KÖZPONTIFŰTÉS- ÉS GÁZHÁLÓZAT RENDSZERSZERELŐ SZAKKÉPESÍTÉS TANTÁRGYI SEGÉDLET. KÖVETELMÉNYMODUL Épületgépészeti csővezeték-szerelés
|
|
|
- Brigitta Fazekas
- 8 évvel ezelőtt
- Látták:
Átírás
1 INCZÉDY GYÖRGY SZAKKÖZÉPISKOLA, SZAKISKOLA ÉS KOLLÉGIUM KÖZPONTIFŰTÉS- ÉS GÁZHÁLÓZAT RENDSZERSZERELŐ SZAKKÉPESÍTÉS TANTÁRGYI SEGÉDLET KÖVETELMÉNYMODUL Épületgépészeti csővezeték-szerelés Épületgépészeti csővezetékek gyakorlata tantárgy 9. évfolyam Készítette: SEBŐK ANDRÁS Nyíregyháza, szeptember 15.

:200-400 N/mm 2 Hővezetőképesség: 407,1 W/m*K Fajlagos hőkapacitás: 389 J/kg*K Hőtágulási tényező: 16,6*10-6 m/m*k Fémek elektrokémiai sora Azok a fémek, melyek")

2 1. A réz tulajdonságai Rendszám: 29 Atomsúly: 63,546 Sűrűség: 8930 kg/m3 Olvadáspont: 1083 C Forráspont: 2595 C Rugalmassági határ: 120 N/mm 2 Szakítószilárdság (keménységi állapottól függ): N/mm 2 Hővezetőképesség: 407,1 W/m*K Fajlagos hőkapacitás: 389 J/kg*K Hőtágulási tényező: 16,6*10-6 m/m*k Fémek elektrokémiai sora Azok a fémek, melyek nála alacsonyabb feszültségi sorba tartoznak, mind tönkremennek a réz hatására. 2. A rézcső gyártása Préselt csőgyártás elvi kapcsolása A foszfor-dezoxidált vörösréz tuskót egy gázzal fűtött előmelegítő kemencében, valamint egy indukciós kemencében sajtolási hőmérsékletre hevítik, majd egy számítógépes program által vezérelt préssel nagy nyomáson préselt csővé alakítják.

3 Pilgerezés elvi kapcsolása A hidegpilgerműben a keresztmetszetet (és ezáltal a falvastagságot is) igen erőteljesen csökkentik. 3. A rézcső szilárdsági állapota A rézcsöveket három különböző szilárdsági állapotban szállítják: lágy, félkemény, kemény. 4. Üzemi hőmérséklet és nyomás A megengedhető üzemi nyomás változik az üzemi hőmérséklettel, azonban főképp az összekötés módjától függ. Rézcsövek és szerelvények (Cu-DHP) esetén az üzemi hőmérséklet nem haladhatja meg a 250 C-t. A lágy forrasztású rézcső vezetékeket tartósan 110 C hőmérsékletig lehet igénybe venni. Ezen hőmérséklet rövid idejű túllépése (zavar esetén) nincs káros hatással a tömítettségre/szilárdságra. Magasabb üzemi hőmérsékleten kemény forrasztást, hegesztést, szorítógyűrűs csatlakozást vagy préselést (saját tömítőelemmel!) lehet alkalmazni. A gyárilag köpennyel ellátott vagy hőszigetelt csővezetékeket 100 C üzemi hőmérsékletig lehet igénybe venni. Lágyforrasztásos rézcső kötés 22x1 mm-es csövön. A cső 280 bar hatására repedt ki 5. A rézcső hőtágulása A rézcső hőtágulása majdnem kétszerese az acélcsőének, de csak mintegy egynegyede a műanyagcsőének. A hőtágulási együttható értéke: α=16,6*10-6 m/m*k. Számítással is meghatározhatjuk a hosszváltozást:
 esetén az üzemi hőmérséklet nem haladhatja meg a 250 C-t. A lágy forrasztású rézcső vezetékeket tartósan 110 C hőmérsékletig lehet igénybe venni.")
4 [m] ahol: Δl: hossznövekedés *m+, L 0 : eredeti hossz [m], α: lineáris hőtágulási együttható *m/m*k+, t: hőmérsékletkülönbség *K+. 6. Szerelési ismeretek A rézvezetékek szerelése lényegesen egyszerűbb és könnyebb az acélcsövekhez viszonyítva. Kevesebb szerszám és kisebb felszerelés elegendő hozzájuk. Vakolat alatti, vagy padozatban történő szereléshez a műanyagbevonatos lágy rézcsöveket célszerű használni. A tekercsben szállított csöveknél mindig akkora hosszúságot tudunk levágni amekkora szükséges, és hulladék nem lesz - illetve csak a tekercs legvégénél, de még azt is könnyen fel lehet használni. Falon kívüli szerelésekhez a félkemény, illetve kemény rézcsöveket ajánlatos felszerelni. A falon kívüli szereléseknél a tekercsben szállított lágy rézcsöveket egyengetni kellene, s ez biztosan nem sikerül teljesen, tehát esztétikailag lenne kifogásolható. Itt már többször akadhat hulladék, mert a csöveket 5 m szálhosszúságban szállítják, de ezek a hulladékok is felhasználhatók. Bármilyen szerelési technológiát alkalmazunk, a következőket mindig el kell végezni: Darabolás Sorjátlanítás Kalibrálás Csőkötés Tisztítás Öblítés Nyomáspróba Utószigetelés Darabolás A csővezetéket minden esetben a szükséges hosszra le kell vágnunk. Bármilyen darabolási technikát választunk, a vágási felületnek a cső tengelyére merőlegesnek kell lennie. Ha nem merőleges a vágási felület, akkor kedvezőtlen vezeték-elhelyezés esetén előfordulhat, hogy a forraszanyag befolyik a cső belsejébe, s ott eróziós korrózió okozója lesz. Helytelen darabolás következménye

5 A darabolást többféle szerszámmal végezhetjük. Mindegyiknek vannak előnyei és hátrányai. a.) Keretes fémfűrész A legismertebb és legelterjedtebb darabolási eljárás. Vigyázni kell arra, hogy ne acél darabolásához alkalmas fűrészlap legyen a keretben, mert ezzel ugyan nagyon gyorsan lehet elvágni a csövet, de rendkívül erős sorja marad utána és a gyors vágás miatt a vágás nem biztos, hogy merőleges lesz. Amennyiben aprófogú fűrészlapot teszünk a keretbe, akkor a vágási idő megnövekszik, de a sorja képződése kisebb lesz és pontosabb lesz a vágási felület. b.) Görgős csővágó Keretes fémfűrész Nagyon kedvelt darabolási eljárás, és egyre jobban elterjed. A vágás ideje kicsivel megnövekszik, de tisztább, és biztos, hogy merőleges felületet kapunk. A sorja szempontjából viszont a legrosszabb ez a vágás, mert egy összefüggő, vastag sorját kapunk, melynek eltávolítása sokkal nehezebb, mint a többié. A hagyományos sorjátlanító szerszámokkal nem is lehet eltávolítani ezt, hanem ehhez hántolókés szükséges (sauber). Lágy rézcsövek darabolásához nem megfelelő, mert ha nem megfelelő előtolást végzünk, a cső beroppanhat. Görgős csővágó c.) Gyorsdaraboló (sikító) Ezzel a vágási eljárással biztosan derékszögű lesz a vágás, de vigyázni kell arra, hogy ne túl gyorsan végezzük el, mert a cső nagyon felmelegedhet, s ekkor a felmelegedett résznél megindul a fém kristályszerkezetének átalakulása, mely az eróziós korrózió előidézője lehet. Sorja szempontjából kedvező a vágás, mert vékony összefüggő hártya alakul ki, melyet könnyű sorjátlanító szerszámmal eltávolítani.

6 Gyorsdaraboló d.) Körfűrész Az előzőhöz hasonlóan jó lesz a vágás, s a fűrésztárcsa fogainak nagyságától függően kapunk kisebb, vagy nagyobb sorját. Ugyanúgy néz ki mint a gyorsdaraboló, csak a gépbe nem korong van befogva, hanem körfűrész lap. e.) Bolygófűrész A lehető legjobb vágási felületet kapjuk e szerszámmal. A darabolási idő is csekély. A szerszám úgy néz ki, mint egy fúrógép, melynek végén a tokmány helyén, egy körbe fordítható körfűrészlap található elfedve. Ezzel a szerszámmal szinte sorjamentes felületet kapunk és a vágási felület is biztosan merőleges lesz. Egyetlen hátránya a gép ára, mely miatt hazánkban nem terjedt el széles körben ez a módszer Sorjátlanítás Bolygófűrész A darabolás után kivétel nélkül minden esetben el kell távolítani a cső végéről a keletkezett sorját. Ezt el kell végezni a cső külső- és a belső felületén is. A legegyszerűbb sorjátlanító szerszám az ábrán látható, melynek segítségével a külső- és a belső sorja is eltávolítható. Sorjátlanító

7 A sorjátlanító használata egyszerű, néhányszor meg kell forgatni a szerszámot a cső végénél Kalibrálás A sorjátlanító szerszám használata A kalibrálás a cső végének a szabályos kör keresztmetszetre alakítását jelenti. Főleg a lágy csöveket szükséges kalibrálni, mert amikor a tekercsben szállított csövet letekerjük és kiegyenesítjük, akkor a hajlítás miatt a cső keresztmetszete deformálódik (deformálódhat a darabolásnál is). Az idomokba illesztésnél ez az alakváltozás problémát jelenthet. A legnagyobb gondot kapilláris forrasztásnál jelentheti, mert ott a kapilláris forrasztási rés nagyságának nagyon fontos jelentősége van (erről majd később részletesen lesz még szó). A kalibráláshoz két szerszám szükséges, a kalibráló tüske és kalibráló gyűrű. Kalibráló szerszámok Arra mindig vigyázni kell, hogy először a tüskét kell beverni a csőbe, majd azt kihúzva a gyűrűt kell ráütni a cső végére. A sokéves tapasztalat azt mutatja, hogy fordított sorrendben nem lesz megfelelően előkészített a csővég. A két szerszám egyszerre történő használata a csővéget deformálja (megfolyik a cső), s nem kapjuk meg a várt kialakítást.
. Az idomokba illesztésnél ez az alakváltozás problémát jelenthet.")
