK Dr. Palotás Béla Dr. Németh Árpád Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus Hipereutektikus
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ANYAGISMERET I. ACÉLOK Dr. Palotás Béla Dr. Németh Árpád Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus Hipereutektikus
MUNKAANYAG. Dabi Ágnes. A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása
 Dabi Ágnes A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06 A
Dabi Ágnes A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06 A
A szerkezeti anyagok tulajdonságainak megváltoztatási lehetőségei. Szilárdság növelésének lehetőségei
 A szerkezeti anyagok tulajdonságainak megváltoztatási lehetőségei Szilárdság növelésének lehetőségei A fémek tulajdonságainak megváltoztatási lehetőségei A fémek tulajdonságait meghatározza: az összetételük,
A szerkezeti anyagok tulajdonságainak megváltoztatási lehetőségei Szilárdság növelésének lehetőségei A fémek tulajdonságainak megváltoztatási lehetőségei A fémek tulajdonságait meghatározza: az összetételük,
ÁLTALÁNOS ISMERETEK. 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
Az alakítással bevitt energia hatása az ausztenit átalakulási hőmérsékletére
 Az alakítással bevitt energia hatása az ausztenit átalakulási hőmérsékletére Csepeli Zsolt Bereczki Péter Kardos Ibolya Verő Balázs Workshop Miskolc, 2013.09.06. Előadás vázlata Bevezetés Vizsgálat célja,
Az alakítással bevitt energia hatása az ausztenit átalakulási hőmérsékletére Csepeli Zsolt Bereczki Péter Kardos Ibolya Verő Balázs Workshop Miskolc, 2013.09.06. Előadás vázlata Bevezetés Vizsgálat célja,
A korrózió elleni védekezés módszerei. Megfelelő szerkezeti anyag alkalmazása
 A korrózió elleni védekezés módszerei Megfelelő szerkezeti anyag kiválasztása és alkalmazása Elektrokémiai védelem A korróziós közeg agresszivitásának csökkentése (inhibitorok alkalmazása) Korrózió-elleni
A korrózió elleni védekezés módszerei Megfelelő szerkezeti anyag kiválasztása és alkalmazása Elektrokémiai védelem A korróziós közeg agresszivitásának csökkentése (inhibitorok alkalmazása) Korrózió-elleni
a NAT /2008 nyilvántartási számú akkreditált státuszhoz
 Nemzeti Akkreditáló Testület MÓDOSÍTOTT RÉSZLETEZÕ OKIRAT a NAT-1-0991/2008 nyilvántartási számú akkreditált státuszhoz A MÉLYÉPTERV Kultúrmérnöki Kft. Környezetvédelmi és Vízgazdálkodási Vizsgálólaboratórium
Nemzeti Akkreditáló Testület MÓDOSÍTOTT RÉSZLETEZÕ OKIRAT a NAT-1-0991/2008 nyilvántartási számú akkreditált státuszhoz A MÉLYÉPTERV Kultúrmérnöki Kft. Környezetvédelmi és Vízgazdálkodási Vizsgálólaboratórium
Anyagismeret tételek
 Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Mérés: Millikan olajcsepp-kísérlete
 Mérés: Millikan olajcsepp-kísérlete Mérés célja: 1909-ben ezt a mérést Robert Millikan végezte el először. Mérése során meg tudta határozni az elemi részecskék töltését. Ezért a felfedezéséért Nobel-díjat
Mérés: Millikan olajcsepp-kísérlete Mérés célja: 1909-ben ezt a mérést Robert Millikan végezte el először. Mérése során meg tudta határozni az elemi részecskék töltését. Ezért a felfedezéséért Nobel-díjat
Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése
 Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése Gyura László okl. heg.szakmérnök, CIWE/CEWE Linde Gáz Magyarország Zrt. 5/11/2018 Fußzeile 1 Az alumínium/acél(ok) jellemzői Tulajdonság Mértékegység
Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése Gyura László okl. heg.szakmérnök, CIWE/CEWE Linde Gáz Magyarország Zrt. 5/11/2018 Fußzeile 1 Az alumínium/acél(ok) jellemzői Tulajdonság Mértékegység
 Anyagos rész: Lásd: állapotábrás pdf. Ha többet akarsz tudni a metallográfiai vizsgálatok csodáiról, akkor: http://testorg.eu/editor_up/up/egyeb/2012_01/16/132671554730168934/metallografia.pdf
Anyagos rész: Lásd: állapotábrás pdf. Ha többet akarsz tudni a metallográfiai vizsgálatok csodáiról, akkor: http://testorg.eu/editor_up/up/egyeb/2012_01/16/132671554730168934/metallografia.pdf
Laborgyakorlat. Kurzus: DFAL-MUA-003 L01. Dátum: Anyagvizsgálati jegyzőkönyv ÁLTALÁNOS ADATOK ANYAGVIZSGÁLATI JEGYZŐKÖNYV
 ÁLTALÁNOS ADATOK Megbízó adatai: Megbízott adatai: Cég/intézmény neve: Dunaújvárosi Egyetem. 1. csoport Cég/intézmény címe: 2400 Dunaújváros, Vasmű tér 1-3. H-2400 Dunaújváros, Táncsics M. u. 1/A Képviselő
ÁLTALÁNOS ADATOK Megbízó adatai: Megbízott adatai: Cég/intézmény neve: Dunaújvárosi Egyetem. 1. csoport Cég/intézmény címe: 2400 Dunaújváros, Vasmű tér 1-3. H-2400 Dunaújváros, Táncsics M. u. 1/A Képviselő
ESAB HEGESZTŐANYAGOK ötvözetlen és mikroötvözött szerkezeti acélokhoz
 ESAB HEGESZTŐANYAGOK ötvözetlen és mikroötvözött szerkezeti acélokhoz A varratfém átlagos vegyi összetételénél található kén (S) és foszfor (P) értékek mindig maximumként értendők. Minden további ötvöző
ESAB HEGESZTŐANYAGOK ötvözetlen és mikroötvözött szerkezeti acélokhoz A varratfém átlagos vegyi összetételénél található kén (S) és foszfor (P) értékek mindig maximumként értendők. Minden további ötvöző
Ütőmunka meghatározása acél próbatesten, Charpy-kalapáccsal, amely ingás ütő-hajlítómű (Charpyinga) Dr. Kausay Tibor
 Dr. Kausay Tibor") Ütőmunka meghatározása acél próbatesten, Charpy-kalapáccsal, amely ingás ütő-hajlítómű (Charpyinga) Dr. Kausay Tibor Dr. Kausay Tibor 1 Charpy-kalapács, 10 m kp = 100 J legnagyobb ütőenergiával A vizsgálatot
Ütőmunka meghatározása acél próbatesten, Charpy-kalapáccsal, amely ingás ütő-hajlítómű (Charpyinga) Dr. Kausay Tibor Dr. Kausay Tibor 1 Charpy-kalapács, 10 m kp = 100 J legnagyobb ütőenergiával A vizsgálatot
Magyarkúti József. Anyagvizsgálatok. A követelménymodul megnevezése: Mérőtermi feladatok
 Magyarkúti József Anyagvizsgálatok A követelménymodul megnevezése: Mérőtermi feladatok A követelménymodul száma: 0275-06 A tartalomelem azonosító száma és célcsoportja: SzT-001-50 ANYAGVIZSGÁLATOK ANYAGVIZSGÁLATOK
Magyarkúti József Anyagvizsgálatok A követelménymodul megnevezése: Mérőtermi feladatok A követelménymodul száma: 0275-06 A tartalomelem azonosító száma és célcsoportja: SzT-001-50 ANYAGVIZSGÁLATOK ANYAGVIZSGÁLATOK
Duálfázisú lemezek csaphegesztése
 Duálfázisú lemezek csaphegesztése Juhász Krisztina Anyagtechnológia Tanszék, GAMF Kar, Kecskeméti Főiskola Összefoglalás: Az autóiparban használatos nagyszilárdságú, un. duálfázisú lemezekre történő csaphegesztés
Duálfázisú lemezek csaphegesztése Juhász Krisztina Anyagtechnológia Tanszék, GAMF Kar, Kecskeméti Főiskola Összefoglalás: Az autóiparban használatos nagyszilárdságú, un. duálfázisú lemezekre történő csaphegesztés
XXI. Nemzetközi Gépészeti Találkozó - OGÉT 2013
