Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Közlekedésüzemi Tanszék DIPLOMATERV
|
|
|
- Brigitta Orbán
- 8 évvel ezelőtt
- Látták:
Átírás
1 Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Közlekedésüzemi Tanszék DIPLOMATERV

2 Tartalomjegyzék 1. Bevezetés Kanban Just-in-time [1.] A JIT vezérelvei A JIT alapelemei Toyota Termelési Rendszer (TPS) [2.] Kanban rendszer a Toyotánál A vizsgált vállalat bemutatása A vállalat termékei Cigma ERP Az alapanyag útja a beérkezéstől a készáru kiszállításáig Árufogadó tér Minőség-ellenőrzés Betárolás Szabad lokáció (Free location) Dobozos lokáció (Box location) Szabadlokációból dobozlokációba való betöltés Az átcsomagolási terület A speciális terület Termelés A termelési folyamat A készáru műveletek A készáru raktározása A készáru kiszállítás A kanban rendszer Kanban-kártyák számítási módja Kanban-kör Kiszállítás Összeszedés Kanban-körök idejének csökkentése Automatikus azonosítás bevezetése a kanban-kártyák kiváltására Az automatikus azonosítás technológiai lehetőségei A vonalkód bemutatása [5.] [6.]... 55

3 A rádiófrekvenciás azonosítási rendszer (RFID) bemutatása [7.] [8.] A technológia kiválasztása Megoldási javaslat kidolgozása a vonalkódos azonosítás bevezetésére Az árufogadó téri műveletek módosítása A minőség-ellenőrzés műveleteinek módosítása Az átcsomagolási terület műveleteinek módosítása Betárolás Irodalomjegyzék... 66

4 1. Bevezetés A dolgozatom által feltárt fejlesztési lehetőségeknek a gazdasági válság miatt talán még nagyobb jelentősége van. Minden ágazat vállalatai drasztikusan igyekeznek csökkenteni a költségeiket, hogy fent maradjanak. Első lépésben ismertetem mi is az a kanban rendszer, hogyan alakult ki és mikor alkalmazhatjuk, illetve az ehhez szorosan kapcsolódó fogalmakat, módszereket. Ezt követően a rendszert egy autóipari beszállító cégen keresztül szemléltetem, ahol még a hagyományos kanban-rendszer működik. Hagyományos alatt értem a kanban-kártyákat, melyek a jelzést szolgálják. Ehhez szükséges a cég anyagáramlási rendszerének ismertetése, az alapanyag beérkezésétől a készáru kiszállításáig. Majd ismertetem, hogy milyen módosításokat vezettek be, melyek jelentősen lecsökkentették a kanban-körök idejét. Ezek a módosítások elsősorban a termelési készletek (WIP Work In Process) csökkentését célozzák meg, így kevesebb ideig tartózkodik az alkatrész a raktárban, és ezáltal költséget takarítunk meg. Ebben nagyon fontos szerepe van a kanban rendszernek, hiszen ennek segítségével szállítják az alapanyagokat, alkatrészeket a raktárból a termelési területre, így válnak termelésközi készletté. Jelenleg az alapanyagokat kiszállítása óránként történik, 1 órás eltolással, ami esetén szükség van arra, hogy a termelésben mindig legyen 2 órára szükséges alapanyag, illetve félórányi biztonsági készlet. Ha ezt a készletet tudnák csökkenteni, az jelentős költségmegtakarítást eredményezhetne. Ehhez azonban további köridő csökkentés szükséges, de a jelenlegi rendszert alkotó folyamatok veszteségei már annyira kicsik, hogy ennek módosításával jelentős eredményt nem lehetne elérni. Ezért mindenképpen szükségesnek tartom valamilyen automatikus azonosítás elvén alapuló rendszer bevezetését. Bemutatom jelenleg milyen technikai megoldásokkal valósíthatóak meg ezek. Javaslatot teszek, melyik módszer alkalmazásával érhető el optimális megoldás a feladatok ellátásához.

5 1.1. Kanban Mi is az a kanban rendszer? Erre a kérdésre nem lehet egy mondatban válaszolni. A szó jelentése két részből tevődik össze: kan: kártya, ban: jel. Magyarul szokás utasítás kártyának is nevezni. A Toyota szakembere, a japán származású Taichii Ohno fejlesztette ki az es években. Ezekben az időkben nem támaszkodhatott a vállalatirányítási rendszerre, sem az internetre, nem álltak rendelkezésre olyan eszközök sem, mint a PowerPoint. Csak a szaktudására hagyatkozhatott. Több évtizedes szakmai tapasztalattal állt elő az új Toyota Termelésirányítási Rendszerrel (1.3. fejezetben részletesebben ismertetem), melyben több ötlet is az USA-ból származik. Ilyen például a húzórendszer (pull system), amely az amerikai szupermarketekből származik. Minden jól működő áruházban akkor pótolják az árucikkeket, amikor azok elfogytak a polcról. Tehát az árufeltöltést a fogyasztás váltja ki. A termelésre vonatkoztatva: egy folyamat 1. lépése nem készítheti el a cikkeket (töltheti fel), amíg a következő folyamat (2.) fel nem használta azokat. (Kivétel ez alól bizonyos mennyiségű biztonsági készlet.) Egy másik példa szintén Amerikából: Menjünk vissza évet, ahol a tej kiszállítását un. tejesemberek végezték. Reggelente egy kocsival járták végig az utcákat, és ahol üres üveget látott kicserélte telire. A vevői igény: szükség van tejre, de mindenkinek más mennyiségre. Az útvonal: ahol a tejeskocsi végigmegy. Beszállító: a tejesember, aki cseréli az üres üveget telire. Itt is látszik, hogy a vevő húzza a rendszerünket, mennyiségben ő határozza meg, hogy mennyit kér. Sőt ha tovább megyünk. Kirak két különböző üveget, ami más-más terméket jelent, feltöltjük mind a két fajtát. Ebben az esetben a kanban maga az üres üveg. Sok vállalat ezzel szemben veszteséges folyamatokat alkalmaz, mert az első lépés nagytételben állítja elő a cikkeket, mielőtt a második lépésnek szüksége lenne rájuk. Ezeket a WIP készleteket tárolni, regisztrálni és kezelni kell, amíg a
, melyben több ötlet is az USA-ból származik.")
6 következő lépés fel nem használja, és ezek sok erőforrást emésztenek fel. Munkaerő-, időráfordítás, járulékos költségek. Ez a húzórendszer az alapja a just-in-time-nak (JIT) Just-in-time [1.] A JIT elgondolás, hogy akkor kell termelni és kiszállítani a terméket, amikor arra szükség van, és akkor kell beszerezni, amikor adott egység megmunkálására szükség van. A nulla készletszint nem is mindig valósítható meg, a folyamatok megfelelő szervezése esetén elérhető olyan optimális (minimum) értékre való beállítása, amelynek segítségével a vállalati folyamatok zavartalan lebonyolítása biztosítható A JIT vezérelvei Vezérelemeit három csoportba sorolhatjuk: a pazarlás elkerülése, a folyamatos fejlesztés (Kaizen), az egyszerű megoldások keresése. A pazarlás elkerülése A rendszer egyik legfontosabb elve többek között ebben fogalmazható meg. Pazarlásnak tekint minden olyan ráfordítást, ami az igényelt termékek előállításához nem feltétlenül szükséges, mindent, ami nem értékadó folyamat. Pazarlásnak tekinti a várakozással töltött időt; ha a szükségesnél többet állítanak elő valamiből, és ha többet kell szállítani; a felesleges készletet és kapacitást; vagy a selejtes termékeket. Ezek kiküszöbölése a folyamatból jelentősen növeli a termelés hatékonyságát.
, az egyszerű megoldások keresése.")
7 A folyamatos fejlesztés (Kaizen) Ezen elv lényege, hogy az elért eredményekkel sosem szabad megelégedni, folyamatosan törekedni kell a folyamatok illetve a termékek fejlesztésére. Nem feltétlenül kiugró javulást kell elérni, összességében sokkal inkább eredményes lehet a kis lépésekben történő, de folyamatos javulás. Ez azonban csak úgy valósítható meg, hogy ha nem egyetlen ember foglalkozik vele, hanem azt minden egyes dolgozó feladatának tekinti. Mindenkinek figyelnie kell arra, hogy mit és hogyan lehetne hatékonyabban csinálni. Mindez csak úgy működhet, hogy biztosítva van az ötletek észrevételezési mechanizmusa. Erre jó példa a Toyota 60 ezer dolgozója 1986-ban mintegy 2,6 millió javaslatot nyújtott be, amelyeknek 96%-át meg is valósították. Az egyszerű megoldások keresése Az egyszerűségre való törekvés a lényeg. Ez az egyszerűség hatja át a szervezés minden lépését az üzemelrendezéstől kezdve a berendezések megválasztásáig. Az egyszerű megoldások előnye, hogy bárki által könnyen átláthatók, megtanulhatók, a folyamatok könnyebben irányíthatók, fejleszthetők, a minőségbiztosítás által megkövetelt szempontok jobban betarthatók. Mind a munkások között mind a vezetés és a dolgozók között közvetlenebb kapcsolat alakul ki, amely elősegíti a könnyebb kommunikációt és a jobb információáramlást. További fontos előny az egyszerűség és átláthatóság eredményeként felszínre kerülő problémák, amelyek a hagyományos rendszerekben rejtve maradnak, sokkal könnyebben megoldhatókká válnak A JIT alapelemei A rendszer lelke a problémamegoldó tevékenység, ami irányulhat a termelési folyamat átalakítására, a minőség javítására, az átállási idő csökkentésére, vagy egyszerűen a készletek, illetve a munkaerőigény- csökkentésére. Mindez

8 jelentős költségcsökkenést és a kiszolgálási színvonal növekedését eredményezi. Az alábbi 1.ábra szemlélteti a kapcsolatok összefüggéseit.

9 A munkások és a menedzsment problémamegoldó tevékenysége Ötletek a minőség javítására Ötletek az átállási idő csökkentésére Ötletek a folyamat átalakítására Készlet és/vagy munkaerő csökkentése Termelés kis sorozatokban Stabil termelési vezérprogram Sokoldalú munkás Gépek és elrendezések Kanban húzásos rendszer Vállalati minőségszabályozás JIT termelés Beszállító bevonása Árbevétel növelése Költségcsökkentés a pazarlás kiküszöbölésére Kisebb beruházás Megtérülés javulása 1. ábra: A JIT alapelemei

10 1.3. Toyota Termelési Rendszer (TPS) 1 [2.] A Toyota évtizedeken át alkalmazta és folyamatosan fejlesztette a TPS-t a mindennapi tevékenysége során az üzemeikben, és közben nem is dokumentálták ezeket. A munkások és a vezetők is egységesen részt vettek ezekben. Ennek sikere köszönhető a megfelelő kommunikációnak a cégen belül. Az újítások később elterjedtek a többi Toyota üzemben, majd a beszállítók körében is. Ahogy beértek ezek a módszerek, szükségessé vált ezek oktatása és ezáltal megfelelő dokumentálás. Így készült el a TPS-ház modell (2. ábra). 2. ábra: A Toyota Termelési Rendszer forrás: 1 TPS Toyota Production System

11 Azért nevezik háznak, mert egy jól átgondolt koncepció köré épül. Mindennek megvan a helye a házban és az olyan részek nélkül mint a tető, a pillérek és az alap nem lehet stabil. Az ábrának több változata létezik, de az alapelvek azonosak. A tető a legjobb minőség, a legalacsonyabb költség, a legrövidebb átfutási idő. A két pillér a just-in-time és a jidoka. A jidoka lényege, hogy az elkövetett hiba egy adott lépésben az ne kerüljön tovább a következőre, ill. az embert ne kössük le egy géphez. A kiegyenlített gyártástervezés, a heijunka a minimális készlet fenntartásához szükséges. A ház minden eleme önmagában is nélkülözhetetlen, de fontosabb ennél, hogy egymással kölcsönhatásban vannak. A just-in-time-nak köszönhetően a készleteket a minimális szintre csökkentjük le. Eddig azért történt a készletek halmozása, hogy ezzel küszöböljék ki a termelésben adódó problémákat. Az egydarabos áramlás úgy működik, hogy egyszerre csak egy darabot állítunk elő a kereslettől függően. Kis puffer alkalmazása esetén a minőségi és egyéb problémákra is hamarabb fény derül. Ez erősíti a termelési folyamatot leállító jidoka hatását: a munkásoknak sürgősen el kell hárítaniuk a felmerült problémát, hogy a termelés folyatódjon. A ház alapja a stabilitás. Ha kis készlettel dolgozunk, mindig van egy bizonytalanság a rendszerben, az embereken nyomás van. Ezzel szemben a tömegtermelésben nem okoz akkora problémát, mert míg az adott gép javítása folyik, addig folytatódik a termelés a még rendelkezésre álló készletekkel. Viszont, ha egy lean termelésben következik be ilyen probléma, aminek során egy gépet le kell állítani, akkor az üzem többi gépe is leállásra kényszerülhet, ami komoly probléma. Hatékony összefogásra van szükség a termelésben résztvevők között, ezért áll a ház központjában az ember. Meg kell tanítani a munkásokat arra, hogy észrevegyék, hol alakult ki a veszteség és, hogy hol keletkezett a probléma. A TPS másik központi eleme a veszteségek felszámolása. Az értéket teremtő és az értéket nem teremtő folyamatokat válasszuk el egymástól.