8 Csőkötés Kalibráló tüske használata A csövek szerelésénél - mindegy, hogy toldásról, vagy idom beépítésről van szó - elkerülhetetlen a csövek összekötése. A gyakorlatban a leggyakrabban használt csőkötési mód a forrasztásos kötés, de ezzel messze nem merítettük ki a lehetőségeket, lényegesen nagyobb paletta áll rendelkezésünkre, mint az acélcsöveknél. A forrasztásos kötés sokkal kevesebb időt igényel, mint az acélcső hegesztése, de sokszor előfordul, hogy még ez is sok időbe telik, például meglévő hálózatok javításánál, amikor kényszerűségből el kell zárnunk az elzárót. Ha előre gondolkozva megválasztjuk a megfelelő csőkötést, akkor a lezárást csak másodpercekre, vagy maximum egy-két percre kell fenntartanunk. Természetesen új szerelésnél is használhatjuk a többi csőkötési módot, hisz ott sem mindegy milyen gyorsan készülünk el a kivitelezéssel. Nézzük át a rézcső kötésének lehetőségeit! A csőkötési módokat alapvetően két nagy csoportba soroljuk: a.) oldható kötések b.) nem oldható kötések Oldható kötések Azokat a csőkötéseket tekintjük oldhatónak, melyeket a vezeték károsítása nélkül tudunk szétbontani, valamint ugyanilyen módon ismét össze tudunk kötni. Például acélcsöveknél a normál karmantyús csőkötés nem tekinthető oldhatónak, mert azt csak akkor tudjuk szétbontani a cső károsodása nélkül, ha azt a végpontjától kezdve az adott karmantyús kötésig visszabontjuk. Az oldható csoporton belül további három csoportot különböztetünk meg: menetes kötések, karimás kötések, bilincses kötés. a.) Menetes kötések A menetes kötéseknél vannak olyanok, melyeket forrasztással kell kombinálnunk és olyanok, melyeknél forrasztás nélkül, tömítőgyűrű segítségével oldjuk meg a csőkötést. Mindegyik kötéshez vörösöntvény, vagy más néven bronz idomokat használunk. Lehetnek sárgaréz idomok is, de azokat ivóvíz hálózatoknál kerülni kell, mert abból kioldódhat cink, mely mérgező hatású. Hollandi anyás kötések: Két megoldása lehetséges, de mindkettőnél forrasztással kell az idomokat a csővezetékhez rögzíteni. Mindkét esetben óvatosan kell meghúznunk a hollandi anyát, nehogy eltekeredjen a rézcső. 1.) Kúpos-kúpos, vagy kúpos-gömbfelületű kötés:

9 Kúpos-kúpos csatlakozás A menetes idomokat keményforrasztással a rézcsövek végeihez erősítjük, majd a hollandi anyát rátekerjük a menetes csavarra. A tömítést a két kúpos felület, illetve a kúpos és gömbfelület találkozása biztosítja. A tömítés biztonsága miatt vigyáznunk kell a csővezetékek egytengelyűségére. Vigyázni kell arra is, hogy keményforrasztásnál a cső anyaga kilágyul, s emiatt a cső könnyen elcsavarodik, tehát a kötés mindkét végét fogóval, vagy villáskulccsal kell megfogni. 2.) Lapos tömítéses kötés: Lapos tömítésű kötés A csavarzatot itt is forrasztással erősítjük a cső két végéhez, majd a lapos tömítést közbeiktatva rátekerjük a hollandi anyát a menetes csavarra. A csövek egytengelyűségére itt is nagyon kell vigyáznunk. Szorítógyűrűs kötések: E kötésfajtáknál nem forrasztjuk az idomokat a rézcső végeihez, ezért itt gondolnunk kell arra, hogy nem szabad a csöveket tengelyirányú húzásnak kitennünk. 1.) Vágógyűrűs kötés: Vágógyűrűs kötés A szorítócsavarral fémgyűrűt préselünk össze, s ez biztosítja a megfelelő tömítettséget. A fémgyűrű a
 Lapos tömítéses kötés: Lapos tömítésű kötés A csavarzatot itt is forrasztással erősítjük a cső két végéhez, majd a lapos tömítést közbeiktatva rátekerjük a hollandi anyát a menetes csavarra.")
10 rézcsövet is nyomja, ezért a cső védelmére egy belső védőcső is van az idomban (csőhüvely). E kötésnél problémát jelent, hogy a tömítés csak egy kötésre alkalmas, tehát ha meg kell oldanunk a kötést, akkor már csak új fémgyűrű beiktatásával kapunk biztonságos kötést. Ehhez viszont le kellene vennünk a vezetékről a csavarzatot, ami a vezeték károsodása nélkül nem oldható meg, ezért ezt a kötési módot lehetőleg kerüljük. További problémát jelent, hogy a belső védőcső csökkenti a cső szabad keresztmetszetét. 2.) Lágy tömítésű kötés: Lágy tömítésű kötés Ez a kötésfajta nagyon gyakori, hiszen például a sarokszelepek a mosdók alatt hasonlóképpen néznek ki. E kötési módnak nagy előnye, hogy a tömítés többször is felhasználható. b.) Karimás kötések: A karimás kötések mindegyikét forrasztással, vagy hegesztéssel kell kombinálnunk. Mindegyik karimás kötésnél lapos tömítést teszünk a két karima közé, s anyáscsavarokkal húzzuk össze azokat. A csavarok rézből legyenek, nehogy elektrokémiai korrózió léphessen fel. Amennyiben acél csavarokat használunk, gondoskodnunk kell arról, hogy a két fém ne érintkezhessen közvetlenül egymással. 1.) Lapos karimás kötés: Lapos karimás kötés A karima vörösöntvényből, vagy bronzból készül, s ezt keményforrasztással kell a csővezetékek végeihez erősítenünk. Ez a kötésmód nagyon biztonságos, mert nem kell félnünk a cső elcsavarodásától. 2.) Laza karimás kötés kiperemezéssel:

11 Kézi peremezést ne használjunk Laza karima gyári peremezéssel Nagyon lényeges, hogy a kiperemezett rész gyárilag készített legyen, vagyis ne készítsük azt a helyszínen kézzel. A gyárilag készített peremezést legcélszerűbb hegesztéssel összekötni a cső végével. 3.) Laza karimás kötés kötőgyűrűvel:

12 Laza karimás kötés kötőgyűrűvel E kötésnél egy vörösöntvényből, vagy sárgarézből készült úgynevezett kötőgyűrűt kell a cső végéhez forrasztanunk. c.) Bilincses kötés: E kötésmódnak két fajtája van forgalomban: szorítóbilincses kötés, Victaulic kötés. 1.) Szorítóbilincses kötés: Szorítóbilincses kötés Forrasztani ennél a kötésfajtánál nem kell. A kötési helyre gumigyűrűt és szorítóbilincset húzunk, majd meg kell szorítanunk a csavarokat. A lágy rézcsöveket deformálhatja a szorítás, ezért e kötésfaj-
 Szorítóbilincses kötés: Szorítóbilincses kötés Forrasztani ennél a kötésfajtánál nem kell.")
13 tánál csak félkemény, vagy kemény rézcsöveket használhatunk. 2.) Victaulic kötés E kötésmódhoz az előzőhöz hasonlóan gumigyűrűre van szükség, és a kötést a két fél-részből álló karimával hozzuk létre. Victaulic kötés elemei A cső kötése előtt a cső végére egy körkörös bemélyedést kell készíteni, amibe majd a karima bele tud kapaszkodni. Bemélyedés a csövön A kötés tengelyirányú erőket is fel tud venni E kötési mód nagyon biztonságos, csak a hozzávaló anyagok ára magas, emiatt nem tud gyorsan elterjedni. Egy kész rendszert mutat az ábra.

14 Kész szerelés Victaulic rendszerrel Nem oldható kötések Azokat a csőkötéseket nevezzük oldhatatlannak, melyeket csak a vezeték károsításával tudunk szétbontani. forrasztásos kötések, hegesztéses kötések, roppantógyűrűs kötés, présidomos kötés, a.) Forrasztásos kötések: Általában az 50 mm-nél kisebb átmérőjű csöveket kapcsoljuk össze forrasztással. E méret felett már inkább hegesztjük a csöveket. Kétféle forrasztást ismerünk: lágy forrasztás, kemény forrasztás. A forrasztásos kötéseket részletesen taglaljuk egy későbbi fejezetrészben, ezért itt nem foglalkozunk vele Tisztítás A csővéget tisztítani, azaz a felületet oxidmentesíteni, csak a forrasztásos kötéseknél szükséges. A tisztítást külön végezzük a cső külső- és belső felületén. A külső felülethez fémmentes tisztítót (pl. gyapotkendőt) használunk. Gyapotkendő

15 Az idomok belsejének tisztításához tisztítókefét használunk. Tisztítókeféből lehetőleg rézszálast kell választani. Tisztítókefe A rézszálas tisztítókefe nagyon gyorsan kopik, s az ára sajnos nem alacsony. Emiatt a kopott kefét nem szokták eldobni a szerelők, hanem arra tekernek gyapotkendőt és úgy tisztítják meg vele az idom belsejét. Kis gyakorlattal ez a művelet tökéletes lehet. A cső külső felületének tisztítása Öblítés Az elkészült hálózatot át kell öblíteni, hogy eltávolítsuk a cső belsejéből a benne maradt szennyeződéseket és az esetlegesen bennlévő folyasztószert (forrasztásos kötés esetén). A folyasztószer megakadályozza a csőben a nemes oxidréteg kialakulását, s így lehetőséget teremt az eróziós korrózióra, ha abban víz közeg áramlik. A folyasztószer eltávolítása ivóvíz vezeték esetén a legfontosabb, mert abban mindig oxigéndús víz áramlik, ami elősegíti a rézionok leválasztását a cső faláról. Ivóvíz és fűtési víz szállításánál az öblítést szűrt vízzel oldjuk meg. Ha lehetséges, akkor keverjük nagynyomású levegővel az öblítővizet, mert a keverék intenzívebben tudja a szennyeződéseket eltávolítani. Fagyveszély esetén az öblítést levegővel végezzük, de az első lehetőségnél mossuk át a rendszert vízzel. Gázellátásnál, olajellátásnál, klímarendszereknél, préslevegőnél az öblítést nagynyomású levegővel kell elvégezni és hagyni kell, hogy a cső nyitott végén a szennyeződések eltávozhassanak Nyomáspróba Minden elkészült hálózatot ellenőrizni kell, hogy jól sikerült-e a szerelés. Az ellenőrzéshez szükséges nyomás minimum 10 bar legyen, de ha ezt megközelíti, vagy meghaladja az üzemi nyomás, akkor legalább az üzemi nyomás 1,5- szerese legyen a próbanyomás. Olyan helyeken, ahol az elkészült hálózat esetleges sérüléseknek van kitéve (pl. padozatban, vakolat