 XXI. Nemzetközi Gépészeti Találkozó - OGÉT 2013 Termikus szórással készült NiCrBSi rétegek utókezelése lézersugaras újraolvasztással Molnár András PhD hallgató témavezetők: Dr. Balogh András egyetemi docens
XXI. Nemzetközi Gépészeti Találkozó - OGÉT 2013 Termikus szórással készült NiCrBSi rétegek utókezelése lézersugaras újraolvasztással Molnár András PhD hallgató témavezetők: Dr. Balogh András egyetemi docens
SZENNYVÍZKEZELÉS NAGYHATÉKONYSÁGÚ OXIDÁCIÓS ELJÁRÁSSAL
 SZENNYVÍZKEZELÉS NAGYHATÉKONYSÁGÚ OXIDÁCIÓS ELJÁRÁSSAL Kander Dávid Környezettudomány MSc Témavezető: Dr. Barkács Katalin Konzulens: Gombos Erzsébet Tartalom Ferrát tulajdonságainak bemutatása Ferrát optimális
SZENNYVÍZKEZELÉS NAGYHATÉKONYSÁGÚ OXIDÁCIÓS ELJÁRÁSSAL Kander Dávid Környezettudomány MSc Témavezető: Dr. Barkács Katalin Konzulens: Gombos Erzsébet Tartalom Ferrát tulajdonságainak bemutatása Ferrát optimális
Hegeszthetőség és hegesztett kötések vizsgálata
 Hegeszthetőség és hegesztett kötések vizsgálata 1 Gépalkatrészek vagy szerkezetek összekötése: oldható kötéssel (külső erő: huzal, ék, csavar vagy szegecs közvetítésével), oldhatatlan kötéssel. A hegesztés
Hegeszthetőség és hegesztett kötések vizsgálata 1 Gépalkatrészek vagy szerkezetek összekötése: oldható kötéssel (külső erő: huzal, ék, csavar vagy szegecs közvetítésével), oldhatatlan kötéssel. A hegesztés
Értékelés Összesen: 100 pont 100% = 100 pont A VIZSGAFELADAT MEGOLDÁSÁRA JAVASOLT %-OS EREDMÉNY: EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA 20%.
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Megalapozó tanulmány az NBSZ 9. kötethez kiadandó hegesztési útmutató előkészítéséhez
 Megalapozó tanulmány az NBSZ 9. kötethez kiadandó hegesztési útmutató előkészítéséhez Gayer Béla Műszaki Igazgató 2017. Május 31 Magyar Hegesztéstechnikai és Anyagvizsgálati Egyesülés /MHtE/ Tartalom:
Megalapozó tanulmány az NBSZ 9. kötethez kiadandó hegesztési útmutató előkészítéséhez Gayer Béla Műszaki Igazgató 2017. Május 31 Magyar Hegesztéstechnikai és Anyagvizsgálati Egyesülés /MHtE/ Tartalom:
Korrodált acélszerkezetek vizsgálata
 Korrodált acélszerkezetek vizsgálata 1. Szerkezeti példák és laboratóriumi alapkutatás Oszvald Katalin Témavezető : Dr. Dunai László Budapest, 2009.12.08. 1 Általános célkitűzések Korrózió miatt károsodott
Korrodált acélszerkezetek vizsgálata 1. Szerkezeti példák és laboratóriumi alapkutatás Oszvald Katalin Témavezető : Dr. Dunai László Budapest, 2009.12.08. 1 Általános célkitűzések Korrózió miatt károsodott
31 582 19 0000 00 00 Üveges és képkeretező 4 Üveges és képkeretező 4
 A 10/007 (II. 7.) SzMM rendelettel módosított 1/006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/007 (II. 7.) SzMM rendelettel módosított 1/006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Kisciklusú fárasztóvizsgálatok eredményei és energetikai értékelése
 Kisciklusú fárasztóvizsgálatok eredményei és energetikai értékelése Tóth László, Rózsahegyi Péter Bay Zoltán Alkalmazott Kutatási Közalapítvány Logisztikai és Gyártástechnikai Intézet Bevezetés A mérnöki
Kisciklusú fárasztóvizsgálatok eredményei és energetikai értékelése Tóth László, Rózsahegyi Péter Bay Zoltán Alkalmazott Kutatási Közalapítvány Logisztikai és Gyártástechnikai Intézet Bevezetés A mérnöki
RÉSZLETEZŐ OKIRAT (3) a NAH /2014 nyilvántartási számú 2 akkreditált státuszhoz