12 Az értéket nem teremtő folyamatok veszteségeit csoportosítva 7 kategória figyelhető meg. Ezek nem csak a gyártósorra, hanem a termékfejlesztésre, a rendelésfelvételre és az irodai munkára is vonatkoznak. Túltermelés: olyan cikkek gyártása, amire nincs megrendelés. Ennek következtében több munkást alkalmazunk a szükségesnél, túl sok a készlet, ezáltal a veszteségeink. Várakozás: Munkások, akiknek a feladata egy automatizált gép figyelése, vagy a folyamat következő lépésre várnak, vagy akik nem tudják végezni a feladatukat az elfogyott készlet miatt. Felesleges szállítás: a gyártásközi készlet nagy távolságra való szállítása. Rossz hatásfokú szállítás. Gyártási veszteségek: felesleges műveletek végzése gyártás során, melyek adódhatnak a rossz terméktervezésből, rossz minőségű eszközök használatából. Ami elsőre talán meglepően hangzik, akkor is veszteségünk keletkezik, ha a szükségesnél jobb minőségű terméket állítunk elő. Felesleges mozgás: minden a munkás által feleslegesen elvégzett mozdulat, amelyet a munka elvégzése közben kell megtennie. Például elmegy valamilyen milyen alkatrészért, de akár az is, ha csak lehajol érte. Selejt: hibás alkatrészek gyártása és a hiba kijavítása. Az átdolgozás, a selejt, a póttermelés és ellenőrzés elvesztegetett idő és munka. Ohno a túltermelést tekintette a legalapvetőbb veszteségnek, mert ez váltja ki a legtöbb további veszteségeket. Ha egy folyamat egyik állomása többet állít elő, mint amennyit a vevő igényel, az készletfelhalmozást eredményez. Valamelyik állomása a folyamatnak nem tudja azt a mennyiséget feldolgozni. Felmerülhet az a kérdés, hogy ez mért rossz, mikor a gépek termelnek. A probléma, hogy a

13 nagy folyamatok közötti készleteket tárolni kell, melyek helyet igényelnek, illetve mozgatásuk munkaerőt, arról nem is beszélve, hogy jelentős költségeket is leköt. Megemlíthető egy kevésbé kézzelfogható hátránya is, mégpedig, hogy a munkások motivációja csökken. Kevésbé fognak a folyamatok tökéletesítésével foglalkozni. Minek is tennék, ha egy leállás a végtermék elkészültére nincsen hatással Kanban rendszer a Toyotánál A Toyota kanban alkalmazását összefoglalóan nevezzük kanban rendszernek. A rendszer feladata a just-in-time termelési rendszer irányítása és a megfelelő anyagáramlás biztosítása. Mint azt már a korábbiakban említettem: nulla készlet alkalmazása csak elméletben lehetséges. Valamekkora biztonsági készlet tarolása mindenképpen szükséges, hogy a rendszer biztonságát növeljük. Ezzel a rendszerünk valahol az ideális egydarabos áramlás és a nyomórendszer között helyezkedik el. Ideális egydarabos áramlási rendszer alatt azt értjük, hogy nincsenek készletek, és a termékek akkor készülnek el, mikor a vevő igényli. A gyárak mérete illetve, hogy a beszállítók akár másik földrészen is lehetnek indokolttá tette valamiféle jelzés bevezetését, ami mutatja, hogy alkatrész utánpótlásra van szükség a gyártáshoz. Ennek megfelelően kanban alatt értjük a kanban kártyákat, üres dobozokat, kocsikat. Egy példával szemléltetném a Toyota húzórendszerét: Beérkeznek a megrendelések a kereskedőktől. A termelés irányítását végzők egy ütemtervet készítenek a gyártáshoz, mivel a megrendelések különböző típusú, színű, felszereltségű autókat tartalmaznak. Az ütemtervet elküldik a karosszéria részleghez, ahol az előre gyártott elemekből elvégzik a hegesztéseket. A panelok préselése lényegesen gyorsabb, mint az összeszerelés ütemideje. Míg az előbbi körülbelül 1 másodperc, addig az utóbbi 60, ezért egy darabos áramlás nem hozható létre, vagy legalábbis nem célszerű.

14 Amikor a karosszéria részleg elhasznált egy bizonyos mennyiségű acélpanelt, egy kanbant küldenek a préshez, hogy újabb tételt küldjön. Szintén így működik az összeszerelő üzem, ha a dobozból kivesznek alkatrészeket, akkor egy kanban kártyát tesznek az arra kijelölt igénylő helyre. Amikor az anyagkezelő odaér rendszeres időközönként, (ezeket az előre rögzített útvonalakt kanban köröknek nevezik) kiveszi a kanban kártyákat, majd visszamegy a raktárba és elvégzi a kiszedést, hogy pótolja az elhasznált alkatrészeket. Egy másik anyagkezelő pedig a raktárt tölti fel a beszállítóktól érkezett készletekkel. Éppen ezért ilyenkor is egy igény keletkezik az alkatrész beszállítók felé. A folyamat tehát: a folyamat az összeszerelő gyárban kezdődik, majd teherautókon a kanbant küldenek a beszállítókhoz. Itt kanban alatt érthetjük a szabványos dobozokat is. A beszállító ezeket feltölti a saját raktárából és szintén kanbant küld a termeléshez ezek pótlására. Ezen a folyamaton keresztül könnyen megérthető mért nevezik húzórendszernek: minden igényt a vevő generál.

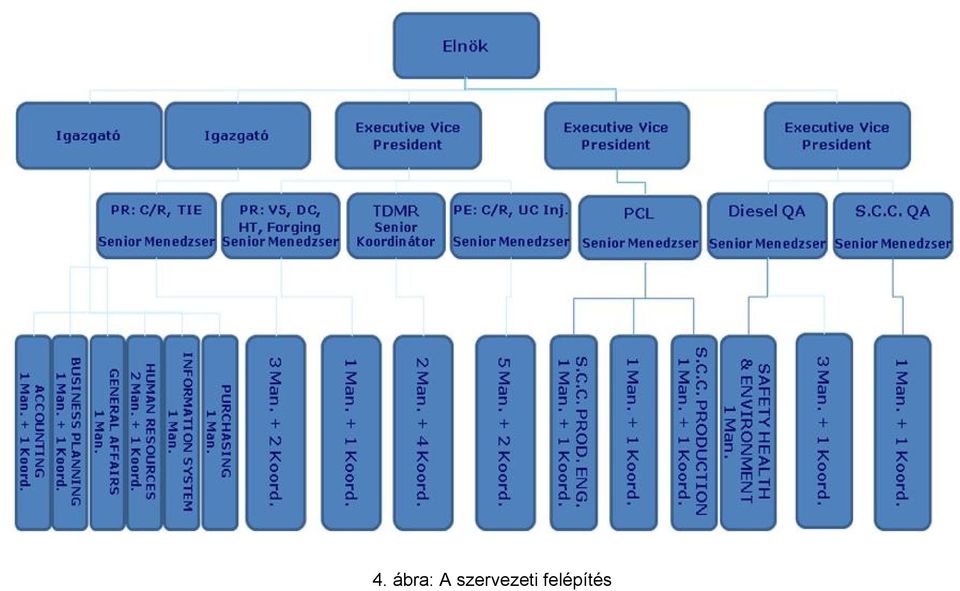
15 2. A vizsgált vállalat bemutatása Az általam bemutatott autóipari beszállító cég 2 magyarországi részlegtét 1997 július 5-én alapították Székesfehérváron. A gyár területe m 2 az épület alapterülete pedig m ábra: A gyárépület A gyár 1999-ben szerzett ISO tanúsítványt. Nagyon elkötelezett a környezetvédelem iránt, erre bizonyíték, hogy 2001-ben elindította EcoVision nevű programját, melynek elsődleges célja h csökkentsék az üvegházhatást januárjában megszerezte az OHSAS tanúsítványt, mely több előnnyel jár: biztosítják, a munkahelyi egészségvédelem és biztonság jogi és hatósági előírásainak való megfelelést, megelőzhetik a baleseteket, csökkentik a kiesési időket és a gyártás megszakításit és komoly referencia a vevők felé ben az első autóipari beszállító vállalat aki elnyerte az Európai Únió Környezetvédelmi díját. A vállalat szervezeti felépítése a 4. ábrán látható. 2 a cég nevét titoktartási okokból nem közölhetem

16 4. ábra: A szervezeti felépítés
17 Gyártósorát tekintve a legmodernebb technológiákat alkalmazzák, melyekkel precíziós diesel üzemanyag pumpát állítanak elő, illetve rendszervezérlő egységeket a motorokhoz, melyek nagymértékben segítik, hogy a motorok teljesítsék az emissziós előírásokat A vállalat termékei Dízel motorhoz kapcsolódó termékek: A magas nyomású pumpa 1800 bar nyomás hoz létre a nyomócsőben, ami legnagyobb nyomás jelenleg amit el tudnak érni. Az injektor gondoskodik a motor megfelelő üzemanyag ellátásáról, biztosítva a tökéletes égést. 5. ábra: Pumpa 6. ábra: Nyomócső 7. ábra: Injektor Elektronikusan vezérelt elosztó pumpa (8. ábra.): optimálisan vezérli a befecskendezés nyomását, illetve a befecskendezés idejét egy 4 hengeres motorban. 8. ábra: Elektronikusan vezérelt pumpa

18 Rendszervezérlő egységek: VCT (Variable Cam Shaft Timing): a szelepek időzítését végzi. Mégpedig úgy, hogy lekapcsolja a vezérműtengelyt a főtengelyről. Ezzel érhető el a megfelelő motorerő és az optimális fogyasztás. 9. ábra: VCT DCV2 (Duty Control Valve 2nd Generation): csökkentik az emissziókat azáltal, hogy az üzemanyag párát összegyűjtik a tankon belül és újrahasznosítják. 10. ábra: DCV2 EGRV: kipufogógáz újrakeringtető szelep. Ez is az alacsonyabb emissziós érték elérésében segít. 11. ábra: EGRV ETB (Electronic Trottle Body): az égés optimalizálását végzi azáltal, hogy elektronikusan szabályozza a belső levegő áramlást. 12. ábra: ETB

19 2.2. Cigma ERP Az általam bemutatott vállalatnál egy CIGMA nevű vállalatirányítási rendszert alkalmaznak. Ilyen rendszer használata elengedhetetlen, nélküle átláthatatlanok lennének a megrendelések, termelés tervezése, raktárkészlet nyilvántartása és a pénzügyi műveletek is. Tehát egy ilyen rendszer ezeket a modulokat kezeli. Nagy előnye, hogy ezek kapcsolódnak egymáshoz, bárki bármikor (természetesen csak, ha megfelelő hozzáféréssel rendelkezik az adott művelethez) hozzáférhet az aktuális adatokhoz. Az adatrögzítést egyszer kell csak elvégezni, mert a rendszer ezeket dinamikusan kezeli, így kizárhatók a többszörös adatrögzítésből bekövetkező elírások. Gyorsan és egyszerűen készíthetünk kimutatásokat, melyek segítségével a menedzsment a rövid-, és hosszútávú stratégiáit megtervezheti. Adatokat szolgáltat a vállalat különböző tevékenységeinek teljesítményéről. Láthatóvá válnak a gyenge pontok, amiket időben ki lehet küszöbölni. 13. ábra. CIGMA kezelőfeülete
 hozzáférhet az aktuális adatokhoz.")
20 3. Az alapanyag útja a beérkezéstől a készáru kiszállításáig