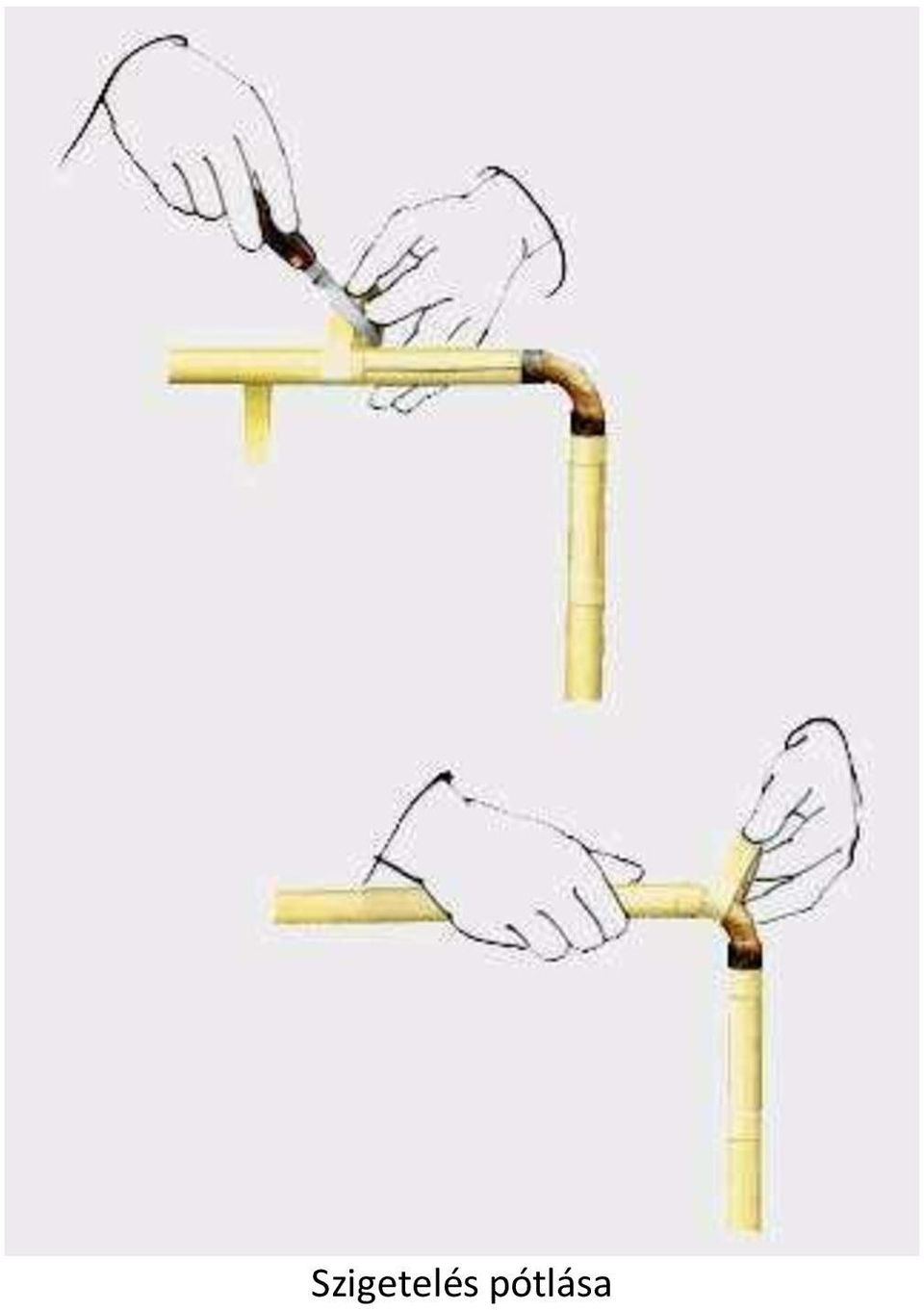
16 alatt) a további munkák során, a veszély idejére (pl. betonozás, vakolás) a nyomást rajta kell hagyni a rendszeren, hogy azonnal észre lehessen venni, ha baj történik. Például betonozáskor történt sérülést még a betonozás közben ki lehet javítani. Ha ezt nem tesszük meg menet közben, csak a betonozás végén vesszük észre a hibát, akkor szinte lehetetlen megtalálni a hiba helyét és fel kell bontani a teljes betonozást Utószigetelés A falban, vagy padozatban haladó vezetékek mindig szigeteltek legyenek. A kötések helyén a szigeteléseket pótolni kell. Falon kívüli szerelésnél is szigetelt vezetéket kell használni, ha a csőben hideg közeg áramlik, ugyanis a levegő nedvességtartalmából kicsapódik egy rész a cső felületére (izzad a cső). A hideg csövek izzadása A szigetelés szakszerű eltávolítását speciális késsel kell végezni, mert ha hagyományos késsel tesszük ezt, akkor könnyen megsérthetjük a csövet. A rézcső a sérüléseknél könnyen törhet. Szigetelésbontó kés A kötés elkészülte után a hiányzó szigetelést pótolni kell úgy, hogy a pótlás minősége megközelítse az eredeti szigetelés jóságát.

17 Szigetelés pótlása
18 Felhasznált irodalom: 1. Cséki István: Rézcsövek alkalmazástechnikai kézikönyve

Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos lényeges jellemzők kiemelésére!
 1 5 ) M u t a s s a b e a v ö r ö s r é z c s ő v e z e t é k k é s z í t é s é t a z a l á b b i v á z l a t f e l h a s z n á l á s á v a l Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával
1 5 ) M u t a s s a b e a v ö r ö s r é z c s ő v e z e t é k k é s z í t é s é t a z a l á b b i v á z l a t f e l h a s z n á l á s á v a l Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával
MUNKAANYAG. Budavári Zoltán. Tömített csőkötés készítése. A követelménymodul megnevezése: Általános csőszerelési feladatok
 Budavári Zoltán Tömített csőkötés készítése A követelménymodul megnevezése: Általános csőszerelési feladatok A követelménymodul száma: 0095-06 A tartalomelem azonosító száma és célcsoportja: SzT-007-42
Budavári Zoltán Tömített csőkötés készítése A követelménymodul megnevezése: Általános csőszerelési feladatok A követelménymodul száma: 0095-06 A tartalomelem azonosító száma és célcsoportja: SzT-007-42
MUNKAANYAG. Budavári Zoltán. Tömített csőkötések szerelési ismeretei. A követelménymodul megnevezése: Általános csőszerelési feladatok
 Budavári Zoltán Tömített csőkötések szerelési ismeretei A követelménymodul megnevezése: Általános csőszerelési feladatok A követelménymodul száma: 0095-06 A tartalomelem azonosító száma és célcsoportja:
Budavári Zoltán Tömített csőkötések szerelési ismeretei A követelménymodul megnevezése: Általános csőszerelési feladatok A követelménymodul száma: 0095-06 A tartalomelem azonosító száma és célcsoportja:
Tömített csőkötések szerelési ismeretei
 Budavári Zoltán Tömített csőkötések szerelési ismeretei A követelménymodul megnevezése: Általános csőszerelési feladatok A követelménymodul száma: 0095-06 A tartalomelem azonosító száma és célcsoportja:
Budavári Zoltán Tömített csőkötések szerelési ismeretei A követelménymodul megnevezése: Általános csőszerelési feladatok A követelménymodul száma: 0095-06 A tartalomelem azonosító száma és célcsoportja:
Huszár Tibor: Gázszerelés rézcsôvel Lektorálta: Sáfár Gyula Hungarian Copper Promotion Centre, átdolgozott kiadás 2001
 Huszár Tibor: Gázszerelés rézcsôvel Lektorálta: Sáfár Gyula Hungarian Copper Promotion Centre, átdolgozott kiadás 2001 A kiadvány megjelenését az International Copper Association támogatta 3 4 A nemzetközi
Huszár Tibor: Gázszerelés rézcsôvel Lektorálta: Sáfár Gyula Hungarian Copper Promotion Centre, átdolgozott kiadás 2001 A kiadvány megjelenését az International Copper Association támogatta 3 4 A nemzetközi
2. Szerelési ismeretek
 Rézcsövek alkalmazástechnikai kézikönyve 2. Szerelési ismeretek Ismételten felhívjuk a figyelmet arra, hogy az épületgépészeti szerelésekhez kizárólag csak installációs célra gyártott csöveket használjanak
Rézcsövek alkalmazástechnikai kézikönyve 2. Szerelési ismeretek Ismételten felhívjuk a figyelmet arra, hogy az épületgépészeti szerelésekhez kizárólag csak installációs célra gyártott csöveket használjanak
Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos lényeges jellemzők kiemelésére!
 1 6 ) M u t a s s a b e a s á r g a r é z c s ő v e z e t é k k é s z í t é s é t a z a l á b b i v á z l a t f e lh a s z n á l á s á v a l Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos
1 6 ) M u t a s s a b e a s á r g a r é z c s ő v e z e t é k k é s z í t é s é t a z a l á b b i v á z l a t f e lh a s z n á l á s á v a l Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos
INCZÉDY GYÖRGY SZAKKÖZÉPISKOLA, SZAKISKOLA ÉS KOLLÉGIUM 54 582 01 ÉPÜLETGÉPÉSZ TECHNIKUS SZAKKÉPESÍTÉS TANMENET
 INCZÉDY GYÖRGY SZAKKÖZÉPISKOLA, SZAKISKOLA ÉS KOLLÉGIUM 54 582 01 ÉPÜLETGÉPÉSZ TECHNIKUS SZAKKÉPESÍTÉS TANMENET KÖVETELMÉNYMODUL 10209-12 Épületgépészeti csővezeték-szerelés Épületgépészeti csővezetékek
INCZÉDY GYÖRGY SZAKKÖZÉPISKOLA, SZAKISKOLA ÉS KOLLÉGIUM 54 582 01 ÉPÜLETGÉPÉSZ TECHNIKUS SZAKKÉPESÍTÉS TANMENET KÖVETELMÉNYMODUL 10209-12 Épületgépészeti csővezeték-szerelés Épületgépészeti csővezetékek
Sárgarézből készült szorítógyűrűs csatlakozók
 Komplett termékprogram Külsőmenetes, sárgarézből készült szorítógyűrűs csatlakozó vörösréz csövekhez: A sárgaréz 15-54 mm külső csőátmérőhöz kaphatók és ivóvíz, fűtővíz, ill. sűrített levegő közegekhez
Komplett termékprogram Külsőmenetes, sárgarézből készült szorítógyűrűs csatlakozó vörösréz csövekhez: A sárgaréz 15-54 mm külső csőátmérőhöz kaphatók és ivóvíz, fűtővíz, ill. sűrített levegő közegekhez
Épületgépészeti csőhálózat- és berendezés-szerelő 4. 31 582 09 0010 31 04 Vízvezeték- és vízkészülékszerelő
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Kötéstechnika termosztatikus szelepekhez és Combi 2/3/4 csavarzatokhoz
 Kötéstechnika termosztatikus szelepekhez és Combi 2//4 csavarzatokhoz Termék Csom. egység Termékszám Megjegyzés Ofix s csavarzatok belső menetes szerelvényekhez Ofix CEP s nyomócsavarzat, réz csővezetékek
Kötéstechnika termosztatikus szelepekhez és Combi 2//4 csavarzatokhoz Termék Csom. egység Termékszám Megjegyzés Ofix s csavarzatok belső menetes szerelvényekhez Ofix CEP s nyomócsavarzat, réz csővezetékek
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Központifűtés- és gázhálózat rendszerszerelő szakma gyakorlati oktatásához OKJ száma: 34 582 09 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának
Foglalkozási napló a 20 /20. tanévre Központifűtés- és gázhálózat rendszerszerelő szakma gyakorlati oktatásához OKJ száma: 34 582 09 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának
Szorítógyûrûs gyorscsatlakozó idomok
 katalógus A típus Acélöntvény csavarzat külső menettel MSZ EN 10255 MSZ EN 10220:2003 MSZ EN 12201-2:2003, MSZ EN 1555-2:2003 Közeg: víz, gáz, kőolajszármazékok, sûrített levegő víz, kőolajszármazékok,
katalógus A típus Acélöntvény csavarzat külső menettel MSZ EN 10255 MSZ EN 10220:2003 MSZ EN 12201-2:2003, MSZ EN 1555-2:2003 Közeg: víz, gáz, kőolajszármazékok, sûrített levegő víz, kőolajszármazékok,
cosmo PEX GIENGER HUNGÁRIA ÉPÜLETGÉPÉSZETI KFT.