 a NAH /2014 nyilvántartási számú 2 akkreditált státuszhoz") RÉSZLETEZŐ OKIRAT (3) a NAH-1-0827/2014 nyilvántartási számú 2 akkreditált státuszhoz 1) Az akkreditált szervezet neve és címe: ÁEF Kft. Anyagvizsgáló Laboratórium 1112 Budapest, Budaörsi u. 45. 2) Akkreditálási
RÉSZLETEZŐ OKIRAT (3) a NAH-1-0827/2014 nyilvántartási számú 2 akkreditált státuszhoz 1) Az akkreditált szervezet neve és címe: ÁEF Kft. Anyagvizsgáló Laboratórium 1112 Budapest, Budaörsi u. 45. 2) Akkreditálási
Anyagismeret. 3. A vas- karbon ötvözet
 Anyagismeret 3. A vas- karbon ötvözet A fémek és ötvözetek szerkezete Vas- Karbon diagram Eltérések az eddig tárgyalt diagramokhoz képest a diagramot csak 6,67 C %-ig ábrázolják, bizonyos vonalak folyamatos,
Anyagismeret 3. A vas- karbon ötvözet A fémek és ötvözetek szerkezete Vas- Karbon diagram Eltérések az eddig tárgyalt diagramokhoz képest a diagramot csak 6,67 C %-ig ábrázolják, bizonyos vonalak folyamatos,
Acélok nem egyensúlyi átalakulásai
 Acélok nem egyensúlyi átalakulásai Acélok egyensúlyitól eltérő átalakulásai Az ausztenit átalakulásai lassú hűtés Perlit diffúziós átalakulás α+fe 3 C rétegek szilárdság közepes martensit bainit finom
Acélok nem egyensúlyi átalakulásai Acélok egyensúlyitól eltérő átalakulásai Az ausztenit átalakulásai lassú hűtés Perlit diffúziós átalakulás α+fe 3 C rétegek szilárdság közepes martensit bainit finom
31 521 24 1000 00 00 Szerkezetlakatos 4 Szerkezetlakatos 4
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
CrMo4 anyagtípusok izotermikus átalakulási folyamatainak elemzése és összehasonlítása VEM alapú fázis elemeket tartalmazó TTT diagramok alkalmazásával
 CrMo4 anyagtípusok izotermikus átalakulási folyamatainak elemzése és összehasonlítása VEM alapú fázis elemeket tartalmazó TTT diagramok alkalmazásával Ginsztler J. Tanszékvezető egyetemi tanár, Anyagtudomány
CrMo4 anyagtípusok izotermikus átalakulási folyamatainak elemzése és összehasonlítása VEM alapú fázis elemeket tartalmazó TTT diagramok alkalmazásával Ginsztler J. Tanszékvezető egyetemi tanár, Anyagtudomány
2011.11.08. 7. előadás Falszerkezetek
 2011.11.08. 7. előadás Falszerkezetek Falazott szerkezetek: MSZ EN 1996 (Eurocode 6) 1-1. rész: Az épületekre vonatkozó általános szabályok. Falazott szerkezetek vasalással és vasalás nélkül 1-2. rész:
2011.11.08. 7. előadás Falszerkezetek Falazott szerkezetek: MSZ EN 1996 (Eurocode 6) 1-1. rész: Az épületekre vonatkozó általános szabályok. Falazott szerkezetek vasalással és vasalás nélkül 1-2. rész:
Modern Fizika Labor Fizika BSC
 Modern Fizika Labor Fizika BSC A mérés dátuma: 2009. május 4. A mérés száma és címe: 9. Röntgen-fluoreszencia analízis Értékelés: A beadás dátuma: 2009. május 13. A mérést végezte: Márton Krisztina Zsigmond
Modern Fizika Labor Fizika BSC A mérés dátuma: 2009. május 4. A mérés száma és címe: 9. Röntgen-fluoreszencia analízis Értékelés: A beadás dátuma: 2009. május 13. A mérést végezte: Márton Krisztina Zsigmond
Az MS Excel táblázatkezelés modul részletes tematika listája
 Az MS Excel táblázatkezelés modul részletes tematika listája A táblázatkezelés alapjai A táblázat szerkesztése A táblázat formázása A táblázat formázása Számítások a táblázatban Oldalbeállítás és nyomtatás
Az MS Excel táblázatkezelés modul részletes tematika listája A táblázatkezelés alapjai A táblázat szerkesztése A táblázat formázása A táblázat formázása Számítások a táblázatban Oldalbeállítás és nyomtatás