21 14. ábra: Az anyagáramlás és a közben végzett adminisztrációs tevékenységek nagyvonalú folyamatábrája
22 3.1. Árufogadó tér A beszállítók teherautói ide érkeznek meg a Japánból, Thaiföldről illetve Európából származó alkatrészekkel, alapanyagokkal, melyeket a kicsomagoló csapat tagjai (Unpacking team UPT) vesznek át. Ők kapják meg a számlákat, szállítóleveleket is. Az áru kirakodása után következik a mennyiségi ellenőrzés, valamint átvizsgálják, hogy az áruk el vannak-e látva egyedi azonosítóval (14. ábra). Ez az azonosító tartalmazza a termékre vonatkozó főbb adatokat, úgy, mint a termék neve, azonosítószáma, a lokációja, az alkatrész beérkezési dátuma. Található rajta QR kód, mely szintén tartalmazza ezeket az információkat. A QR kód nevét a Quick Response angol kifejezésből kapta, ami gyors választ jelent, ez utal arra, hogy gyorsan dekódolható. Jellegzetessége a sarkokon található négyzet alakú mező, amely megkönnyíti a szkennelést (elforgatva is könnyen értelmezhető) és információhordozó szerepe is van. További előnye, hogy kisméretű és sok adat tárolására használható, és jó a hibatűrő képessége júniusában ISO/IEC nemzetközi szabvánnyá vált. Több változata létezik, a leggyakrabban alkalmazott a LEVEL L. [3.] Adattároló kapacitása: Csak számokból Max karakter Alfanumerikus értékekből Max karakter Bináris adatok (8 bites szervezésben) Max bájt Kandzsi/Kana Max karakter Amennyiben hiányzik ez az azonosító címke (későbbiekben TRACE TAG), akkor az itt dolgozók feladata ennek a nyomtatása. Ezt a CIGMA-ból egyszerűen meg tudják tenni. Az árukat ezután rakodólapokra kirakodják és kiküldik őket a minőségellenőrzésre.
23 15. ábra: TRACE TAG 3.2. Minőség-ellenőrzés A minőség-ellenőrzést végző személyzet ezután vizuálisan ellenőrzik az összes egységrakományt, megvizsgálják, hogy megfelelnek-e az elvárt minőségnek, nincsenek-e törött, selejtes alapanyagok. A terméktől függ, hogy 100%-ban kell ellenőrizni vagy mintavétellel. Ha mindent rendben találtak, zöld pecséttel látnak el minden egyes ládát. (Ahogyan az a 15. ábrán látható) Jelzőfénnyel, illetve hangjelzéssel értesítik a folyamat következő tagját, hogy szállíthatják tovább a leellenőrzött rakodólapos egységrakományokat, dobozokat Betárolás A leellenőrzött anyagokat a stock-in team tagjai ( zöldezők ) szállítják a raktárban a kijelölt helyére. A lokációk jelölése egyértelműen beazonosítja a tároló rekeszt. (16. ábra)
24 WA ábra: Lokáció jelölése Minden területen azonos jelölést használnak, a termelésben és a raktárban is. két betűvel kezdődik: az első jelöli a tevékenységet, ahol a lokáció megtalálható (W washing vagyis mosó), a második pedig a lokációtömböt mutatja. Ezután 3 szám következik, amelyek a rekesz helyét mutatják meg a lokációban. Az első jelenti a lokáció magassági szintjét, a következő kettő pedig a láda helyzetét balról-jobbra haladva. Nagyon fontos odafigyelni arra, hogy a lokációk nem rögzítettek, át lehet őket helyezni, ezért ezt nyomon kell követni folyamatosan, és szükség esetén új kártyákat kell készíteni. A raktári elhelyezés az alapanyag fajtájától függően különböző lehet. Két elhelyezési módot alkalmaznak: Szabadraktár (Free location), Dobozos lokáció (Box location).
25 Szabad lokáció (Free location) A minőségvizsgálat befejezése után jelzést adnak (fény jelzés a minőség, valamint fény és hang a raktár területén), hogy végeztek egy termék vizsgálatával. A zöldező ekkor a jelzőfény segítségével megkeresi a leellenőrzött, zöld pecséttel ellátott alkatrészt. Minden esetben meg kell győződni, hogy ez a pecsét felkerült-e a TRACE TAG-re. Ezután az alkatrészek dokumentációja következik: A minőségi osztály által jónak minősített európai (HU-s) alkatrészeket az alkatrész-átvételi lapra fel kell írni. Fel kell tüntetni a cikkszámot, a jónak minősített aktuális darabszámot, az alkatrész beérkezési dátumát (due date). Zöldező aláírja az átvételi lapot. Az elkészült anyagot nagyemelésű gépi targonca segítségével szállítják a raktárterületre. Fontos előírás, hogy egyszerre mindig csak egy rakodólapos egységrakományt szabad szállítani, kettőt egymáson nem lehet. A raktár területére érve minden esetben meg kell győződni arról, hogy a behozott alkatrészt valóban a szabadraktár területén kell-e elhelyezni. Ehhez a lokációk végén található cikkszám-lista nyújt segítséget. Ezután a zöldező a rakodólapos egységrakományt a legközelebb lévő üres rakodólap helyet jelző táblához (lokációjelző post) szállítja. A tábla nyílásai szemléltetik az adott blokk lehetséges rakodólap helyeit, és a bennük található kék kanban tartók mutatják meg, hogy az adott hely üres-e. Ha van kék tartó, az üres helyet jelöl. Kivesz egy tartót, majd az egységrakományról levesz egy TRACE TAG-et, ráírja a rakodólapon található dobozok számát a BOX rovatba, majd beleteszi a kék kanban tartóba.
26 Megkeresi a kiválasztott lokációt, majd elhelyezi rajta az egységrakományt. A kék tasakba behelyezett TRACE TAG-et lepecsételi a személyre kiadott számozott pecsétnyomóval, ezzel be lehet azonosítani a betöltést végző személyt. Végül a kék tasakot el kell még helyezni a kijelölt helyén, a rakodólap FIFO nyilvántartó zöld dobozban. A TRACE TAG-et és az itt található cikkszámokat egyeztetni kell, hogy az áru a megfelelő helyre lett-e betárolva. A kék TRACE TAG tartó tasakot a FIFO-elv betartásával felülre kell helyezni a tartóban Dobozos lokáció (Box location) A zöldező szintén a minőségvizsgálat után jelet kap, hogy elkészültek valamelyik cikkszám vizsgálatával. Ekkor kézikocsival kell kimenni a minőség területére. Ellenőrzik, hogy a zöld pecsét valóban rákerült-e az anyagra, majd felteszik azt a kocsira. Ezután következik a felzöldült alkatrész adminisztrációja. Felírják az alkatrész átvételi lapra az alkatrész számát, mennyiségét, a beérkezés idejét, majd aláírják. Fontos, hogy ha az egységdobozban levő mennyiség kevesebb, mint az előre meghatározott darabszám, a QR kódot le kell javítani, ami azért szükséges, hogy a CIGMA a megfelelő adatokat tartalmazza. A javítandó lapot állítva kell a dobozra tenni. Ekkor a zöldező megkeresi a megfelelő lokációt, ahova az adott alapanyag tartozik, egyezteti a TRACE TAG-et a lokáción lévő alkatrészszám jelző táblával, majd betöltés előtt lepecsételi a személyre szóló pecséttel.
27 Betöltéskor 2 nagyon fontos szabályt kell figyelembe venni: FIFO-szabály szigorú betartása: (First In First Out) a FIFO készletvezetés lényege, hogy a legkorábban beérkezett alkatrészek épülnek be a gyártás folyamán legkorábban Betöltési magasságok figyelembe vétele: ezt a következő ábra mutatja: CA301 magasság 3 HU box 17. ábra: Példa raktári jelölésre (signs of warehouse locations) Minden lokációhoz tartozik egy ilyen jelzés, ami a következő információkat adja az alkatrésszel kapcsolatban: lokáció száma (location number) [CA301], milyen magasan lehet egymásra pakolni a ládákat [3], anyagszám (part number) [HU ], paletta-kanban szabály, ez azt jelenti, hogy hány doboznak kell minimálisan a lokációban lenni. Ha elérik ezt a számot, meg kell rendelni a zöldezőktől a következő rakodólapos egységrakománynyi alkatrészt. [10 box]. Ha betöltés közben egy sor betelik, és az alkatrésznek több sora van, az utolsó dobozra elhelyezik az UTOLSÓ (last) feliratot. Amennyiben az összes sor betelt, és maradt még alkatrész, az utolsó sor végére elhelyezik az OVERFLOW kijelzést. Ez túlcsordulást jelent. A túlcsordult anyagok számára egy külön terület van elhatárolva, ide helyezik el őket ilyen esetekben. Ha egy alkatrész elfogy a lokációból, de rajta van az OVERFLOW jelzés, akkor mindig először a túlcsordult területről kell újra feltölteni a sorait.
28 Szabadlokációból dobozlokációba való betöltés A dobozlokációba való anyagigénylésre raklapkanban-kártyát (18. ábra) használnak. Jelölései tartalmazzák az alkatrész nevét, számát, a box lokáció számát és a paletta-kanban szabályt, ami azt jelenti, hogy mikor kell igényelni az utántöltést. Ennek alkalmazása a gyártás ciklusidejétől függ, illetve, hogy az adott doboz mennyi alkatrészt tartalmaz. Két jelölés van érvényben: PAL: az utánrendelés akkor szükséges, mikor még 1 rakodólapnyi mennyiség van még a box lokációban. 10 BOX: amikor még 10 doboznyi mennyiség van. 18. ábra: Raklapkanban-kártya A kanbant az utántöltési igény kijelző (pallet pick up post) polcra kell kirakni. A zöldező ezt észlelve, megkeresi a kártyához tartozó rakodólap FIFO nyilvántartó zöld dobozt, és kiveszi a legalsó kék kanbantartót, ami megmutatja a FIFO szerinti legrégebbi egységrakomány helyét a szabadraktárban. Fontos az igénylő kártya és a kék kanbantartóban lévő TRACE TAG összehasonlítása, a két anyagszámnak mindig egyeznie kell. Illetve ellenőrizni kell azt is, hogy a dobozlokációban valóban van-e hely az újabb rakodólapnyi alapanyag számára.
29 Ezután a kék kanbantartón található szám alapján megkeresi a szabadraktárban a megfelelő lokációt, és leemeli a rakodólapos egységrakományt. A kék kanbantartóból kiveszi a TRACE TAG-et, és ráteszi a rakodólapon található dobozra, amin nem volt. A kék kanbantartót pedig visszateszi az üres raklaphelyet jelző táblába (ezzel az adott hely ismét szabaddá válik). Ezután a zöldező az egységrakományt az alkatrész számának megfelelő dobozos lokációhoz szállítja, majd minden betöltendő doboz TRACE TAG-jét lepecsételi a személyre szóló azonosító pecséttel, majd betöltés előtt ezt egyezteti a lokáción levő anyagszám kijelzéssel. Ha ez egyezik, el lehet kezdeni a betöltést a FIFO-elv betartásával és az alkatrész betöltési magasság ellenőrzésével. Az alkatrész betöltése után, minden befejezett sor után, az utolsó dobozra az UTOLSÓ jelölést teszik, majd az aktuális betöltési sort jelző mágnest áthelyezik a következő sorra, jobbról-balra haladva. Kiegészítésként fontos, hogy a targoncán egyszerre maximum három kék kanbantartó lehet az alkatrészek lehetséges összekeverésének megelőzése miatt. Előfordulhat olyan helyzet is, hogy a kanbanosok anyaghiányt jeleznek, de a szabadlokációban sincs alapanyag. Ekkor a kanban-kártyákat előreviszik a kicsomagoláshoz, akik értesítik a zöldezőket, ha ilyen anyag érkezik. Itt van erre a célra egy külön kialakított kártyatartó. Megvalósítás alatt áll egy új ötlet, ennek a helyzetnek a megoldására, könnyebb kezelésére. Ez egy tábla, melyre felvezetnék az anyaghiányos alkatrész: nevét, számát, a hiány észrevételének az idejét, ki végezte a kicsomagolást. Ez az ötlet áttekinthetőbbé tenné az anyaghiányos problémákat, azok megoldását.