 cosmo PEX Csővezetékek JELLEMZŐK KBN tekercs/raklap Cosmo PEX Al betétes ötrétegű csővezeték 0.2 mm Al réteggel, tekercsben 16x2 mm 200m CPXCS16 200/2600 20x2 mm 100m CPXCS20 100/1500 26x2 mm 50m CPXCS26
cosmo PEX Csővezetékek JELLEMZŐK KBN tekercs/raklap Cosmo PEX Al betétes ötrétegű csővezeték 0.2 mm Al réteggel, tekercsben 16x2 mm 200m CPXCS16 200/2600 20x2 mm 100m CPXCS20 100/1500 26x2 mm 50m CPXCS26
Komplett termékprogram
 Univerzális ersal szorítógyűrűs compression gyorscsatlakozók fittings for acélcsövekhez, steel, black forrcsövekhez steel and és PE PE pipes csövekhez Komplett termékprogram Szorítógyûrûs gyorscsatlakozó
Univerzális ersal szorítógyűrűs compression gyorscsatlakozók fittings for acélcsövekhez, steel, black forrcsövekhez steel and és PE PE pipes csövekhez Komplett termékprogram Szorítógyûrûs gyorscsatlakozó
Cast malleable iron. compression fittings for steel, black steel and. PE pipes. Szorítógyűrűs gyorscsatlakozók. forrcsövekhez és PE csövekhez
 Cast malleable iron Szorítógyűrűs acélcsövekhez, compression fittings for steel, black steel and forrcsövekhez és PE csövekhez PE pipes Komplett termékprogram Acélcsövekhez Jól ismert csavarzatunk a 17,2-114,3
Cast malleable iron Szorítógyűrűs acélcsövekhez, compression fittings for steel, black steel and forrcsövekhez és PE csövekhez PE pipes Komplett termékprogram Acélcsövekhez Jól ismert csavarzatunk a 17,2-114,3
Tömítő- és megfúróbilincsek acélcsövekre
 Tömítő- és megfúróbilincsek acélcsövekre tö mítőbilincsek és megfúróbilincsek Komplett termékprogram Tömítőbilincsek Az acélból készült klasszikusunk 17,2 114,3 mm-es vízvezetékcsövekben keletkezett lyukak,
Tömítő- és megfúróbilincsek acélcsövekre tö mítőbilincsek és megfúróbilincsek Komplett termékprogram Tömítőbilincsek Az acélból készült klasszikusunk 17,2 114,3 mm-es vízvezetékcsövekben keletkezett lyukak,
10) Mutassa be az acélcsővezeték készítését az alábbi vázlat felhasználásával
 Mutassa be az acélcsővezeték készítését az alábbi vázlat felhasználásával") 10) Mutassa be az acélcsővezeték készítését az alábbi vázlat felhasználásával Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos lényeges jellemzők kiemelésére! Az információtartalom
10) Mutassa be az acélcsővezeték készítését az alábbi vázlat felhasználásával Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos lényeges jellemzők kiemelésére! Az információtartalom
6301 6897 02/2001 HU Szakemberek számára. Szerelési utasítás. Twin Tube DN 20 csatlakozó készlet. A szerelés előtt kérjük gondosan átolvasni
 01 897 02/2001 HU Szakemberek számára Szerelési utasítás Twin Tube DN 20 csatlakozó készlet A szerelés előtt kérjük gondosan átolvasni Tartalomjegyzék 1 Szállítási terjedelem..........................................
01 897 02/2001 HU Szakemberek számára Szerelési utasítás Twin Tube DN 20 csatlakozó készlet A szerelés előtt kérjük gondosan átolvasni Tartalomjegyzék 1 Szállítási terjedelem..........................................
_ A 27/2012. (VIII. 27.) NGM rendelet 29/2016. (VIII. 26.) NGM rendelet által módosított szakmai és vizsgakövetelménye alapján.
 NGM rendelet 29/2016. (VIII. 26.) NGM rendelet által módosított szakmai és vizsgakövetelménye alapján.") _ A 27/2012. (VIII. 27.) NGM rendelet 29/2016. (VIII. 26.) NGM rendelet által módosított szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 582 01 Épületgépész technikus
_ A 27/2012. (VIII. 27.) NGM rendelet 29/2016. (VIII. 26.) NGM rendelet által módosított szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 582 01 Épületgépész technikus
ÉPÜLETGÉPÉSZET ISMERETEK
 ÉRETTSÉGI VIZSGA 2019. május 15. ÉPÜLETGÉPÉSZET ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA 2019. május 15. 8:00 Időtartam: 180 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK MINISZTÉRIUMA írásbeli
ÉRETTSÉGI VIZSGA 2019. május 15. ÉPÜLETGÉPÉSZET ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA 2019. május 15. 8:00 Időtartam: 180 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK MINISZTÉRIUMA írásbeli
Csővezeték-technika acél
 Megapress Csővezeték-technika acél F2 HU 2/16 Árlista 2016 Műszaki változtatások joga fenntartva! Présidomrendszer ötvözetlen 1.0308 anyagszámú acélból készült présidomokkal, DIN EN 10255 és DIN EN 10220
Megapress Csővezeték-technika acél F2 HU 2/16 Árlista 2016 Műszaki változtatások joga fenntartva! Présidomrendszer ötvözetlen 1.0308 anyagszámú acélból készült présidomokkal, DIN EN 10255 és DIN EN 10220
Csővezeték-technika acél
 Megapress Csővezeték-technika acél F2 HU 2/15 Árlista 2015 Műszaki változtatások joga fenntartva! Présidomrendszer ötvözetlen 1.0308 anyagszámú acélból készült présidomokkal, DIN EN 10255 (régi: DIN 2440,
Megapress Csővezeték-technika acél F2 HU 2/15 Árlista 2015 Műszaki változtatások joga fenntartva! Présidomrendszer ötvözetlen 1.0308 anyagszámú acélból készült présidomokkal, DIN EN 10255 (régi: DIN 2440,
Uponor ipari padlófűtés
 Uponor ipari padlófűtés Előnyök Gyors megtérülési idő Nincs látható fűtőberendezés Ideális hőmérséklet elosztás Nincs lég- és pormozgás Nem kell átsugározni a teljes belmagasságot Nincs karbantartási költség
Uponor ipari padlófűtés Előnyök Gyors megtérülési idő Nincs látható fűtőberendezés Ideális hőmérséklet elosztás Nincs lég- és pormozgás Nem kell átsugározni a teljes belmagasságot Nincs karbantartási költség
Általános csőszerelési előkészítő és kiegészítő feladatok-ii.
 8 ) M u t a s s a b e a s z e r e l é s e l ő k é s z í t ő m u n k á i t a z a l á b - b i v á z l a t f e l h a s z n á l á s á v a l Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos
8 ) M u t a s s a b e a s z e r e l é s e l ő k é s z í t ő m u n k á i t a z a l á b - b i v á z l a t f e l h a s z n á l á s á v a l Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos
MAXI 3 3 oldalon feszített mérettartomány víz gáz mérettartomány víz gáz mérettartomány víz gáz 48-102 16 5 88-282 16 4 270-460 10 3
 katalógus UNIFIX MAXI palástjavító Felhasználási terület: Csővezetékeken keletkezett lyukak, repedések és porózusos csőszakaszok tömítésére alkalmazható, a Maxi típusok ezen kívül csövek összekötésére
katalógus UNIFIX MAXI palástjavító Felhasználási terület: Csővezetékeken keletkezett lyukak, repedések és porózusos csőszakaszok tömítésére alkalmazható, a Maxi típusok ezen kívül csövek összekötésére
Modell 12 Modell 18 Modell 25 Modell 57 Modell 100
 Konstrukció és mûködési elv: a forrasztott lemezes hõcserélõ préselt mintázatú, rozsdamentes lemezekbõl áll, melyek vákuumkemencében rézzel vannak összeforrasztva. A két közeg két külön áramlási térben
Konstrukció és mûködési elv: a forrasztott lemezes hõcserélõ préselt mintázatú, rozsdamentes lemezekbõl áll, melyek vákuumkemencében rézzel vannak összeforrasztva. A két közeg két külön áramlási térben
Különböző. típusú t ö b b r é t e g ű
 Különböző típusú t ö b b r é t e g ű c s ő egy MegolDÁS! INNovációnkat megtal álja a... Tökéletes megoldás a különböző gyártóktól származó többrétegű csövek javításához A moduláris felépítésnek köszönhetően
Különböző típusú t ö b b r é t e g ű c s ő egy MegolDÁS! INNovációnkat megtal álja a... Tökéletes megoldás a különböző gyártóktól származó többrétegű csövek javításához A moduláris felépítésnek köszönhetően
1.10 VL. Négyszög légcsatorna. Légcsatorna rendszerek. Alkalmazás: A VL típusjelû, négyszög keresztmetszetû
 Alkalmazás: A VL típusjelû, négyszög keresztmetszetû l é g c s a t o r n a e l e m e k a l k a l m a z á s á v a l a nyomáskülönbség, a légsebesség és a szükséges légtömörség tekintetében többféle igény
Alkalmazás: A VL típusjelû, négyszög keresztmetszetû l é g c s a t o r n a e l e m e k a l k a l m a z á s á v a l a nyomáskülönbség, a légsebesség és a szükséges légtömörség tekintetében többféle igény
Csőkötések tömörségének ellenőrzése
 Budavári Zoltán Csőkötések tömörségének ellenőrzése A követelménymodul megnevezése: Általános csőszerelési feladatok A követelménymodul száma: 0095-06 A tartalomelem azonosító száma és célcsoportja: SzT-015-30
Budavári Zoltán Csőkötések tömörségének ellenőrzése A követelménymodul megnevezése: Általános csőszerelési feladatok A követelménymodul száma: 0095-06 A tartalomelem azonosító száma és célcsoportja: SzT-015-30
Épületgépészeti csőhálózat- és. 31 582 09 0010 31 03 Központifűtés- és csőhálózat-szerelő Épületgépészeti csőhálózat- és
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
XB forrasztott hõcserélõk
 X forrasztott hõcserélõk Leírás / alkalmazás z X forrasztott lemezes hõcserélõt a távfûtési rendszerekhez fejlesztettük ki, de használhatóak általában fûtési, használatimelegvíz ellátó rendszerek és fûtõhûtõ
X forrasztott hõcserélõk Leírás / alkalmazás z X forrasztott lemezes hõcserélõt a távfûtési rendszerekhez fejlesztettük ki, de használhatóak általában fûtési, használatimelegvíz ellátó rendszerek és fûtõhûtõ
HERZ Armatúra Hungária Kft. G 3/4" belső kónusszal. Réz- és acélcső. Csőcsatlakozások. Műanyagcső. Normblatt. HERZ 7688 7788 2004. okt.