Reaktortechnika. A reaktortechnikában használatos anyagok II. Reaktivitáskompenzáló, illetve reaktivitásszabályozó
 Reaktortechnika A reaktortechnikában használatos anyagok II. Reaktivitáskompenzáló, illetve reaktivitásszabályozó anyagok A reaktivitásszabályozás anyagai Nagy neutronbefogási hatáskeresztmetszet Természetes
Reaktortechnika A reaktortechnikában használatos anyagok II. Reaktivitáskompenzáló, illetve reaktivitásszabályozó anyagok A reaktivitásszabályozás anyagai Nagy neutronbefogási hatáskeresztmetszet Természetes
A vörösréz és az S235J2G3 szénacél korróziója transzformátorolajokban
 National Institute for R&D in Electrical Engineering ICPE-CA Bucharest, Romania www.icpe-ca.ro A vörösréz és az S235J2G3 szénacél korróziója transzformátorolajokban Red copper and S235J2G3 carbon steel
National Institute for R&D in Electrical Engineering ICPE-CA Bucharest, Romania www.icpe-ca.ro A vörösréz és az S235J2G3 szénacél korróziója transzformátorolajokban Red copper and S235J2G3 carbon steel
Kontakt korrózió vizsgálata
 Kontakt korrózió vizsgálata Haraszti Ferenc 1, Kovács Tünde 1 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar, Budapest, Népszínház u. 8, Magyarország Abstract. A korrózió összetett,
Kontakt korrózió vizsgálata Haraszti Ferenc 1, Kovács Tünde 1 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar, Budapest, Népszínház u. 8, Magyarország Abstract. A korrózió összetett,
SZERKEZETI ACÉLOK HEGESZTÉSE
 SZERKEZETI ACÉLOK HEGESZTÉSE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 Hegeszthető szerkezeti acélok
SZERKEZETI ACÉLOK HEGESZTÉSE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 Hegeszthető szerkezeti acélok
MULTICLEAR TM ÜREGKAMRÁS POLIKARBONÁT LEMEZEK. Müszaki Adatlap
 MULTICLEAR TM ÜREGKAMRÁS POLIKARBONÁT LEMEZEK Müszaki Adatlap A polikarbonát tulajdonságai Tulajdonság a) Érték/Osztály Egység Szabvány Müszaki tulajdonságok Sürüség 1,2 g/cm3 ISO 1183 Fényáteresztés (Fényforrás
MULTICLEAR TM ÜREGKAMRÁS POLIKARBONÁT LEMEZEK Müszaki Adatlap A polikarbonát tulajdonságai Tulajdonság a) Érték/Osztály Egység Szabvány Müszaki tulajdonságok Sürüség 1,2 g/cm3 ISO 1183 Fényáteresztés (Fényforrás
Fogorvosi anyagtan fizikai alapjai 6.
 Fogorvosi anyagtan fizikai alapjai 6. Mechanikai tulajdonságok 1. Kiemelt témák: Rugalmas alakváltozás Merevség és összefüggése a kötési energiával A geometriai tényezők szerepe egy test merevségében Tankönyv
Fogorvosi anyagtan fizikai alapjai 6. Mechanikai tulajdonságok 1. Kiemelt témák: Rugalmas alakváltozás Merevség és összefüggése a kötési energiával A geometriai tényezők szerepe egy test merevségében Tankönyv
(C) Dr. Bagyinszki Gyula: ANYAGTECHNOLÓGIA II.
 Dr. Bagyinszki Gyula: ANYAGTECHNOLÓGIA II.") HŐKEZELÉS Hőkezelés az anyagok ill. a belőlük készült fél- és készgyártmányok meghatározott program szerinti felhevítése hőntartása lehűtése a mikroszerkezet ill. a feszültségállapot megváltoztatása és
HŐKEZELÉS Hőkezelés az anyagok ill. a belőlük készült fél- és készgyártmányok meghatározott program szerinti felhevítése hőntartása lehűtése a mikroszerkezet ill. a feszültségállapot megváltoztatása és
Fogorvosi anyagtan fizikai alapjai 8. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,