Feladatunk, hogy az alábbiakban látható tízgépes elrendezésre meghatározzuk az operátorok optimális kiosztását a vevői igények függvényében.
 Kosztolányi János Operátorkiosztás tervezése Feladatunk, hogy az alábbiakban látható tízgépes elrendezésre meghatározzuk az operátorok optimális kiosztását a vevői igények függvényében. Első lépésként
Kosztolányi János Operátorkiosztás tervezése Feladatunk, hogy az alábbiakban látható tízgépes elrendezésre meghatározzuk az operátorok optimális kiosztását a vevői igények függvényében. Első lépésként
Kardex Remstar Horizontal: gyors komissiózás és készenlétbe helyezés horizontális irányban.
 Szabványos megoldások Horizontális páternoszter rendszerek Kardex Remstar Horizontal: gyors komissiózás és készenlétbe helyezés horizontális irányban. 20 21 Kardex Remstar Horizontal Kardex Remstar Horizontal:
Szabványos megoldások Horizontális páternoszter rendszerek Kardex Remstar Horizontal: gyors komissiózás és készenlétbe helyezés horizontális irányban. 20 21 Kardex Remstar Horizontal Kardex Remstar Horizontal:
Beszerzési és elosztási logisztika. Előadó: Telek Péter egy. adj. 2008/09. tanév I. félév GT5SZV
 Beszerzési és elosztási logisztika Előadó: Telek Péter egy. adj. 2008/09. tanév I. félév GT5SZV 2. Előadás A beszerzési logisztika alapjai Beszerzési logisztika feladata/1 a termeléshez szükséges: alapanyagok
Beszerzési és elosztási logisztika Előadó: Telek Péter egy. adj. 2008/09. tanév I. félév GT5SZV 2. Előadás A beszerzési logisztika alapjai Beszerzési logisztika feladata/1 a termeléshez szükséges: alapanyagok
Beszerzési és elosztási logisztika. Előadó: Telek Péter egy. adj. 2008/09. tanév I. félév GT5SZV
 Beszerzési és elosztási logisztika Előadó: Telek Péter egy. adj. 2008/09. tanév I. félév GT5SZV 5. Előadás Elosztási folyamat A klasszikus elosztási logisztikai rendszer Az elosztási logisztikai rendszer:
Beszerzési és elosztási logisztika Előadó: Telek Péter egy. adj. 2008/09. tanév I. félév GT5SZV 5. Előadás Elosztási folyamat A klasszikus elosztási logisztikai rendszer Az elosztási logisztikai rendszer:
A technológiai berendezés (M) bemenő (BT) és kimenő (KT) munkahelyi tárolói
 bemenő (BT) és kimenő (KT) munkahelyi tárolói") 9., ELŐADÁS LOGISZTIKA A TERMELÉSIRÁNYÍTÁSBAN Hagyományos termelésirányítási módszerek A termelésirányítás feladata az egyes gyártási műveletek sorrendjének és eszközökhöz történő hozzárendelésének meghatározása.
9., ELŐADÁS LOGISZTIKA A TERMELÉSIRÁNYÍTÁSBAN Hagyományos termelésirányítási módszerek A termelésirányítás feladata az egyes gyártási műveletek sorrendjének és eszközökhöz történő hozzárendelésének meghatározása.
Hagyományos termelésirányítási módszerek:
 Hagyományos termelésirányítási módszerek: - A termelésirányítás határozza meg, hogy az adott termék egyes technológiai műveletei - melyik gépeken vagy gépcsoportokon készüljenek el, - mikor kezdődjenek
Hagyományos termelésirányítási módszerek: - A termelésirányítás határozza meg, hogy az adott termék egyes technológiai műveletei - melyik gépeken vagy gépcsoportokon készüljenek el, - mikor kezdődjenek
Vezetői információs rendszer
 Vezetői információs rendszer A stratégiai tervezés (általában a tervezés) elemzések, döntések, választások sorozata, melynek során a stratégiai menedzsmentnek elemeznie kell a környezetet, a szervezet
Vezetői információs rendszer A stratégiai tervezés (általában a tervezés) elemzések, döntések, választások sorozata, melynek során a stratégiai menedzsmentnek elemeznie kell a környezetet, a szervezet
SONIMA. Az Ön partnere a moduláris üzleti szolgáltatások terén
 SONIMA Az Ön partnere a moduláris üzleti szolgáltatások terén 1 Moduláris megoldások Manufacturing Gyártás Assembly Szerelés Industrial Ipari Cleaning tisztítás Warehousing Raktározás Logisztika Logistics
SONIMA Az Ön partnere a moduláris üzleti szolgáltatások terén 1 Moduláris megoldások Manufacturing Gyártás Assembly Szerelés Industrial Ipari Cleaning tisztítás Warehousing Raktározás Logisztika Logistics
Beszerzési logisztikai folyamat
 BESZÁLLÍTÓ Beszállítás, ütemezés Beszerzési logisztika Szállítási mód és eszköz megválasztása Beszállítás Beszerzési folyamat: - igények meghatározása, - ajánlatkérés és feldolgozás, - beszállítók kiválasztása,
BESZÁLLÍTÓ Beszállítás, ütemezés Beszerzési logisztika Szállítási mód és eszköz megválasztása Beszállítás Beszerzési folyamat: - igények meghatározása, - ajánlatkérés és feldolgozás, - beszállítók kiválasztása,
A logisztika feladata, célja, területei
 A logisztika feladata, célja, területei A logisztika feladata: Anyagok és információk rendszereken belüli és rendszerek közötti áramlásának tervezése, irányítása és ellenőrzése, valamint a vizsgált rendszerben
A logisztika feladata, célja, területei A logisztika feladata: Anyagok és információk rendszereken belüli és rendszerek közötti áramlásának tervezése, irányítása és ellenőrzése, valamint a vizsgált rendszerben
Logisztikai Csapatbajnokság esettanulmány leírás
 Logisztikai Csapatbajnokság esettanulmány leírás Háttérinformáció: A gyártó az autóipar egyik vezető Tier 1 es beszállítója, mely globálisan végzi tevékenységét és a világ összes jelentős autógyártó cégének
Logisztikai Csapatbajnokság esettanulmány leírás Háttérinformáció: A gyártó az autóipar egyik vezető Tier 1 es beszállítója, mely globálisan végzi tevékenységét és a világ összes jelentős autógyártó cégének
Dr. Fodor Zita egyetemi docens
 Záróvizsga tételek Dr. Fodor Zita egyetemi docens 18. tétel Ismertesse a logisztikai és a marketingfunkciók kölcsönhatásait, valamint az integrált logisztikai (teljes)költségkoncepciót! Területek beszerzés
Záróvizsga tételek Dr. Fodor Zita egyetemi docens 18. tétel Ismertesse a logisztikai és a marketingfunkciók kölcsönhatásait, valamint az integrált logisztikai (teljes)költségkoncepciót! Területek beszerzés
ANYAGÁRAMLÁS ÉS MŰSZAKI LOGISZTIKA
 ANYAGÁRAMLÁS ÉS MŰSZAKI LOGISZTIKA Raktár készletek, raktározási folyamato ELŐADÁS I. é. Szabó László tanársegéd BME Közlekedésmérnöki és Járműmérnöki Kar Anyagmozgatási és Logisztikai Rendszerek Tanszék
ANYAGÁRAMLÁS ÉS MŰSZAKI LOGISZTIKA Raktár készletek, raktározási folyamato ELŐADÁS I. é. Szabó László tanársegéd BME Közlekedésmérnöki és Járműmérnöki Kar Anyagmozgatási és Logisztikai Rendszerek Tanszék
Korszerű termelésszervezési eljárások
 Korszerű termelésszervezési eljárások 2010.10.25. 1. Just In Time (Éppen időben) módszer Termeld ma azt, amire holnap szükség van. A JIT-elv négy alapeleme: nincs raktárkészlet rövid szállítási idők kis
Korszerű termelésszervezési eljárások 2010.10.25. 1. Just In Time (Éppen időben) módszer Termeld ma azt, amire holnap szükség van. A JIT-elv négy alapeleme: nincs raktárkészlet rövid szállítási idők kis
Logisztikai hibák tragikus hatása a cég költségeire. ügyvezető
 Logisztikai hibák tragikus hatása a cég költségeire Budapest, 2005. október 27. ügyvezető Szabó Zoltán Az előadás felépítése Ghibli Kft rövid bemutatása Felmérés eredményei és következtetések Néhány logisztikai
Logisztikai hibák tragikus hatása a cég költségeire Budapest, 2005. október 27. ügyvezető Szabó Zoltán Az előadás felépítése Ghibli Kft rövid bemutatása Felmérés eredményei és következtetések Néhány logisztikai
GLOBÁLIZÁLT BESZERZÉS ÉS ELOSZTÁS A LOGISZTIKÁBAN
 GOBÁIZÁT BESZERZÉS ÉS EOSZTÁS A OGISZTIKÁBAN A globalizációjának, a késleltetett következménye, hogy két kapcsolódó láncszem a beszerzés és elosztás is globalizálódik. A globalizált beszerzésnek és elosztásnak
GOBÁIZÁT BESZERZÉS ÉS EOSZTÁS A OGISZTIKÁBAN A globalizációjának, a késleltetett következménye, hogy két kapcsolódó láncszem a beszerzés és elosztás is globalizálódik. A globalizált beszerzésnek és elosztásnak
Bevezetés a Warehouse Management azaz a raktárgazdálkodás rejtelmeibe
 A raktárgazdálkodás segítségével hatékonyan tárolhatjuk és mozgathatjuk az anyagokat, alacsony szinten tarthatjuk a raktárkészletet, magas szolgáltatási színvonalat nyújtva. A WM be- és kitárolási stratégiákkal
A raktárgazdálkodás segítségével hatékonyan tárolhatjuk és mozgathatjuk az anyagokat, alacsony szinten tarthatjuk a raktárkészletet, magas szolgáltatási színvonalat nyújtva. A WM be- és kitárolási stratégiákkal
Rugalmas gyártócellák kialakítása
 Rugalmas gyártócellák kialakítása Miért van szükség gyártócellák kialakítására? Hagyományosan a termelő vállalatok felépítése nem folyamat-, hanem technológia szemléletű. Ez azt jelenti, hogy korábban
Rugalmas gyártócellák kialakítása Miért van szükség gyártócellák kialakítására? Hagyományosan a termelő vállalatok felépítése nem folyamat-, hanem technológia szemléletű. Ez azt jelenti, hogy korábban
Ügyfelünk a Grundfos. Központi raktár, egy helyre összpontosított erőforrások
 Ügyfelünk a Grundfos Központi raktár, egy helyre összpontosított erőforrások Összefoglalás A Grundfos globális viszonylatban vezető szerepet tölt be a szivattyúágazatban. A dán vállalat jelenléte Magyarországon
Ügyfelünk a Grundfos Központi raktár, egy helyre összpontosított erőforrások Összefoglalás A Grundfos globális viszonylatban vezető szerepet tölt be a szivattyúágazatban. A dán vállalat jelenléte Magyarországon