 Normblatt Konvektorcsatlakozó készletek termosztát- és kézi szabályozó üzemhez HERZ 7688 7788 2004. okt. kiadás 1 7788 21 1 7688 21 Egycsöves Kétcsöves G 3/4" belső kónusszal Csőcsatlakozások Műanyagcső
Normblatt Konvektorcsatlakozó készletek termosztát- és kézi szabályozó üzemhez HERZ 7688 7788 2004. okt. kiadás 1 7788 21 1 7688 21 Egycsöves Kétcsöves G 3/4" belső kónusszal Csőcsatlakozások Műanyagcső
Általános jellemzők. Szélesség: 135 és 200 mm-es mérettartományban. Burkolat /szorító héj/ Saválló acél AISI 304L vagy 316L
 Általános jellemzők Burkolat /szorító héj/ Saválló acél AISI 304L vagy 316L Szélesség: 135 és 200 mm-es mérettartományban Méret tartomány: Szélesség: 135 mm vagy 200 mm Zár: 1 vagy 2 zár új szereléshez
Általános jellemzők Burkolat /szorító héj/ Saválló acél AISI 304L vagy 316L Szélesség: 135 és 200 mm-es mérettartományban Méret tartomány: Szélesség: 135 mm vagy 200 mm Zár: 1 vagy 2 zár új szereléshez
Éves. elméletigénye s gyakorlat. Összesen Ciklus Heti Tantárgy elméletigénye elmélet
 A Széchenyi István Szakképző Iskola Szakmai Programja csőhálózat- és berendezés-szerelő A 31 582 9 1 31 3 azonosító számú, Központifűtés- és csőhálózat-szerelő elágazás tantárgyi óraterve Érvényes a 27-28.
A Széchenyi István Szakképző Iskola Szakmai Programja csőhálózat- és berendezés-szerelő A 31 582 9 1 31 3 azonosító számú, Központifűtés- és csőhálózat-szerelő elágazás tantárgyi óraterve Érvényes a 27-28.
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Központifűtés- és gázhálózat rendszerszerelő szakma gyakorlati oktatásához OKJ száma: 34 582 09 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának
Foglalkozási napló a 20 /20. tanévre Központifűtés- és gázhálózat rendszerszerelő szakma gyakorlati oktatásához OKJ száma: 34 582 09 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának
Csővezeték-rendszerek és csőkötéstechnika G2 Sanpress Inox G SC-Contur-ral (biztonsági kontúr)
") Árlista 201 Csővezeték-renszerek és csőkötéstechnika Sanpress Inox G SC-Contur-ral (biztonsági kontúr) Csövek és présiomok rozsamentes acélból a DVGW-TRGI 2008 szerinti gázszereléshez, DVGW vizsgálati
Árlista 201 Csővezeték-renszerek és csőkötéstechnika Sanpress Inox G SC-Contur-ral (biztonsági kontúr) Csövek és présiomok rozsamentes acélból a DVGW-TRGI 2008 szerinti gázszereléshez, DVGW vizsgálati
Mûanyag szorítógyûrûs csatlakozók
 Teljes termékskála Szorítógyûrûs és megfúró nyeregidomok: A Gebo Plast mûanyag szorítógyûrûs és megfúró nyeregidomok 16-110 mm-es méretben az alábbi kivitelben kaphatók: Belsô- és külsômenetes csatlakozással
Teljes termékskála Szorítógyûrûs és megfúró nyeregidomok: A Gebo Plast mûanyag szorítógyûrûs és megfúró nyeregidomok 16-110 mm-es méretben az alábbi kivitelben kaphatók: Belsô- és külsômenetes csatlakozással
Megapress S. Csővezeték-technika. HU 2/19 Árlista 2019 Műszaki változtatások joga fenntartva!
 Megapress S Csővezeték-technika HU 2/19 Árlista 2019 Műszaki változtatások joga fenntartva! Présidomrendszer ötvözetlen 1.0308 anyagszámú acélból készült présidomokkal, DIN EN 10255 és DIN EN 10220 / DIN
Megapress S Csővezeték-technika HU 2/19 Árlista 2019 Műszaki változtatások joga fenntartva! Présidomrendszer ötvözetlen 1.0308 anyagszámú acélból készült présidomokkal, DIN EN 10255 és DIN EN 10220 / DIN
Szerelési - beépítési termékek
 Szerelési - beépítési termékek 5 próságok okos megoldásokhoz 85 Telepítési elemek 87 Táguláskiegyenlítők - H 6, SI 10, U 88 Kereszt idomok a vízszintes hálózati szerelvényekhez 89 Visszacsapó szelepek
Szerelési - beépítési termékek 5 próságok okos megoldásokhoz 85 Telepítési elemek 87 Táguláskiegyenlítők - H 6, SI 10, U 88 Kereszt idomok a vízszintes hálózati szerelvényekhez 89 Visszacsapó szelepek
ÉPÜLETGÉPÉSZET ISMERETEK
 ÉRETTSÉGI VIZSGA 2018. május 16. ÉPÜLETGÉPÉSZET ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA 2018. május 16. 8:00 Időtartam: 180 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Épületgépészet
ÉRETTSÉGI VIZSGA 2018. május 16. ÉPÜLETGÉPÉSZET ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA 2018. május 16. 8:00 Időtartam: 180 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Épületgépészet
Csővezeték-technika vörösréz/vörösöntvény
 Profipress S Csővezeték-technika /vörösöntvény A3 HU 2/16 Árlista 2016 Műszaki változtatások joga fenntartva! Présidomrendszer ből és vörösöntvényből készült présidomokkal a DVGW W 534 számú munkalap szerint
Profipress S Csővezeték-technika /vörösöntvény A3 HU 2/16 Árlista 2016 Műszaki változtatások joga fenntartva! Présidomrendszer ből és vörösöntvényből készült présidomokkal a DVGW W 534 számú munkalap szerint
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM. Szóbeli vizsgatevékenység
 SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0095-06/2 Szóbeli vizsgatevékenység Szóbeli vizsgatevékenység időtartam: 45 perc A 20/2007. (V. 21.)
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0095-06/2 Szóbeli vizsgatevékenység Szóbeli vizsgatevékenység időtartam: 45 perc A 20/2007. (V. 21.)
Szűrő berendezések. Használati útmutató. mágneses vízszűrők HASZNÁLATI ÚTMUTATÓ FL1-03-01274 - WE FL1-03-01688 CP1-03-00022 - WE FL1-03-01690
 Szűrő berendezések HASZNÁLATI ÚTMUTATÓ Használati útmutató 2014 mágneses vízszűrők MC22001 MC22002 FL1-03-01274 - WE FL1-03-01689 CP1-03-00022 - WE FL1-03-01688 FL1-03-01690 Mágneses szűrők 1. HASZNÁLATI
Szűrő berendezések HASZNÁLATI ÚTMUTATÓ Használati útmutató 2014 mágneses vízszűrők MC22001 MC22002 FL1-03-01274 - WE FL1-03-01689 CP1-03-00022 - WE FL1-03-01688 FL1-03-01690 Mágneses szűrők 1. HASZNÁLATI
Komplett termékprogram
 Univerzális ersal szorítógyűrűs compression gyorscsatlakozók fittings for acélcsövekhez, steel, black forrcsövekhez steel and és PE PE pipes csövekhez Komplett termékprogram Szorítógyûrûs gyorscsatlakozó
Univerzális ersal szorítógyűrűs compression gyorscsatlakozók fittings for acélcsövekhez, steel, black forrcsövekhez steel and és PE PE pipes csövekhez Komplett termékprogram Szorítógyûrûs gyorscsatlakozó
Alu-betétes cső szálban PE-RT / Alu / PE-RT
 Csövek! Tolóhüvelyes rendszerhez nem alkalmazható! Alu-betétes cső tekercsben PE-RT / Alu / PE-RT Megnevezés Cikkszám Kiszerelés Paletta Listaár HUF 16 x 2,0 816.001.410.0 100 m 2.600 m 374,00 16 x 2,0
Csövek! Tolóhüvelyes rendszerhez nem alkalmazható! Alu-betétes cső tekercsben PE-RT / Alu / PE-RT Megnevezés Cikkszám Kiszerelés Paletta Listaár HUF 16 x 2,0 816.001.410.0 100 m 2.600 m 374,00 16 x 2,0
Szóbeli vizsgatantárgyak
 Szóbeli vizsgatantárgyak 1. Szakmai ismeretek 2. Munkajogi, munkavédelmi ismeretek, mérésellenőrzés 3. Vállalkozási alapismeretek, az Üzleti terv megvédése. A jelölt a bizottság által feltett kérdésekre
Szóbeli vizsgatantárgyak 1. Szakmai ismeretek 2. Munkajogi, munkavédelmi ismeretek, mérésellenőrzés 3. Vállalkozási alapismeretek, az Üzleti terv megvédése. A jelölt a bizottság által feltett kérdésekre
Csô külsô átmérô [mm] menet
![Csô külsô átmérô [mm] menet](/thumbs/57/40713635.jpg "Csô külsô átmérô [mm] menet") katalógus Általános tájékoztató Bevizsgálások: Műanyag idomaink DIN 8076 T3, PE csőre DIN 8074, valamint EN 12201 szabványok alapján kerültek bevizsgálásra. Minden elem, amely ivóvízzel érintkezik, megfelel
katalógus Általános tájékoztató Bevizsgálások: Műanyag idomaink DIN 8076 T3, PE csőre DIN 8074, valamint EN 12201 szabványok alapján kerültek bevizsgálásra. Minden elem, amely ivóvízzel érintkezik, megfelel
Név :FŐVÁROSI ÖNKORMÁNYZAT Pesti Úti Idősek Otthona Cím : 1173 Budapest, Pesti út 117. Kelt:
 Név :FŐVÁROSI ÖNKORMÁNYZAT Pesti Úti Idősek Otthona Cím : 1173 Budapest, Pesti út 117. Kelt: 2017.06.08. A munka leírása: C - D épület pincei alapvezetékek cseréje ( hideg- melegvíz, cirkuláció és csatorna)
Név :FŐVÁROSI ÖNKORMÁNYZAT Pesti Úti Idősek Otthona Cím : 1173 Budapest, Pesti út 117. Kelt: 2017.06.08. A munka leírása: C - D épület pincei alapvezetékek cseréje ( hideg- melegvíz, cirkuláció és csatorna)
Megapress. Csővezeték-technika. HU 2/19 Árlista 2019 Műszaki változtatások joga fenntartva!