Gyakorló feladatok a Termelésszervezés tárgyhoz MBA mesterszak
 Gazdaság- és Társadalomtudományi Kar Menedzsment és Vállalatgazdaságtan Tanszék Gyakorló feladatok a Termelésszervezés tárgyhoz MBA mesterszak Készítette: dr. Koltai Tamás egyetemi tanár Budapest, 2012.
Gazdaság- és Társadalomtudományi Kar Menedzsment és Vállalatgazdaságtan Tanszék Gyakorló feladatok a Termelésszervezés tárgyhoz MBA mesterszak Készítette: dr. Koltai Tamás egyetemi tanár Budapest, 2012.
Üdvözölöm a Synchro Game termelési szimulációs tréning. résztvevőit a Festo nevében
 Üdvözölöm a Synchro Game termelési szimulációs tréning résztvevőit a Festo nevében Hargitai Géza Festo Didactic Hargitai Géza Synchro Plan termelési szimuláció 12.11.2007 1 Milyen elvárásoknak kell megfelelni
Üdvözölöm a Synchro Game termelési szimulációs tréning résztvevőit a Festo nevében Hargitai Géza Festo Didactic Hargitai Géza Synchro Plan termelési szimuláció 12.11.2007 1 Milyen elvárásoknak kell megfelelni
Logisztika A. 2. témakör
 Logisztika A tantárgy 2. témakör Beszerzési-, termelési-, elosztási-, újrahasznosítási logisztika feladata MISKOLCI EGYETEM Anyagmozgatási és Logisztikai Tanszék Beszerzési logisztika Beszállító Vevõ Áruátvétel
Logisztika A tantárgy 2. témakör Beszerzési-, termelési-, elosztási-, újrahasznosítási logisztika feladata MISKOLCI EGYETEM Anyagmozgatási és Logisztikai Tanszék Beszerzési logisztika Beszállító Vevõ Áruátvétel
Logisztikai technológia- és folyamatfejlesztés felkészülés a beszállítói szerepre. 2014 SSI Schäfer
 Logisztikai technológia- és folyamatfejlesztés felkészülés a beszállítói szerepre 2 Mit szeretnének az ügyfelek? Miért kell fejleszteni egy logisztikai szolgáltatónak? Rövid szállítási időt Teljes csomagokat
Logisztikai technológia- és folyamatfejlesztés felkészülés a beszállítói szerepre 2 Mit szeretnének az ügyfelek? Miért kell fejleszteni egy logisztikai szolgáltatónak? Rövid szállítási időt Teljes csomagokat
Távvezérelt anyagmozgató rendszer a Toyotától
 www.toyota-forklifts.hu Távvezérelt anyagmozgató rendszer a Toyotától 2 TOYOTA MATERIAL HANDLING TÁVVEZÉRELT ANYAGMOZGATÓ RENDSZER 3 Fejleszteni kívánja komissiózási munkafolyamatát? Válassza t - mote
www.toyota-forklifts.hu Távvezérelt anyagmozgató rendszer a Toyotától 2 TOYOTA MATERIAL HANDLING TÁVVEZÉRELT ANYAGMOZGATÓ RENDSZER 3 Fejleszteni kívánja komissiózási munkafolyamatát? Válassza t - mote
5. előadás: Magasraktárak, raktári folyamatok irányítása, készletezés
 5. előadás: Magasraktárak, raktári folyamatok irányítása, készletezés Magasraktározási rendszerek Elterjedésének okai: korszerű elosztási rendszerek fejlődése termelési folyamatok automatizálása raktártechnika
5. előadás: Magasraktárak, raktári folyamatok irányítása, készletezés Magasraktározási rendszerek Elterjedésének okai: korszerű elosztási rendszerek fejlődése termelési folyamatok automatizálása raktártechnika
Termelési folyamat logisztikai elemei
 BESZERZÉSI LOGISZTIKA Termelési logisztika Beszállítás a technológiai folyamat tárolójába Termelés ütemezés Kiszállítás a technológiai sorhoz vagy géphez Technológiai berendezés kiválasztása Technológiai
BESZERZÉSI LOGISZTIKA Termelési logisztika Beszállítás a technológiai folyamat tárolójába Termelés ütemezés Kiszállítás a technológiai sorhoz vagy géphez Technológiai berendezés kiválasztása Technológiai
GLOBÁLIZÁLT BESZERZÉS ÉS ELOSZTÁS A LOGISZTIKÁBAN
 3. EŐADÁS GOÁIZÁT ESZZÉS ÉS EOSZTÁS A OGISZTIKÁAN A termelés globalizációjának, a késleltetett termelés következménye, hogy két kapcsolódó láncszem a beszerzés és elosztás is globalizálódik. A globalizált
3. EŐADÁS GOÁIZÁT ESZZÉS ÉS EOSZTÁS A OGISZTIKÁAN A termelés globalizációjának, a késleltetett termelés következménye, hogy két kapcsolódó láncszem a beszerzés és elosztás is globalizálódik. A globalizált
Készítette: Juhász Ildikó Gabriella
 14. tétel Egy kft. logisztikai költséggazdálkodása a számviteli adatok szerint nem megfelelő, ezért a számviteli vezetővel együttműködve a logisztikai vezető számára meghatározták a szolgáltatási rendszer
14. tétel Egy kft. logisztikai költséggazdálkodása a számviteli adatok szerint nem megfelelő, ezért a számviteli vezetővel együttműködve a logisztikai vezető számára meghatározták a szolgáltatási rendszer
LEAN egyszerűen. http:// ://www.lehel-management.hu/ Kákonyi. Előadó: Lehel
 ÚJ J KIHÍVÁSOK ÚJ J VÁLASZOKV LEAN egyszerűen en http:// ://www.lehel-management.hu/ Előadó: Kákonyi Lehel Bemutatkozunk Folyamatoptimalizálás Amit az Önök k figyelmébe ajánlok Leánykori nevén: Toyota
ÚJ J KIHÍVÁSOK ÚJ J VÁLASZOKV LEAN egyszerűen en http:// ://www.lehel-management.hu/ Előadó: Kákonyi Lehel Bemutatkozunk Folyamatoptimalizálás Amit az Önök k figyelmébe ajánlok Leánykori nevén: Toyota
A Z A N Y A G É S K É S Z L E T G A Z D Á L K O D Á S I R E N D S Z E R V I Z S G Á L A T A L O G I S Z T I K A I S Z E M P O N T O K A L A P J Á N
 Controlling A Z A N Y A G É S K É S Z L E T G A Z D Á L K O D Á S I R E N D S Z E R V I Z S G Á L A T A L O G I S Z T I K A I S Z E M P O N T O K A L A P J Á N Az anyagok osztályozása és számbavétele Nyersanyagnak
Controlling A Z A N Y A G É S K É S Z L E T G A Z D Á L K O D Á S I R E N D S Z E R V I Z S G Á L A T A L O G I S Z T I K A I S Z E M P O N T O K A L A P J Á N Az anyagok osztályozása és számbavétele Nyersanyagnak
Vezetői információs rendszerek
 Vezetői információs rendszerek Kiadott anyag: Vállalat és információk Elekes Edit, 2015. E-mail: elekes.edit@eng.unideb.hu Anyagok: eng.unideb.hu/userdir/vezetoi_inf_rd 1 A vállalat, mint információs rendszer
Vezetői információs rendszerek Kiadott anyag: Vállalat és információk Elekes Edit, 2015. E-mail: elekes.edit@eng.unideb.hu Anyagok: eng.unideb.hu/userdir/vezetoi_inf_rd 1 A vállalat, mint információs rendszer
INFOR ERP Ln 6.1 Baan IV vonalkódos megoldások
 INFOR ERP Ln 6.1 Baan IV vonalkódos megoldások 2009.november 4. Vagányi Ferenc ferenc.vaganyi@snt.hu www.snt.hu 1 Vonalkód jellemzők Vonalkódok jellemzői, vonalkódos szabványok A vonalkódok lehetnek egy-,
INFOR ERP Ln 6.1 Baan IV vonalkódos megoldások 2009.november 4. Vagányi Ferenc ferenc.vaganyi@snt.hu www.snt.hu 1 Vonalkód jellemzők Vonalkódok jellemzői, vonalkódos szabványok A vonalkódok lehetnek egy-,
Irányelv Termékbeszerzés és -jelölés
 Mozgás a tökéletesség jegyében Királykategória a lég-, szabályozás- és meghajtástechnikában Irányelv Termékbeszerzés és -jelölés A ZIEHL-ABEGG Kft. minden partnerére érvényes Tartalom 1. Alkalmazási terület
Mozgás a tökéletesség jegyében Királykategória a lég-, szabályozás- és meghajtástechnikában Irányelv Termékbeszerzés és -jelölés A ZIEHL-ABEGG Kft. minden partnerére érvényes Tartalom 1. Alkalmazási terület
Logisztikai hálózatok funkcionális elemekre bontása intralogisztikai
 Logisztikai hálózatok funkcionális elemekre bontása intralogisztikai rendszerekben Minden rendszer, és így a logisztikai hálózatok is egymással meghatározott kapcsolatban lévő rendszerelemekből, illetve
Logisztikai hálózatok funkcionális elemekre bontása intralogisztikai rendszerekben Minden rendszer, és így a logisztikai hálózatok is egymással meghatározott kapcsolatban lévő rendszerelemekből, illetve
(HL L 384., , 75. o.)
") 2006R2023 HU 17.04.2008 001.001 1 Ez a dokumentum kizárólag tájékoztató jellegű, az intézmények semmiféle felelősséget nem vállalnak a tartalmáért B A BIZOTTSÁG 2023/2006/EK RENDELETE (2006. december 22.)
2006R2023 HU 17.04.2008 001.001 1 Ez a dokumentum kizárólag tájékoztató jellegű, az intézmények semmiféle felelősséget nem vállalnak a tartalmáért B A BIZOTTSÁG 2023/2006/EK RENDELETE (2006. december 22.)
LogControl Raktármenedzsment
 LogControl Raktármenedzsment A rendszer kialakítása korszerű rendszertervezési módszertanok alkalmazása a hibalehetőségek minimálissá tétele (a lehető legtöbb helyen vonalkódok használata tárolóhely, cikk,
LogControl Raktármenedzsment A rendszer kialakítása korszerű rendszertervezési módszertanok alkalmazása a hibalehetőségek minimálissá tétele (a lehető legtöbb helyen vonalkódok használata tárolóhely, cikk,
Miskolci Egyetem Anyagmozgatási és Logisztikai Tanszék. 1. fólia
 Miskolci Egyetem Anyagmozgatási és Logisztikai Tanszék 1. fólia Miskolci Egyetem Anyagmozgatási és Logisztikai Tanszék 2. fólia 3. fólia Külső anyagmozgatás elemei Szállítás. közúti, vasúti, vízi, légi,
Miskolci Egyetem Anyagmozgatási és Logisztikai Tanszék 1. fólia Miskolci Egyetem Anyagmozgatási és Logisztikai Tanszék 2. fólia 3. fólia Külső anyagmozgatás elemei Szállítás. közúti, vasúti, vízi, légi,
Logisztikai rendszer. Kis- és középvállalkozások. Általános jellemzők Ügyvezetés I. és II.
 Kis- és középvállalkozások Ügyvezetés I. és II. 1 Logisztikai rendszer 2 Általános jellemzők Anyagi jellegű folyamatok Anyagáramlások (helyváltoztatás) (kereskedelem) Anyagátalakulások (fizikai, kémia)
Kis- és középvállalkozások Ügyvezetés I. és II. 1 Logisztikai rendszer 2 Általános jellemzők Anyagi jellegű folyamatok Anyagáramlások (helyváltoztatás) (kereskedelem) Anyagátalakulások (fizikai, kémia)
Termelési logisztika tervezése
 Termelési logisztika tervezése Anyagáramlás tervezése: Raktárak, üzemek elhelyezésének tervezése. Az anyagáramlási utak minimálisra adódjanak. A kapcsolódás az anyagmozgató rendszerekhez a legkedvezőbb
Termelési logisztika tervezése Anyagáramlás tervezése: Raktárak, üzemek elhelyezésének tervezése. Az anyagáramlási utak minimálisra adódjanak. A kapcsolódás az anyagmozgató rendszerekhez a legkedvezőbb
Anyagfolyamatok optimalizálása a SeaTex gyártóterületen
 Anyagfolyamatok optimalizálása a SeaTex gyártóterületen Tartalom W.E.T. Automotive Systems Magyarország Kft. SeaTex Lean a W.E.T.-nél A projekt bemutatása: Célok VSM, veszteségelemzés (Muda-walk) Taktidő