 Megapress Csővezeték-technika HU 2/19 Árlista 2019 Műszaki változtatások joga fenntartva! Présidomrendszer ötvözetlen 1.0308 anyagszámú acélból készült présidomokkal, DIN EN 10255 és DIN EN 10220 / DIN
Megapress Csővezeték-technika HU 2/19 Árlista 2019 Műszaki változtatások joga fenntartva! Présidomrendszer ötvözetlen 1.0308 anyagszámú acélból készült présidomokkal, DIN EN 10255 és DIN EN 10220 / DIN
Sanpress Inox LF. Csővezeték-technika. HU 2/18 Árlista 2018 Műszaki változtatások joga fenntartva!
 G6 Sanpress Inox LF Csővezeték-technika HU 2/18 Árlista 2018 Műszaki változtatások joga fenntartva! Présidomrendszer (labs-frei, szilikon-mentes) présidomokkal és csövekkel 1.4401 és 1.4521 anyagszámú,
G6 Sanpress Inox LF Csővezeték-technika HU 2/18 Árlista 2018 Műszaki változtatások joga fenntartva! Présidomrendszer (labs-frei, szilikon-mentes) présidomokkal és csövekkel 1.4401 és 1.4521 anyagszámú,
Karima PE KM-PVC GÖV AC Acél
 Csőkötések jellemzői Csőkötések választó tálázat Csőkötések, Megnevezés Mérettartomány Jellemzők úzásiztosítás Kép Karimás kötés 0 - PVC tokos-karimás idomok GÖV tokos-karimás idomok 0-300 - 300 (00*)
Csőkötések jellemzői Csőkötések választó tálázat Csőkötések, Megnevezés Mérettartomány Jellemzők úzásiztosítás Kép Karimás kötés 0 - PVC tokos-karimás idomok GÖV tokos-karimás idomok 0-300 - 300 (00*)
Energia hatékony nedves rendszerű fűtési és hűtési. Pe-Xa csövek alkalmazásával
 Energia hatékony nedves rendszerű fűtési és hűtési rendszerek kizárólagos előnyei Pe-Xa csövek alkalmazásával Uponor PE-Xa rendszer Térhálósított polietilén cső épületgépészeti alkalmazásokhoz Az Uponor
Energia hatékony nedves rendszerű fűtési és hűtési rendszerek kizárólagos előnyei Pe-Xa csövek alkalmazásával Uponor PE-Xa rendszer Térhálósított polietilén cső épületgépészeti alkalmazásokhoz Az Uponor
Ø mm. KAN-therm RENDSZER. Press LBP. Innovatív és egyedi - egy rendszer, hat funkció A SIKER TECHNOLÓGIÁJA ISO 9001
 Ø 14 63 mm KAN-therm RENDSZER Press LBP Innovatív és egyedi - egy rendszer, hat funkció A SIKER TECHNOLÓGIÁJA ISO 9001 Tartalomjegyzék KAN-therm Press / Press LBP rendszer - termékcsalád...3 Menetes csatlakozások...17
Ø 14 63 mm KAN-therm RENDSZER Press LBP Innovatív és egyedi - egy rendszer, hat funkció A SIKER TECHNOLÓGIÁJA ISO 9001 Tartalomjegyzék KAN-therm Press / Press LBP rendszer - termékcsalád...3 Menetes csatlakozások...17
Épületgépészeti csőhálózat- és berendezés-szerelő. 31 582 09 0010 31 02 Gázfogyasztóberendezés- és csőhálózat-szerelő É 1/5
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Csőkötések, SYNOFLEX
 Csőkötések, Csőkötések jellemzői Megnevezés Mérettartomány Jellemzők Húzásbiztosítás Kép Karimás kötés 40 - Karimás idomok/szerelvények összekötése Húzásbiztos PVC tokos-karimás idomok 80-300 PVC csővezeték
Csőkötések, Csőkötések jellemzői Megnevezés Mérettartomány Jellemzők Húzásbiztosítás Kép Karimás kötés 40 - Karimás idomok/szerelvények összekötése Húzásbiztos PVC tokos-karimás idomok 80-300 PVC csővezeték
HEGESZTÉSI SZAKISMERET
 HEGESZTÉSI SZAKISMERET 1.) Ismertesse az SI mértékrendszer szerinti nyomás, hőmérséklet, mechanikai feszültség stb. mértékegységeket! 2.) Melyek azok a fizikai, kémiai, mechanikai tulajdonságok, amelyek
HEGESZTÉSI SZAKISMERET 1.) Ismertesse az SI mértékrendszer szerinti nyomás, hőmérséklet, mechanikai feszültség stb. mértékegységeket! 2.) Melyek azok a fizikai, kémiai, mechanikai tulajdonságok, amelyek
SZABADALMAZTATOTT, KÖNNYEN TELEPÍTHETŐ, ELŐRESZIGETELT CSŐ RENDSZER A SZOLÁR MELEGVIZES RENDSZEREK SZAKSZERÜ ENERGIA VESZTESÉG NÉLKÜLI ÖSSZEKÖTÉSÉRE
 Powered by TCPDF (www.tcpdf.org) Powered by TCPDF (www.tcpdf.org) SZABADALMAZTATOTT, KÖNNYEN TELEPÍTHETŐ, ELŐRESZIGETELT CSŐ RENDSZER A SZOLÁR MELEGVIZES RENDSZEREK SZAKSZERÜ ENERGIA VESZTESÉG NÉLKÜLI
Powered by TCPDF (www.tcpdf.org) Powered by TCPDF (www.tcpdf.org) SZABADALMAZTATOTT, KÖNNYEN TELEPÍTHETŐ, ELŐRESZIGETELT CSŐ RENDSZER A SZOLÁR MELEGVIZES RENDSZEREK SZAKSZERÜ ENERGIA VESZTESÉG NÉLKÜLI
PE csövekhez ÖNORM B 5172, DIN bar nyomásig - hideg vízre
 ISO-fittingek PE csövekhez ÖNORM B 5172, DIN 8074-16 bar nyomásig - hideg vízre Gömbgrafitos öntöttvasból epoxi-porbevonattal Poliacetál műanyagból POM A Hawle ISO-fitting a puha és kemény PE csövek csatlakozásának
ISO-fittingek PE csövekhez ÖNORM B 5172, DIN 8074-16 bar nyomásig - hideg vízre Gömbgrafitos öntöttvasból epoxi-porbevonattal Poliacetál műanyagból POM A Hawle ISO-fitting a puha és kemény PE csövek csatlakozásának
Profipress S. Csővezeték-technika. HU 2/18 Árlista 2018 Műszaki változtatások joga fenntartva!
 Profipress S Csővezeték-technika A3 HU 2/18 Árlista 2018 Műszaki változtatások joga fenntartva! Présidomrendszer ből, vörösöntvényből vagy szilíciumbronzból* készült présidomokkal a DVGW W 534 számú munkalap
Profipress S Csővezeték-technika A3 HU 2/18 Árlista 2018 Műszaki változtatások joga fenntartva! Présidomrendszer ből, vörösöntvényből vagy szilíciumbronzból* készült présidomokkal a DVGW W 534 számú munkalap
Ø mm. KAN-therm RENDSZER. Push Push Platinum. Megbízható és tartós A SIKER TECHNOLÓGIÁJA ISO 9001
 Ø 12-32 mm KAN-therm RENDSZER Push Push Platinum Megbízható és tartós A SIKER TECHNOLÓGIÁJA Tartalomjegyzék KAN-therm Push rendszer/push Platinum - termékcsalád...131 KAN-therm Push rendszer 18 2,0 átmérő
Ø 12-32 mm KAN-therm RENDSZER Push Push Platinum Megbízható és tartós A SIKER TECHNOLÓGIÁJA Tartalomjegyzék KAN-therm Push rendszer/push Platinum - termékcsalád...131 KAN-therm Push rendszer 18 2,0 átmérő
Megapress G. Csővezeték-technika. HU 2/18 Árlista 2018 Műszaki változtatások joga fenntartva!
 Megapress G Csővezeték-technika F4 HU 2/18 Árlista 2018 Műszaki változtatások joga fenntartva! Présidomrendszer ötvözetlen 1.0308 anyagszámú acélból készült présidomokkal, DIN EN 10255 és DIN EN 10220
Megapress G Csővezeték-technika F4 HU 2/18 Árlista 2018 Műszaki változtatások joga fenntartva! Présidomrendszer ötvözetlen 1.0308 anyagszámú acélból készült présidomokkal, DIN EN 10255 és DIN EN 10220
Csővezeték-technika vörösréz/vörösöntvény
 Forrasztható idomok Csővezeték-technika /vörösöntvény R4 HU 2/16 Árlista 2016 Műszaki változtatások joga fenntartva! Idomok vörösöntvényből a DVGW GW 6 munkalap és idomok ből a DVGW GW 8 munkalap szerint
Forrasztható idomok Csővezeték-technika /vörösöntvény R4 HU 2/16 Árlista 2016 Műszaki változtatások joga fenntartva! Idomok vörösöntvényből a DVGW GW 6 munkalap és idomok ből a DVGW GW 8 munkalap szerint
Profipress G. Csővezeték-technika. HU 2/18 Árlista 2018 Műszaki változtatások joga fenntartva!
 A2 Profipress G Csővezeték-technika HU 2/18 Árlista 2018 Műszaki változtatások joga fenntartva! A DIN EN 1057 és a DVGW GW 392 munkalap szerinti, ből, vörösöntvényből vagy szilíciumbronzból* készült présidomokat
A2 Profipress G Csővezeték-technika HU 2/18 Árlista 2018 Műszaki változtatások joga fenntartva! A DIN EN 1057 és a DVGW GW 392 munkalap szerinti, ből, vörösöntvényből vagy szilíciumbronzból* készült présidomokat
Regutec. Radiátor visszatérő csavarzat ENGINEERING ADVANTAGE. A Regutec visszatérő csavarzat alkalmazható szivattyús fűtési- és klímarendszerekben.