Anyagfolyamatok optimalizálása a SeaTex gyártóterületen Tartalom W.E.T. Automotive Systems Magyarország Kft. SeaTex Lean a W.E.T.-nél A projekt bemutatása: Célok VSM, veszteségelemzés (Muda-walk) Taktidő
Beszállítás AR Gyártási folyamat KR
 3. ELŐADÁS TERMELÉSI FOLYAMATOK STRUKTURÁLÓDÁSA 1. Megszakítás nélküli folyamatos gyártás A folyamatos gyártás lényege, hogy a termelési folyamat az első művelettől az utolsóig közvetlenül összekapcsolt,
3. ELŐADÁS TERMELÉSI FOLYAMATOK STRUKTURÁLÓDÁSA 1. Megszakítás nélküli folyamatos gyártás A folyamatos gyártás lényege, hogy a termelési folyamat az első művelettől az utolsóig közvetlenül összekapcsolt,
Összeállította: Sallai András. Árurendszerezés
 Összeállította: Sallai András Árurendszerezés Árurendszerezés Hagyományos Kódok alapján Árurendszerezés célja Optimális készletmennyiség biztosítása Statisztikai adatszolgáltatás Áruazonosítás származás
Összeállította: Sallai András Árurendszerezés Árurendszerezés Hagyományos Kódok alapján Árurendszerezés célja Optimális készletmennyiség biztosítása Statisztikai adatszolgáltatás Áruazonosítás származás
8., ELŐADÁS VIRTUÁLIS LOGISZTIKAI KÖZPONTOK ALKALMAZÁSAI. Klaszter, mint virtuális logisztikai központ
 8., ELŐADÁS VIRTUÁLIS LOGISZTIKAI KÖZPONTOK ALKALMAZÁSAI Klaszter, mint virtuális logisztikai központ Feladatai: a beszállítói feladatok kis és középvállalatok versenyképességeinek fokozása érdekében,
8., ELŐADÁS VIRTUÁLIS LOGISZTIKAI KÖZPONTOK ALKALMAZÁSAI Klaszter, mint virtuális logisztikai központ Feladatai: a beszállítói feladatok kis és középvállalatok versenyképességeinek fokozása érdekében,
3. A logisztikai szemlélet jellemzői. Készítette: Juhász Ildikó Gabriella
 3. A logisztikai szemlélet jellemzői 1 A logisztika új menedzsment szemléletet jelent a gazdaságban. Kialakulásának oka: élesedő versenyhelyzet a piacon A termék minőség mellett a kapcsolódó szolgáltatás
3. A logisztikai szemlélet jellemzői 1 A logisztika új menedzsment szemléletet jelent a gazdaságban. Kialakulásának oka: élesedő versenyhelyzet a piacon A termék minőség mellett a kapcsolódó szolgáltatás
Termék azonosítási és nyomon követési szabvány alkalmazásának előnyei az egészségügyben
 Termék azonosítási és nyomon követési szabvány alkalmazásának előnyei az egészségügyben Molnár Attila az EGVE leköszönő elnöke Az üzleti élet közös nyelve Miért van szükség egy szabványra? Értünk egymás
Termék azonosítási és nyomon követési szabvány alkalmazásának előnyei az egészségügyben Molnár Attila az EGVE leköszönő elnöke Az üzleti élet közös nyelve Miért van szükség egy szabványra? Értünk egymás
Beszerzési és elosztási logisztika. Előadó: Telek Péter egy. adj. 2008/09. tanév I. félév GT5SZV
 Beszerzési és elosztási logisztika Előadó: Telek Péter egy. adj. 2008/09. tanév I. félév GT5SZV 4. Előadás Beszerzési logisztikai stratégiák Beszerzési logisztikai stratégiák BESZÁLLÍTÓ Beszállítás, ütemezés
Beszerzési és elosztási logisztika Előadó: Telek Péter egy. adj. 2008/09. tanév I. félév GT5SZV 4. Előadás Beszerzési logisztikai stratégiák Beszerzési logisztikai stratégiák BESZÁLLÍTÓ Beszállítás, ütemezés
Egy tökéletes tárolási rendszer gyors hozzáférhetõséget biztosít! ORSY - A rend és a rendszer márkajele
 ORSY - A rend és a rendszer márkajele A Würth által kifejlesztett ORSY-polcrendszer lehetôséget ad arra, hogy áttekinthetô, rendezett raktárt üzemeltessen. Az ORSY-polcrendszerünk stabil, erôs fémszerkezetbôl
ORSY - A rend és a rendszer márkajele A Würth által kifejlesztett ORSY-polcrendszer lehetôséget ad arra, hogy áttekinthetô, rendezett raktárt üzemeltessen. Az ORSY-polcrendszerünk stabil, erôs fémszerkezetbôl
Anyagmozgatás és gépei. 1. témakör. Egyetemi szintű gépészmérnöki szak. MISKOLCI EGYETEM Anyagmozgatási és Logisztikai Tanszék.
 Anyagmozgatás és gépei tantárgy 1. témakör Egyetemi szintű gépészmérnöki szak 2006-07. II. félév MISKOLCI EGYETEM Anyagmozgatási és Logisztikai Tanszék Miskolci Egyetem Anyagmozgatási és Logisztikai Tanszék
Anyagmozgatás és gépei tantárgy 1. témakör Egyetemi szintű gépészmérnöki szak 2006-07. II. félév MISKOLCI EGYETEM Anyagmozgatási és Logisztikai Tanszék Miskolci Egyetem Anyagmozgatási és Logisztikai Tanszék
Logisztikai módszerek
 BME GTK Ipari menedzsment és Vállalkozásgazdasági Tanszék Menedzser program Logisztikai módszerek dr. Prezenszki József - dr. Tóth Lajos egyetemi docens egyetemi docens LOGISZTIKAI MÓDSZEREK 3. Raktározás,
BME GTK Ipari menedzsment és Vállalkozásgazdasági Tanszék Menedzser program Logisztikai módszerek dr. Prezenszki József - dr. Tóth Lajos egyetemi docens egyetemi docens LOGISZTIKAI MÓDSZEREK 3. Raktározás,
LOGISZTIKA FOGALMA, ALAP KÉRDÉSEI
 LOGISZTIKA FOGALMA, ALAP KÉRDÉSEI Történelmi áttekintés Római Birodalom: Marcus Terentius Varro: Logisticon c. mőve A római hadseregben a logistas-ok biztosították a hadtápellátást. Középkor: Baron de
LOGISZTIKA FOGALMA, ALAP KÉRDÉSEI Történelmi áttekintés Római Birodalom: Marcus Terentius Varro: Logisticon c. mőve A római hadseregben a logistas-ok biztosították a hadtápellátást. Középkor: Baron de
Gyári alkatrészek rendelése modul
 Gyári alkatrészek rendelése modul 1. Bevezetés... 2 2. Menüpontok... 3 2.1. Törölhető tételek... 3 2.2. Szűrések... 4 3. Új megrendelés felvitele... 5 3.1. Rendelés készletfoglalásból... 6 3.2. Készletfeltöltő
Gyári alkatrészek rendelése modul 1. Bevezetés... 2 2. Menüpontok... 3 2.1. Törölhető tételek... 3 2.2. Szűrések... 4 3. Új megrendelés felvitele... 5 3.1. Rendelés készletfoglalásból... 6 3.2. Készletfeltöltő
Anyagmozgatás és gépei. 1. témakör. Egyetemi szintű gépészmérnöki szak. MISKOLCI EGYETEM Anyagmozgatási és Logisztikai Tanszék.
 Anyagmozgatás és gépei tantárgy 1. témakör Egyetemi szintű gépészmérnöki szak 2004-05. II. félév MISKOLCI EGYETEM Anyagmozgatási és Logisztikai Tanszék Miskolci Egyetem Anyagmozgatási és Logisztikai Tanszék
Anyagmozgatás és gépei tantárgy 1. témakör Egyetemi szintű gépészmérnöki szak 2004-05. II. félév MISKOLCI EGYETEM Anyagmozgatási és Logisztikai Tanszék Miskolci Egyetem Anyagmozgatási és Logisztikai Tanszék
TERMELÉSIRÁNYÍTÁS A HERBÁRIUM2000 KFT.-BEN
 TERMELÉSIRÁNYÍTÁS A HERBÁRIUM2000 KFT.-BEN Miben különbözik egy KKV és egy Multi optimalizálása? Tartalom Herbárium 2000. Kft bemutatása A készlet és a termelésirányítás kezelése a projekt előtt, problémák
TERMELÉSIRÁNYÍTÁS A HERBÁRIUM2000 KFT.-BEN Miben különbözik egy KKV és egy Multi optimalizálása? Tartalom Herbárium 2000. Kft bemutatása A készlet és a termelésirányítás kezelése a projekt előtt, problémák
Előadás címe: 5S bevezetése
 TPM Klub 2004. December 2. Előadás címe: 5S bevezetése Előadó: Kesztler Róbert 1 Revision : 1.0 Miről is lesz szó? 1. Röviden a Grundfos filozófiájáról 2. Világszínvonalú gyártás 3. 5S és a TPM kapcsolata
TPM Klub 2004. December 2. Előadás címe: 5S bevezetése Előadó: Kesztler Róbert 1 Revision : 1.0 Miről is lesz szó? 1. Röviden a Grundfos filozófiájáról 2. Világszínvonalú gyártás 3. 5S és a TPM kapcsolata
LEAN MENEDZSMENT ALAPJAI Eger, 2012. Előadó: Tamás Lászlóné Katalin vezető tanácsadó
 LEAN MENEDZSMENT ALAPJAI Eger, 2012 Előadó: Tamás Lászlóné Katalin vezető tanácsadó Tartalom Termelékenység-fejlesztés Gyártási folyamatok veszteségei A Toyota - modell A Lean eszköztára A Lean bevezetése
LEAN MENEDZSMENT ALAPJAI Eger, 2012 Előadó: Tamás Lászlóné Katalin vezető tanácsadó Tartalom Termelékenység-fejlesztés Gyártási folyamatok veszteségei A Toyota - modell A Lean eszköztára A Lean bevezetése
A KÉSZLETNAGYSÁG MEGÁLLAPÍTÁSÁNAK 6. TÉTEL
 A KÉSZLETNAGYSÁG MEGÁLLAPÍTÁSÁNAK SZEREPE ÉS MÓDJAI 6. TÉTEL Készletezés I. Az árukészlet az az árumennyiség, mely a forgalom lebonyolításához nélkülözhetetlen. A készletgazdálkodásra azért van szükség,
A KÉSZLETNAGYSÁG MEGÁLLAPÍTÁSÁNAK SZEREPE ÉS MÓDJAI 6. TÉTEL Készletezés I. Az árukészlet az az árumennyiség, mely a forgalom lebonyolításához nélkülözhetetlen. A készletgazdálkodásra azért van szükség,
A vállalti gazdálkodás változásai
 LOGISZTIKA A logisztika területei Szakálosné Dr. Mátyás Katalin A vállalti gazdálkodás változásai A vállalati (mikro)logisztika fő területei Logisztika célrendszere Készletközpontú szemlélet: Anyagok mozgatásának
LOGISZTIKA A logisztika területei Szakálosné Dr. Mátyás Katalin A vállalti gazdálkodás változásai A vállalati (mikro)logisztika fő területei Logisztika célrendszere Készletközpontú szemlélet: Anyagok mozgatásának
Értékáram elemzés szoftveres támogatással. Gergely Judit 2013. 03. 01. Lean-klub
 Értékáram elemzés szoftveres támogatással Gergely Judit 2013. 03. 01. Lean-klub Tartalom Az Értékáram és elemzésének szerepe a Leanben Értékáram modellezés és elemzés Esetpélda: termelő folyamat Képzeletbeli
Értékáram elemzés szoftveres támogatással Gergely Judit 2013. 03. 01. Lean-klub Tartalom Az Értékáram és elemzésének szerepe a Leanben Értékáram modellezés és elemzés Esetpélda: termelő folyamat Képzeletbeli
A 27/2012 (VIII. 27.) NGM és a 12/2013 (III.28) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM és a 12/2013 (III.28) NGM rendelet szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM és a 12/2013 (III.28) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 345 01 Logisztikai ügyintéző Tájékoztató A vizsgázó
A 27/2012 (VIII. 27.) NGM és a 12/2013 (III.28) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 345 01 Logisztikai ügyintéző Tájékoztató A vizsgázó
Virtuális hegesztés. A jövő kiképzési módja
 Virtuális hegesztés A jövő kiképzési módja Valósághű tanulás a szimulátorral 100%-ban biztonsági kockázat nélkül Erőforrás takarékos A sikeres oktatócsomag ÁLTALÁNOS TUNDNIVALÓK A jövő hegesztési kiképzésének