 Visszatérő csavarzatok Regutec Radiátor visszatérő csavarzat Nyomástartás & Vízminőség Beszabályozás & Szabályozás Hőmérséklet-szabályozás ENGINEERING ADVANTAGE A Regutec visszatérő csavarzat alkalmazható
Visszatérő csavarzatok Regutec Radiátor visszatérő csavarzat Nyomástartás & Vízminőség Beszabályozás & Szabályozás Hőmérséklet-szabályozás ENGINEERING ADVANTAGE A Regutec visszatérő csavarzat alkalmazható
Szerelési kézikönyv. 2 utas szelep készlet hőszivattyú-konvektorhoz EKVKHPC
 utas szelep készlet hőszivattyú-konvektorhoz utas szelep készlet hőszivattyú-konvektorhoz Üzembe helyezés előtt olvassa el figyelmesen ezt a kézikönyvet. Ne dobja el! Őrizze meg, később még szükség lehet
utas szelep készlet hőszivattyú-konvektorhoz utas szelep készlet hőszivattyú-konvektorhoz Üzembe helyezés előtt olvassa el figyelmesen ezt a kézikönyvet. Ne dobja el! Őrizze meg, később még szükség lehet
Szerelési kézikönyv. 2 utas szelepkészlet/3 utas szelepkészlet klímakonvektor egységekhez EKMV2C09B7 EKMV3C09B7
 utas szelepkészlet/ utas szelepkészlet klímakonvektor EKMVC09B7 EKMVC09B7 EKMVC09B7 EKMVC09B7 utas szelepkészlet/ utas szelepkészlet klímakonvektor A felszerelés előtt olvassa el figyelmesen ezt a kézikönyvet.
utas szelepkészlet/ utas szelepkészlet klímakonvektor EKMVC09B7 EKMVC09B7 EKMVC09B7 EKMVC09B7 utas szelepkészlet/ utas szelepkészlet klímakonvektor A felszerelés előtt olvassa el figyelmesen ezt a kézikönyvet.
SZERELÉS ELŐTTI INFORMÁCIÓK A méretek mm-ben értendők
 HU SZERELÉS ELŐTTI INFORMÁCIÓK A méretek mm-ben értendők 1. ábra SZERELÉS ÉS ÜZEMBE HELYEZÉS ELŐTT Figyelem! A keverőcsap beszerelése előtt a bekötő csővezetékeket át kell öblíteni, hogy a csőben ne maradjon
HU SZERELÉS ELŐTTI INFORMÁCIÓK A méretek mm-ben értendők 1. ábra SZERELÉS ÉS ÜZEMBE HELYEZÉS ELŐTT Figyelem! A keverőcsap beszerelése előtt a bekötő csővezetékeket át kell öblíteni, hogy a csőben ne maradjon
Forrasztható idomok. Csővezeték-technika. HU 2/19 Árlista 2019 Műszaki változtatások joga fenntartva!
 Forrasztható idomok Csővezeték-technika HU 2/19 Árlista 2019 Műszaki változtatások joga fenntartva! Idomok vörösöntvényből a DVGW GW 6 munkalap és idomok ből a DVGW GW 8 munkalap szerint a DVGW GW 392
Forrasztható idomok Csővezeték-technika HU 2/19 Árlista 2019 Műszaki változtatások joga fenntartva! Idomok vörösöntvényből a DVGW GW 6 munkalap és idomok ből a DVGW GW 8 munkalap szerint a DVGW GW 392
INCZÉDY GYÖRGY SZAKKÖZÉPISKOLA, SZAKISKOLA ÉS KOLLÉGIUM 54 582 01 ÉPÜLETGÉPÉSZ TECHNIKUS SZAKKÉPESÍTÉS TANMENET
 INCZÉDY GYÖRGY SZAKKÖZÉPISKOLA, SZAKISKOLA ÉS KOLLÉGIUM 54 582 01 ÉPÜLETGÉPÉSZ TECHNIKUS SZAKKÉPESÍTÉS TANMENET KÖVETELMÉNYMODUL 11500-12 Munkahelyi egészség és biztonság Munkahelyi egészség és biztonság
INCZÉDY GYÖRGY SZAKKÖZÉPISKOLA, SZAKISKOLA ÉS KOLLÉGIUM 54 582 01 ÉPÜLETGÉPÉSZ TECHNIKUS SZAKKÉPESÍTÉS TANMENET KÖVETELMÉNYMODUL 11500-12 Munkahelyi egészség és biztonság Munkahelyi egészség és biztonság
POLYLACK K és KR HŐRE HABOSODÓ TŰZGÁTLÓ FESTÉK
 POLYLACK F POLYLACK K és KR HŐRE HAOSODÓ TŰZGÁTLÓ FESTÉK HŐRE HAOSODÓ TŰZGÁTLÓ KITT NMÉ 282 30037 001 NMÉ 282 30037 001 RENDELTETÉS: Hézagok és építési dilatációk tűzgátló lezárása. Átvezetések tűzgátló
POLYLACK F POLYLACK K és KR HŐRE HAOSODÓ TŰZGÁTLÓ FESTÉK HŐRE HAOSODÓ TŰZGÁTLÓ KITT NMÉ 282 30037 001 NMÉ 282 30037 001 RENDELTETÉS: Hézagok és építési dilatációk tűzgátló lezárása. Átvezetések tűzgátló
Használati útmutató Multi/Clamp palástjavítókhoz
 Használati útmutató Multi/Clamp palástjavítókhoz Csavar Anya Alátét Összekötő rúd Merevítőlemez Szalag Gumi Fül Oldallemez Multi/Clamp szimpla (1), dupla és tripla (2), karimás (3) M12: 65 Nm M14: 85 Nm
Használati útmutató Multi/Clamp palástjavítókhoz Csavar Anya Alátét Összekötő rúd Merevítőlemez Szalag Gumi Fül Oldallemez Multi/Clamp szimpla (1), dupla és tripla (2), karimás (3) M12: 65 Nm M14: 85 Nm
Uponor PE-Xa csőrendszer
 Uponor PE-Xa csőrendszer Gyors szerelés a Quick & Easy technológiának köszönhetően Egyedülálló memóriaeffektus Alacsony nyomásveszteség, magas hatékonyság Könnyű és biztonságos szerelés Ellenáll a betonkorróziónak
Uponor PE-Xa csőrendszer Gyors szerelés a Quick & Easy technológiának köszönhetően Egyedülálló memóriaeffektus Alacsony nyomásveszteség, magas hatékonyság Könnyű és biztonságos szerelés Ellenáll a betonkorróziónak
Előszerelt energiatakarékos csatlakoztató rendszerek napkollektor berendezésekhez.
 A Kaiflex Solar EPDMplus 2in2 előszigetelt csatlakoztató rendszer szállítható rozsdamentes bordás acélcsövekkel (VA) vagy lágy rézcsövekkel (CU). A váltakozó hosszal gyártott Kaiflex Solar EPDMplus 2in2
A Kaiflex Solar EPDMplus 2in2 előszigetelt csatlakoztató rendszer szállítható rozsdamentes bordás acélcsövekkel (VA) vagy lágy rézcsövekkel (CU). A váltakozó hosszal gyártott Kaiflex Solar EPDMplus 2in2
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Hűtő- és légtechnikai rendszerszerelő szakma gyakorlati oktatásához OKJ száma: 34 582 05 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának
Foglalkozási napló a 20 /20. tanévre Hűtő- és légtechnikai rendszerszerelő szakma gyakorlati oktatásához OKJ száma: 34 582 05 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának
Használati útmutató. Visign for Style 10 működtetőlap
 Visign for Style 10 működtetőlap Használati útmutató 2H vakolat alatti öblítőtartályokhoz, 2L vakolat alatti öblítőtartályokhoz, 2C vakolat alatti öblítőtartályokhoz és Standard 2S vakolat alatti öblítőtartályokhoz
Visign for Style 10 működtetőlap Használati útmutató 2H vakolat alatti öblítőtartályokhoz, 2L vakolat alatti öblítőtartályokhoz, 2C vakolat alatti öblítőtartályokhoz és Standard 2S vakolat alatti öblítőtartályokhoz
BoxMaker Kezelési útmutató. V-1.2-HUN, 2014-Szept.-10
 BoxMaker Kezelési útmutató V-1.2-HUN, 2014-Szept.-10 BoxMaker alkalmazása A BoxMaker-t arra terveztük, hogy hullámpapírból lehessen vele a Paraméterek bekezdésben leírt dobozokat készíteni. A Paraméterek
BoxMaker Kezelési útmutató V-1.2-HUN, 2014-Szept.-10 BoxMaker alkalmazása A BoxMaker-t arra terveztük, hogy hullámpapírból lehessen vele a Paraméterek bekezdésben leírt dobozokat készíteni. A Paraméterek
V5100 Elzáró szelep BRONZ FERDEÜLÉSŰ ELZÁRÓSZELEP
 Belső menetes kivitel V5100 Elzáró szelep BRONZ FERDEÜLÉSŰ ELZÁRÓSZELEP Alkalmazás ADATLAP A V5100 típusú szelepek elzáróként használhatók fűtési és hűtési rendszerekben. A szelep integrált ürítési funkcióval
Belső menetes kivitel V5100 Elzáró szelep BRONZ FERDEÜLÉSŰ ELZÁRÓSZELEP Alkalmazás ADATLAP A V5100 típusú szelepek elzáróként használhatók fűtési és hűtési rendszerekben. A szelep integrált ürítési funkcióval
Tevékenység: Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit!
 Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit! 2.1. Lemezalakító technológiák A lemezalakító technológiák az alkatrészgyártás nagyon jelentős területét képviselik
Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit! 2.1. Lemezalakító technológiák A lemezalakító technológiák az alkatrészgyártás nagyon jelentős területét képviselik
3.3.4. Forrasztott kötések
 3.3.4. orrasztott kötések orrasztott kötéseket fémből készült alkatrészek kötésére használjuk. Előnyei: hegesztéssel szemben különböző fémek is összeköthetők akár nagy vastagságkülönbség esetén, mert nem
3.3.4. orrasztott kötések orrasztott kötéseket fémből készült alkatrészek kötésére használjuk. Előnyei: hegesztéssel szemben különböző fémek is összeköthetők akár nagy vastagságkülönbség esetén, mert nem
Európai Réz Intézet. Web:
 Európai Réz Intézet Kiadó: ERI Európai Réz Intézet Kft. 1053 Budapest, Képíró u. 9. Tel.: (1) 266 48 10 Fax: (1) 266 48 04 E-mail: info@copperalliance.hu Web: www.rezcsoinfo.hu 2. javított kiadás, 2017
Európai Réz Intézet Kiadó: ERI Európai Réz Intézet Kft. 1053 Budapest, Képíró u. 9. Tel.: (1) 266 48 10 Fax: (1) 266 48 04 E-mail: info@copperalliance.hu Web: www.rezcsoinfo.hu 2. javított kiadás, 2017
Kiadja a Magyar Rézpiaci Központ 2005
 SZAKSZERŰ RÉZCSŐSZERELÉS Kiadja a Magyar Rézpiaci Központ 2005 MIÉRT VÁLASSZUNK REZET: A réz természetes, 100%-ban újrafelhasználható anyag Az öregedés, vagy anyagfáradás a rézcsöveknél nem lép fel. A
SZAKSZERŰ RÉZCSŐSZERELÉS Kiadja a Magyar Rézpiaci Központ 2005 MIÉRT VÁLASSZUNK REZET: A réz természetes, 100%-ban újrafelhasználható anyag Az öregedés, vagy anyagfáradás a rézcsöveknél nem lép fel. A
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM. Szóbeli vizsgatevékenység
 SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0109-06/5 Szóbeli vizsgatevékenység Szóbeli vizsgatevékenység időtartam: 45 perc A 20/2007. (V. 21.)
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0109-06/5 Szóbeli vizsgatevékenység Szóbeli vizsgatevékenység időtartam: 45 perc A 20/2007. (V. 21.)
Teljes termékskála. 98 A mûszaki változtatás jogát fenntartjuk!
 Teljes termékskála Szerelôbôrönd a méretre vágáshoz és peremezéshez Szerszámkészlet a rozsdamentes bordázott acélcsövek kötéseinek elkészítéséhez 99 100. oldal VARIOWATER rozsdamentes, kézzel hajlítható,
Teljes termékskála Szerelôbôrönd a méretre vágáshoz és peremezéshez Szerszámkészlet a rozsdamentes bordázott acélcsövek kötéseinek elkészítéséhez 99 100. oldal VARIOWATER rozsdamentes, kézzel hajlítható,
Forrasztható idomok. Csővezeték-technika. HU 2/18 Árlista 2018 Műszaki változtatások joga fenntartva!
 Forrasztható idomok Csővezeték-technika HU 2/18 Árlista 2018 Műszaki változtatások joga fenntartva! R4 Idomok vörösöntvényből a DVGW GW 6 munkalap és idomok ből a DVGW GW 8 munkalap szerint a DVGW GW 392
Forrasztható idomok Csővezeték-technika HU 2/18 Árlista 2018 Műszaki változtatások joga fenntartva! R4 Idomok vörösöntvényből a DVGW GW 6 munkalap és idomok ből a DVGW GW 8 munkalap szerint a DVGW GW 392
SZERELÉS ELŐTTI INFORMÁCIÓK
 HU CAPRICE DOCCIA SZERELÉS ELŐTTI INFORMÁCIÓK A méretek mm-ben értendők MAX. 40 2 SZERELÉS ELŐTTI INFORMÁCIÓK SZERELÉS ÉS ÜZEMBE HELYEZÉS ELŐTT Figyelem! A keverőcsap beszerelése előtt a bekötő csővezetékeket
HU CAPRICE DOCCIA SZERELÉS ELŐTTI INFORMÁCIÓK A méretek mm-ben értendők MAX. 40 2 SZERELÉS ELŐTTI INFORMÁCIÓK SZERELÉS ÉS ÜZEMBE HELYEZÉS ELŐTT Figyelem! A keverőcsap beszerelése előtt a bekötő csővezetékeket
Szűrő berendezések. Használati útmutató. Ipari mágneses vízszűrők CP1-03-01126 HASZNÁLATI ÚTMUTATÓ
 Szűrő berendezések HASZNÁLATI ÚTMUTATÓ Használati útmutató 2014 Ipari mágneses vízszűrők CP1-03-01123 CP1-03-01124 CP1-03-01125 CP1-03-01126 Mágneses szűrők 1. HASZNÁLATI ÉS KARBANTARTÁSI útmutatások 1.1.
Szűrő berendezések HASZNÁLATI ÚTMUTATÓ Használati útmutató 2014 Ipari mágneses vízszűrők CP1-03-01123 CP1-03-01124 CP1-03-01125 CP1-03-01126 Mágneses szűrők 1. HASZNÁLATI ÉS KARBANTARTÁSI útmutatások 1.1.
Csővezeték-technika vörösöntvény, szilikonmentes
 G5 Sanpress Csővezeték-technika vörösöntvény, szilikonmentes HU 2/15 Árlista 2015 Műszaki változtatások joga fenntartva! Présidomrendszer (labs-frei, szilikon-mentes) vörösöntvényből készült présidomokkal,
G5 Sanpress Csővezeték-technika vörösöntvény, szilikonmentes HU 2/15 Árlista 2015 Műszaki változtatások joga fenntartva! Présidomrendszer (labs-frei, szilikon-mentes) vörösöntvényből készült présidomokkal,
A felmérési egység kódja:
 A felmérési egység lajstromszáma: 0224 ÚMFT Programiroda A felmérési egység adatai A felmérési egység kódja: A kódrészletek jelentése: Energüz//30/Ksz/Ált/b "Energetikai üzemeltető szakképesítés-csoportban,
A felmérési egység lajstromszáma: 0224 ÚMFT Programiroda A felmérési egység adatai A felmérési egység kódja: A kódrészletek jelentése: Energüz//30/Ksz/Ált/b "Energetikai üzemeltető szakképesítés-csoportban,
Uponor Ipari padlófűtés
 Uponor Ipari padlófűtés Az Uponor ipari padlófűtés és alacsony őmérsékletű őleadó rendszer ipari épületek részére. A rendszert közvetlenül az ipari etonpadlóa kell szerelni. Akár normál acélálót is asználatunk
Uponor Ipari padlófűtés Az Uponor ipari padlófűtés és alacsony őmérsékletű őleadó rendszer ipari épületek részére. A rendszert közvetlenül az ipari etonpadlóa kell szerelni. Akár normál acélálót is asználatunk
Csővezeték-rendszerek és csőkötéstechnika A2 Profipress G SC-Contur-ral (biztonsági kontúr)
") Árlista 201 Csővezeték-renszerek és csőkötéstechnika Profipress G SC-Contur-ral (biztonsági kontúr) Vörösréz csőkötési renszer préselt csőkötési technikával gázszereléshez a DVGW-TRGI 2008 szabvány szerint,
Árlista 201 Csővezeték-renszerek és csőkötéstechnika Profipress G SC-Contur-ral (biztonsági kontúr) Vörösréz csőkötési renszer préselt csőkötési technikával gázszereléshez a DVGW-TRGI 2008 szabvány szerint,
Többrétegű csőrendszer
 Többrétegű csőrendszer 1 Valsir S.p.A. Localita Merlaro 2 25078 Vestone (Brescia), Olaszország www.valsir.it 4 gyáregységben 171 000 m 2 fedett gyártóterület Az alapítástól eltelt évtizedek alatt az egész
Többrétegű csőrendszer 1 Valsir S.p.A. Localita Merlaro 2 25078 Vestone (Brescia), Olaszország www.valsir.it 4 gyáregységben 171 000 m 2 fedett gyártóterület Az alapítástól eltelt évtizedek alatt az egész
Anyagismeret tételek
 Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
52 524 01 0100 31 01 Nyomástartóedény-gépész Kőolaj- és vegyipari géprendszer üzemeltetője
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Szilárd testek rugalmassága
 Fizika villamosmérnököknek Szilárd testek rugalmassága Dr. Giczi Ferenc Széchenyi István Egyetem, Fizika és Kémia Tanszék Győr, Egyetem tér 1. 1 Deformálható testek (A merev test idealizált határeset.)
Fizika villamosmérnököknek Szilárd testek rugalmassága Dr. Giczi Ferenc Széchenyi István Egyetem, Fizika és Kémia Tanszék Győr, Egyetem tér 1. 1 Deformálható testek (A merev test idealizált határeset.)
Exrúzió alatt műanyag por vagy granulátumból kiindulva folyamatos, végtelen hosszúságú adott profilú műanyag rúd előállítását értjük.
 5. Extrúzió Exrúzió alatt műanyag por vagy granulátumból kiindulva folyamatos, végtelen hosszúságú adott profilú műanyag rúd előállítását értjük. Egycsigás extruder 1 csiga, 2 henger, 3 tölcsér vízzel
5. Extrúzió Exrúzió alatt műanyag por vagy granulátumból kiindulva folyamatos, végtelen hosszúságú adott profilú műanyag rúd előállítását értjük. Egycsigás extruder 1 csiga, 2 henger, 3 tölcsér vízzel
Sanpress Inox G. Csővezeték-technika. HU 2/18 Árlista 2018 Műszaki változtatások joga fenntartva!
 Sanpress Inox G Csővezeték-technika G2 HU 2/18 Árlista 2018 Műszaki változtatások joga fenntartva! Présidomrendszer nemesacélból készült présidomokkal és csövekkel, csövek 1.4401 anyagszámú, DIN EN 10088,
Sanpress Inox G Csővezeték-technika G2 HU 2/18 Árlista 2018 Műszaki változtatások joga fenntartva! Présidomrendszer nemesacélból készült présidomokkal és csövekkel, csövek 1.4401 anyagszámú, DIN EN 10088,
Megapress S. Csővezeték-technika. HU 2/18 Árlista 2018 Műszaki változtatások joga fenntartva!
 Megapress S Csővezeték-technika F3 HU 2/18 Árlista 2018 Műszaki változtatások joga fenntartva! Présidomrendszer ötvözetlen 1.0308 anyagszámú acélból készült présidomokkal, DIN EN 10255 és DIN EN 10220
Megapress S Csővezeték-technika F3 HU 2/18 Árlista 2018 Műszaki változtatások joga fenntartva! Présidomrendszer ötvözetlen 1.0308 anyagszámú acélból készült présidomokkal, DIN EN 10255 és DIN EN 10220
ÉPÜLETGÉPÉSZET ISMERETEK
 ÉRETTSÉGI VIZSGA 2017. május 17. ÉPÜLETGÉPÉSZET ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA 2017. május 17. 8:00 Időtartam: 180 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Épületgépészet
ÉRETTSÉGI VIZSGA 2017. május 17. ÉPÜLETGÉPÉSZET ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA 2017. május 17. 8:00 Időtartam: 180 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Épületgépészet
SZERELÉS ELŐTTI INFORMÁCIÓK A méretek mm-ben értendők MAX.
 HU PLANARIO TOWER SZERELÉS ELŐTTI INFORMÁCIÓK MAX. 360 2 SZERELÉS ELŐTTI INFORMÁCIÓK SZERELÉS ÉS ÜZEMBE HELYEZÉS ELŐTT Figyelem! A keverőcsap beszerelése előtt a bekötő csővezetékeket át kell öblíteni,
HU PLANARIO TOWER SZERELÉS ELŐTTI INFORMÁCIÓK MAX. 360 2 SZERELÉS ELŐTTI INFORMÁCIÓK SZERELÉS ÉS ÜZEMBE HELYEZÉS ELŐTT Figyelem! A keverőcsap beszerelése előtt a bekötő csővezetékeket át kell öblíteni,