Virtuális hegesztés A jövő kiképzési módja Valósághű tanulás a szimulátorral 100%-ban biztonsági kockázat nélkül Erőforrás takarékos A sikeres oktatócsomag ÁLTALÁNOS TUNDNIVALÓK A jövő hegesztési kiképzésének
Beszerzési és elosztási logisztika. Előadó: Telek Péter egy. adj. 2008/09. tanév I. félév GT5SZV
 Beszerzési és elosztási logisztika Előadó: Telek Péter egy. adj. 2008/09. tanév I. félév GT5SZV 6. Előadás JIT elvű elosztási folyamat A JIT elvű elosztás jellemzői napjainkban kerültek kialakításra. alkalmazása
Beszerzési és elosztási logisztika Előadó: Telek Péter egy. adj. 2008/09. tanév I. félév GT5SZV 6. Előadás JIT elvű elosztási folyamat A JIT elvű elosztás jellemzői napjainkban kerültek kialakításra. alkalmazása
ÁLTALÁNOS LOGISZTIKAI STRATÉGIÁK
 ÁLTALÁNOS LOGISZTIKAI STRATÉGIÁK A logisztikai stratégiákat egyrészt a teljes vállalati logisztikai rendszer egészének kialakításánál, működtetésénél kell figyelembe venni, másrészt az alrendszereknél.
ÁLTALÁNOS LOGISZTIKAI STRATÉGIÁK A logisztikai stratégiákat egyrészt a teljes vállalati logisztikai rendszer egészének kialakításánál, működtetésénél kell figyelembe venni, másrészt az alrendszereknél.
ÚJ SZEREP: LOGISZTIKAI MEDIÁTOR A VEVŐI IGÉNYEKRE ÉPÜLŐ FOLYAMATOK
 a a aa. ÚJ SZEREP: LOGISZTIKAI MEDIÁTOR A VEVŐI IGÉNYEKRE ÉPÜLŐ FOLYAMATOK Fuvarozási vegyes vállalat Vámügynökség, LSZK, ISO 9001 Raktározás Önálló fuvarozás Romániai leányvállalat Polimer Logisztika
a a aa. ÚJ SZEREP: LOGISZTIKAI MEDIÁTOR A VEVŐI IGÉNYEKRE ÉPÜLŐ FOLYAMATOK Fuvarozási vegyes vállalat Vámügynökség, LSZK, ISO 9001 Raktározás Önálló fuvarozás Romániai leányvállalat Polimer Logisztika
A vizsgafeladat ismertetése: A tételekhez segédeszköz nem használható!
 A vizsgafeladat ismertetése: A vizsgafeladat ismertetése: A Központi vizsga az alábbi témaköröket foglalja magába: A raktározás szerepe az ellátási láncban A raktár-technológia összetevői Automatikus áruazonosítás
A vizsgafeladat ismertetése: A vizsgafeladat ismertetése: A Központi vizsga az alábbi témaköröket foglalja magába: A raktározás szerepe az ellátási láncban A raktár-technológia összetevői Automatikus áruazonosítás
www.electromega.hu AZ ELEKTROMOS AUTÓZÁS ELŐNYEI, JÖVŐJE
 AZ ELEKTROMOS AUTÓZÁS ELŐNYEI, JÖVŐJE MI AZ AUTÓK LÉNYEGE? Rövid szabályozott robbanások sorozatán eljutni A -ból B -be. MI IS KELL EHHEZ? MOTOR melyben a robbanások erejéből adódó alternáló mozgást először
AZ ELEKTROMOS AUTÓZÁS ELŐNYEI, JÖVŐJE MI AZ AUTÓK LÉNYEGE? Rövid szabályozott robbanások sorozatán eljutni A -ból B -be. MI IS KELL EHHEZ? MOTOR melyben a robbanások erejéből adódó alternáló mozgást először
Képzés leírása. A résztvevő a vizsga keretében konkrét veszteségcsökkentő projektet valósít meg a munkahelyén.
 Képzés megnevezése: LEAN Menedzsment Koordinátor Jelentkezés Mi a képzés célja és mik az előnyei? A résztvevő a vizsga keretében konkrét veszteségcsökkentő projektet valósít meg a munkahelyén. A résztvevő
Képzés megnevezése: LEAN Menedzsment Koordinátor Jelentkezés Mi a képzés célja és mik az előnyei? A résztvevő a vizsga keretében konkrét veszteségcsökkentő projektet valósít meg a munkahelyén. A résztvevő
Beszerzési és elosztási logisztika. Előadó: Telek Péter egy. adj. 2008/09. tanév I. félév GT5SZV
 Beszerzési és elosztási logisztika Előadó: Telek Péter egy. adj. 2008/09. tanév I. félév GT5SZV 7. Előadás Készáruraktár készletmenedzsmentje A készletmenedzsment feladata A készletmenedzsment feladata
Beszerzési és elosztási logisztika Előadó: Telek Péter egy. adj. 2008/09. tanév I. félév GT5SZV 7. Előadás Készáruraktár készletmenedzsmentje A készletmenedzsment feladata A készletmenedzsment feladata
ALAPOK. 0 és 255 közé eső számértékek tárolására. Számértékek, például távolságok, pontszámok, darabszámok.
 ADATBÁZIS-KEZELÉS ALAPOK Főbb Adattípusok: Igen/Nem Bájt Ez az adattípus logikai adatok tárolására alkalmas. A logikai adatok mindössze két értéket vehetnek fel. (Igen/Nem, Igaz/Hamis, Férfi/Nő, Fej/Írás
ADATBÁZIS-KEZELÉS ALAPOK Főbb Adattípusok: Igen/Nem Bájt Ez az adattípus logikai adatok tárolására alkalmas. A logikai adatok mindössze két értéket vehetnek fel. (Igen/Nem, Igaz/Hamis, Férfi/Nő, Fej/Írás
Tarts lépést a fogyasztói igényekkel!
 Tarts lépést a fogyasztói igényekkel! KLIKKPATIKA CSOMAG Patika sorban állás nélkül A KlikkPatika Csomaggal olyan megoldást kínálunk, amellyel a mai fogyasztói igényeknek megfelelő kiszolgálást teszünk
Tarts lépést a fogyasztói igényekkel! KLIKKPATIKA CSOMAG Patika sorban állás nélkül A KlikkPatika Csomaggal olyan megoldást kínálunk, amellyel a mai fogyasztói igényeknek megfelelő kiszolgálást teszünk
Bemutatkozik a P.Max Technológia Kft.
 Bemutatkozik a P.Max Technológia Kft. Cégünk, a 2001. évben alakult, 100 százalékban magyar tulajdonú vállalatként. Központi telephelyünk, üzemünk, raktárunk Balatonfűzfőn, az Ipari Park területén található.
Bemutatkozik a P.Max Technológia Kft. Cégünk, a 2001. évben alakult, 100 százalékban magyar tulajdonú vállalatként. Központi telephelyünk, üzemünk, raktárunk Balatonfűzfőn, az Ipari Park területén található.
A Lean alapelvének megvalósulása: Információ áramlás VSM
 A Lean alapelvének megvalósulása: Információ áramlás VSM Péczely György A.A. Stádium Kft. gyorgy.peczely@aastadium.hu 20/330 5545 Tartalom Mi a Lean? Hatékonyság A vállalatról Előzmények A felmérés Az
A Lean alapelvének megvalósulása: Információ áramlás VSM Péczely György A.A. Stádium Kft. gyorgy.peczely@aastadium.hu 20/330 5545 Tartalom Mi a Lean? Hatékonyság A vállalatról Előzmények A felmérés Az
NEMZETI SZAKKÉPZÉSI ÉS FELNŐTTKÉPZÉSI HIVATAL. Komplex szakmai vizsga Gyakorlati vizsgatevékenység
 NEMZETI SZAKKÉPZÉSI ÉS FELNŐTTKÉPZÉSI HIVATAL Komplex szakmai vizsga Gyakorlati vizsgatevékenység Részszakképesítés száma, megnevezése: 31 341 04 Raktáros Vizsgafeladat megnevezése: Raktározási feladatok
NEMZETI SZAKKÉPZÉSI ÉS FELNŐTTKÉPZÉSI HIVATAL Komplex szakmai vizsga Gyakorlati vizsgatevékenység Részszakképesítés száma, megnevezése: 31 341 04 Raktáros Vizsgafeladat megnevezése: Raktározási feladatok
Megbízható teljesítmény
 www.toyota-forklifts.hu Megbízható teljesítmény a Toyota System of Active Stability rendszerének köszönhetően 2 TOYOTA MATERIAL HANDLING MEGBÍZHATÓ TELJESÍTMÉNY A TOYOTA SAS-RENDSZERÉVEL 3 NÉLKÜLÖZHETETLEN
www.toyota-forklifts.hu Megbízható teljesítmény a Toyota System of Active Stability rendszerének köszönhetően 2 TOYOTA MATERIAL HANDLING MEGBÍZHATÓ TELJESÍTMÉNY A TOYOTA SAS-RENDSZERÉVEL 3 NÉLKÜLÖZHETETLEN
Logisztikai módszerek
 BME GTK Ipari menedzsment és Vállalkozásgazdasági Tanszék Menedzser program Logisztikai módszerek dr. Prezenszki József - dr. Tóth Lajos egyetemi docens egyetemi docens LOGISZTIKAI MÓDSZEREK 3. Raktározás,
BME GTK Ipari menedzsment és Vállalkozásgazdasági Tanszék Menedzser program Logisztikai módszerek dr. Prezenszki József - dr. Tóth Lajos egyetemi docens egyetemi docens LOGISZTIKAI MÓDSZEREK 3. Raktározás,
A kontrolling a megoldások alappillére. Mátyásföldi Imre LogControl Kft.
 A kontrolling a megoldások alappillére Mátyásföldi Imre LogControl Kft. A Logisztikai szolgáltatás modellje B XD T1 T2 AR T KR XD Megrendelő Beszállító Beszállítás Alapanyag Raktár Termelés Készáru Raktár
A kontrolling a megoldások alappillére Mátyásföldi Imre LogControl Kft. A Logisztikai szolgáltatás modellje B XD T1 T2 AR T KR XD Megrendelő Beszállító Beszállítás Alapanyag Raktár Termelés Készáru Raktár
A gyártási rendszerek áttekintése
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) A gyártási rendszerek áttekintése Bevezetés A tantárgy célja A gyártócellák c. tárgy átfogóan foglalkozik a gyártás automatizálás eszközeivel, ezen
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) A gyártási rendszerek áttekintése Bevezetés A tantárgy célja A gyártócellák c. tárgy átfogóan foglalkozik a gyártás automatizálás eszközeivel, ezen
VBKTO logisztikai modell bemutatása
 VBKTO logisztikai modell bemutatása Logisztikai rendszerek információs technológiája: Szakmai nyílt nap Pannon Egyetem Műszaki Informatikai Kar 2007. június 6. Tartalom Vagyontárgy nyilvántartó központ
VBKTO logisztikai modell bemutatása Logisztikai rendszerek információs technológiája: Szakmai nyílt nap Pannon Egyetem Műszaki Informatikai Kar 2007. június 6. Tartalom Vagyontárgy nyilvántartó központ
Megújuló és tiszta energia
 World Robot Olympiad 2017 Regular Kategória SENIOR Játékleírás, szabályok és pontozás Sustainabots [Robotok a fenntarthatóságért] Megújuló és tiszta energia Ez a dokumentum a World Robot Olympiad magyarországi
World Robot Olympiad 2017 Regular Kategória SENIOR Játékleírás, szabályok és pontozás Sustainabots [Robotok a fenntarthatóságért] Megújuló és tiszta energia Ez a dokumentum a World Robot Olympiad magyarországi
Beszerzési és elosztási logisztika. Előadó: Telek Péter egy. adj. 2008/09. tanév I. félév GT5SZV
 Beszerzési és elosztási logisztika Előadó: Telek Péter egy. adj. 2008/09. tanév I. félév GT5SZV 3. Előadás A beszerzési logisztikai folyamat Design tervezés Szükséglet meghatározás Termelés tervezés Beszerzés
Beszerzési és elosztási logisztika Előadó: Telek Péter egy. adj. 2008/09. tanév I. félév GT5SZV 3. Előadás A beszerzési logisztikai folyamat Design tervezés Szükséglet meghatározás Termelés tervezés Beszerzés
A szabványos minőségi rendszer elemei. Termelési folyamatok
 10. A szabványos minőségi rendszer elemei. Termelési folyamatok 10.1 Beszerzés (ISO 9001, 4.6.) A termelési folyamatok közül a szabvány elsőként a beszerzést szabályozza. Az előírások a beszállító értékelésével,
10. A szabványos minőségi rendszer elemei. Termelési folyamatok 10.1 Beszerzés (ISO 9001, 4.6.) A termelési folyamatok közül a szabvány elsőként a beszerzést szabályozza. Az előírások a beszállító értékelésével,
A megalapozott bizalom: A Toyota
 www.toyota-forklifts.hu A megalapozott bizalom: A Toyota aktív SAS stabilitásvezérlő rendszerével (System of Active Stability) ellátott Traigo targoncák 2 TOYOTA MATERIAL HANDLING A MEGALAPOZOTT BIZALOM:
www.toyota-forklifts.hu A megalapozott bizalom: A Toyota aktív SAS stabilitásvezérlő rendszerével (System of Active Stability) ellátott Traigo targoncák 2 TOYOTA MATERIAL HANDLING A MEGALAPOZOTT BIZALOM:
BÁN JÓZSEF FERTİSZÉPLAK SZÉKESFEHÉRVÁR - BUDAPEST. Termelésirányítási és Kereskedelmi Rendszer. VISZK Bt. Székesfehérvár
 BÁN JÓZSEF FERTİSZÉPLAK SZÉKESFEHÉRVÁR - BUDAPEST TKR Termelésirányítási és Kereskedelmi Rendszer VISZK Bt Székesfehérvár TKR - Jelentısebb referenciák ( 1997 ) Bán József Kiadva : 2003 október BÁN JÓZSEF
BÁN JÓZSEF FERTİSZÉPLAK SZÉKESFEHÉRVÁR - BUDAPEST TKR Termelésirányítási és Kereskedelmi Rendszer VISZK Bt Székesfehérvár TKR - Jelentısebb referenciák ( 1997 ) Bán József Kiadva : 2003 október BÁN JÓZSEF
IBCS Inventory v3 Leltározási rendszer Aklan Attila IBCS Hungary Kft.
 IBCS Inventory v3 Leltározási rendszer Aklan Attila IBCS Hungary Kft. Leltározás Ősi probléma Már megint leltároznunk kell. Te számolod a nyilakat, én a szakócákat! Leltározás A LELTÁROZÁS a társaság kezelésébe,
IBCS Inventory v3 Leltározási rendszer Aklan Attila IBCS Hungary Kft. Leltározás Ősi probléma Már megint leltároznunk kell. Te számolod a nyilakat, én a szakócákat! Leltározás A LELTÁROZÁS a társaság kezelésébe,
Logisztikai. ellátási lánc teljes integrálására. Logisztikai szolgáltatók integrációja. B2B hálózatokhoz a FLUID-WIN projektben.
 Logisztikai szolgáltatók integrációja B2B hálózatokhoz a FLUID-WIN projektben Külső logisztikai szolgáltatók integrációja interdiszciplináris web-alapú platformon The logistic domai under the 6th Fram
Logisztikai szolgáltatók integrációja B2B hálózatokhoz a FLUID-WIN projektben Külső logisztikai szolgáltatók integrációja interdiszciplináris web-alapú platformon The logistic domai under the 6th Fram
Logisztikai módszerek
 BME GTK Ipari menedzsment és Vállalkozásgazdasági Tanszék Menedzser program Logisztikai módszerek 1. Anyagmozgatás I. dr. Prezenszki József - dr. Tóth Lajos egyetemi docens egyetemi docens ek - 1. Anyagmozgatás
BME GTK Ipari menedzsment és Vállalkozásgazdasági Tanszék Menedzser program Logisztikai módszerek 1. Anyagmozgatás I. dr. Prezenszki József - dr. Tóth Lajos egyetemi docens egyetemi docens ek - 1. Anyagmozgatás
adatgyűjt Pannon Szoftver Kft www.pannonszoftver.hu Salga Péter ABAS vevőfórum 2007 Balatonboglár
 Vonalkód és s mobil adatgyűjt jtés Salga Péter Pannon Szoftver Kft www.pannonszoftver.hu ABAS vevőfórum 2007 Balatonboglár A mobil rendszer lényege A vállalatirányítási rendszer bármely funkciója távolról,
Vonalkód és s mobil adatgyűjt jtés Salga Péter Pannon Szoftver Kft www.pannonszoftver.hu ABAS vevőfórum 2007 Balatonboglár A mobil rendszer lényege A vállalatirányítási rendszer bármely funkciója távolról,
Információtartalom vázlata
 1. Ön azt a feladatot kapta munkahelyén, hogy mutassa be tanuló társainak, hogyan épül fel a korszerű logisztikai rendszer, és melyek a feladatai. Miről fog beszélni? Információtartalom vázlata - logisztika
1. Ön azt a feladatot kapta munkahelyén, hogy mutassa be tanuló társainak, hogyan épül fel a korszerű logisztikai rendszer, és melyek a feladatai. Miről fog beszélni? Információtartalom vázlata - logisztika
IV/5. sz. melléklet: Beszerzési, logisztikai funkcionális specifikáció
 IV/5. sz. melléklet: Beszerzési, logisztikai funkcionális specifikáció 1. A követelménylista céljáról Jelen követelménylista (mint a GOP 2.2. 1 / KMOP 1.2.5 pályázati útmutató melléklete) meghatározza
IV/5. sz. melléklet: Beszerzési, logisztikai funkcionális specifikáció 1. A követelménylista céljáról Jelen követelménylista (mint a GOP 2.2. 1 / KMOP 1.2.5 pályázati útmutató melléklete) meghatározza
Kézikönyv Sarzs (LOT) kezelés - alapok
 kezelés - alapok") Kézikönyv Sarzs (LOT) kezelés - alapok 1 4 Tartalomjegyzék 2 ÁRUCIKK - ÜRES... 10 3 ÁRUCIKK - MEGJELENÍTÉS [10035 BE_S_ANYAG SARZSOS ALAPANYAG]... 12 4 ÁRUCIKK - VÁLTOZTATÁS [10035 BE_S_ANYAG SARZSOS ALAPANYAG]13
Kézikönyv Sarzs (LOT) kezelés - alapok 1 4 Tartalomjegyzék 2 ÁRUCIKK - ÜRES... 10 3 ÁRUCIKK - MEGJELENÍTÉS [10035 BE_S_ANYAG SARZSOS ALAPANYAG]... 12 4 ÁRUCIKK - VÁLTOZTATÁS [10035 BE_S_ANYAG SARZSOS ALAPANYAG]13
Lean menedzsment alapjai - tételek
 Lean menedzsment alapjai - tételek Az alábbi tételek visszaköszönnek majd a vizsgán. A válaszok a főbb kiindulási gondolatokat közlik, természetesen mindegyikhez átfogóbb (kidolgozott) válaszokat kell
Lean menedzsment alapjai - tételek Az alábbi tételek visszaköszönnek majd a vizsgán. A válaszok a főbb kiindulási gondolatokat közlik, természetesen mindegyikhez átfogóbb (kidolgozott) válaszokat kell
Seiri. Seiton. Seiso. Seiketsu. Shitsuke. Távolítsd el. Tedd a helyére. Tisztítsd meg. Tedd egységessé. Tedd önfenntartóvá
 5S KÉZIKÖNYV Seiri Távolítsd el Seiton Tedd a helyére Seiso Tisztítsd meg Tedd egységessé Seiketsu Tedd önfenntartóvá Shitsuke Mi is az az 5S? Az 5S egy Japánból kiindult módszertan, ami a minőségi munkakörnyezet
5S KÉZIKÖNYV Seiri Távolítsd el Seiton Tedd a helyére Seiso Tisztítsd meg Tedd egységessé Seiketsu Tedd önfenntartóvá Shitsuke Mi is az az 5S? Az 5S egy Japánból kiindult módszertan, ami a minőségi munkakörnyezet
9. fejezet címe: Lean menedzsment jellemzése 1. lecke: Lean menedzsment alapjai Elsajátítási idő: 60 perc
 9. fejezet címe: Lean menedzsment jellemzése 1. lecke: Lean menedzsment alapjai Elsajátítási idő: 60 perc Mi a lean? A lean menedzsment a TPS (Toyota Product System) módszer európai és amerikai szemléletre
9. fejezet címe: Lean menedzsment jellemzése 1. lecke: Lean menedzsment alapjai Elsajátítási idő: 60 perc Mi a lean? A lean menedzsment a TPS (Toyota Product System) módszer európai és amerikai szemléletre
A Borsodi Műhely Kft. gépalkatrész gyártó középvállalat, győri telephelyére, Hőkezelő segédmunkás munkakörbe. munkatársat keres.
 A gépalkatrész gyártó középvállalat, győri Hőkezelő segédmunkás munkakörbe Hőkezelésre előkészített és már hőkezelt munkadarabok mozgatása, készülékekre helyezése A tevékenységhez előírt dokumentációs
A gépalkatrész gyártó középvállalat, győri Hőkezelő segédmunkás munkakörbe Hőkezelésre előkészített és már hőkezelt munkadarabok mozgatása, készülékekre helyezése A tevékenységhez előírt dokumentációs
Ax-DL100 - Lézeres Távolságmérő
 Ax-DL100 - Lézeres Távolságmérő 1. Áttekintés Köszönjük, hogy a mi termékünket választotta! A biztosnágos és megfelelő működés érdekében, kérjük alaposan olvassa át a Qick Start kézikönyvet. A globálisan
Ax-DL100 - Lézeres Távolságmérő 1. Áttekintés Köszönjük, hogy a mi termékünket választotta! A biztosnágos és megfelelő működés érdekében, kérjük alaposan olvassa át a Qick Start kézikönyvet. A globálisan
Készlet menedzsment. R i. R max R 4 R 2 R 3 R 1. R min. Készletfogyás: K észletmenedzselés: a. Periodikus után pótlás, elhanyagolható rendelési idő
 Készlet menedzsment Készletfogyás: i t K észletmenedzselés: a. Periodikus után pótlás, elhanyagolható rendelési idő 1 2 3 4 max min T T T T t b. Azonos pótlási mennyiség, elhanyagolható pótlási idő max
Készlet menedzsment Készletfogyás: i t K észletmenedzselés: a. Periodikus után pótlás, elhanyagolható rendelési idő 1 2 3 4 max min T T T T t b. Azonos pótlási mennyiség, elhanyagolható pótlási idő max
CÉGISMERTETŐ AUTÓIPARI BESZÁLLÍTÓK RÉSZÉRE BI-KA LOGISZTIKA KFT. Szállítmányozás, Raktározás Komplex logisztikai szolgáltatások
 CÉGISMERTETŐ AUTÓIPARI BESZÁLLÍTÓK RÉSZÉRE BI-KA LOGISZTIKA KFT. Szállítmányozás, Raktározás Komplex logisztikai szolgáltatások RÖVID CÉGISMERTETŐ SZÁMOKBAN - 20 éve vagyunk jelen szállítmányozás, raktározás,
CÉGISMERTETŐ AUTÓIPARI BESZÁLLÍTÓK RÉSZÉRE BI-KA LOGISZTIKA KFT. Szállítmányozás, Raktározás Komplex logisztikai szolgáltatások RÖVID CÉGISMERTETŐ SZÁMOKBAN - 20 éve vagyunk jelen szállítmányozás, raktározás,
Közfoglalkoztatás támogatás megállapítását segítő segédtábla használati útmutatója
 Közfoglalkoztatás támogatás megállapítását segítő segédtábla használati útmutatója 1.) Általános tudnivalók: A segédtábla két méretben készül, 10, és 50 sort lehet kitölteni. A tábla megnevezéséből amit
Közfoglalkoztatás támogatás megállapítását segítő segédtábla használati útmutatója 1.) Általános tudnivalók: A segédtábla két méretben készül, 10, és 50 sort lehet kitölteni. A tábla megnevezéséből amit
Folyamatfejlesztés Lean szemléletben. Gergely Judit A.A. Stádium Kft.
 Folyamatfejlesztés Lean szemléletben Gergely Judit A.A. Stádium Kft. Bemutatkozás A.A. Stádium Kft. 1984 alapítva műszaki diagnosztika 1996 termelékenység-fejlesztés (TPM, Lean ) Túl az 50-en! Szakmai
Folyamatfejlesztés Lean szemléletben Gergely Judit A.A. Stádium Kft. Bemutatkozás A.A. Stádium Kft. 1984 alapítva műszaki diagnosztika 1996 termelékenység-fejlesztés (TPM, Lean ) Túl az 50-en! Szakmai
TERVEZETT FELADATOK LEÍRÁSA
 1. SZ. MELLÉKLET TERVEZETT FELADATOK LEÍRÁSA A NÉPSZÁMLÁLÁS LEBONYOLÍTÁSHOZ SZÜKSÉGES INFORMATIKAI ESZKÖZÖK RAKTÁROZÁSA, NYILVÁNTARTÁSA ÉS KAPCSOLÓDÓ LOGISZTIKAI FELADATOK ELLÁTÁSA TÁRGYÚ ELŐZETES PIACI
1. SZ. MELLÉKLET TERVEZETT FELADATOK LEÍRÁSA A NÉPSZÁMLÁLÁS LEBONYOLÍTÁSHOZ SZÜKSÉGES INFORMATIKAI ESZKÖZÖK RAKTÁROZÁSA, NYILVÁNTARTÁSA ÉS KAPCSOLÓDÓ LOGISZTIKAI FELADATOK ELLÁTÁSA TÁRGYÚ ELŐZETES PIACI
ÁRUBESZERZÉS. Készítette: Munkácsi Adrienn
 ÁRUBESZERZÉS Készítette: Munkácsi Adrienn BESZERZÉS HELYE, SZEREPE AZ ÁRUFORGALOMBAN Áruforgalmi folyamat: áruk beszerzése áruátvételkészletezésáruk eladása A kereskedelmi vállalkozások alaptevékenysége
ÁRUBESZERZÉS Készítette: Munkácsi Adrienn BESZERZÉS HELYE, SZEREPE AZ ÁRUFORGALOMBAN Áruforgalmi folyamat: áruk beszerzése áruátvételkészletezésáruk eladása A kereskedelmi vállalkozások alaptevékenysége