Mechanikai megmunkálás
|
|
|
- Kinga Lukácsné
- 8 évvel ezelőtt
- Látták:
Átírás
1 Mechanikai megmunkálás VIII.. elıad adás Általános faipari megmunkálási eljárások Faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai Intézet Papp Tibor egyetemi tanársegéd Sopron, 2008

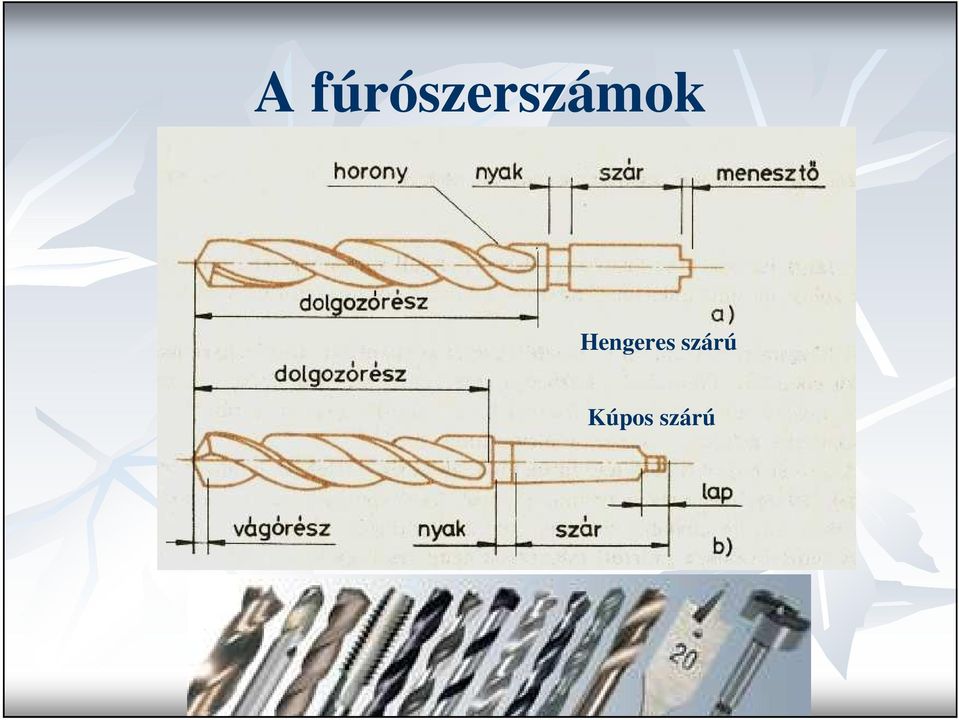
2 A fúrás A fúrás a faipar egyik legısibb és leggyakoribb mővelete. Célja: változatos mérető és alakú furatok, illetve rések készítése. A forgácsoló fımozgást, valamint a furatmélyítı mellékmozgást mindig a fúrószerszám és a tokmány végzi, a szélesítı mellékmozgást (résbıvítés) vagy a fúró, vagy a munkadarab (vagy együtt) végzi. A forgács eltávolítására a fúrókon spirális hornyok találhatóak. A gyakorlatban elterjedt fúrók, egy-illetve két spirálisak, azaz egy, vagy két vágóéllel rendelkeznek. A vágóél nem befolyásolja a forgácsolás idejét, de a felületi finomságot fıként résszélesítéskor igen.

3 A fúrószerszámok Hengeres szárú Kúpos szárú
4 A fúrószerszámok A fúrószerszám élének hatása a megmunkált felület minıségére

5 A fúrószerszámok Központfúró: A vezetıcsúccsal központosít, rostirányra merıleges furatok készítésére. Forgácsolás közben a vezetıcsúcs vezeti a fúrót, megakadályozza, hogy a szöveti szerkezet miatti helyérıl helyre eltérı forgácsoló erı kitérítse a fúrót. Kör és fogazott palástélő fúrók: Sima felületú pontos fúratot készítenek. Rétegelt lemezek és csomók fúrására használatosak Központfúró Forstner fúró

6 A fúrószerszámok

7 A fúrószerszámok A faiparban használatos csigafúrók készülhetnek hengeres vagy kúpos szárral, elımetszı élekkel, központosító csúccsal, vagy anélkül.

8 A fúrószerszámok A faiparban használatos csigafúrók különleges fajtái: a.,cooks-fúró b.,irwin-fúró c.,douglas-fúró Központosító behúzó csúcsok

9 A fúrószerszámok

10 A fúrószerszámok Kanalas fúrók egyélő szerszámok, melyek készülhetnek csigafúróval kombinált kivitelben is. Elsısorban a munkadarabok bütüjérıl kiinduló furatok készítésére alkalmasak. Hátrányuk a forgács eltávolítás kérdése, nem termelékeny.

11 A fúrószerszámok Hosszú rések képzésére használjuk a hosszlyuk-fúrót, mely 1-2 vagy 3 élő lehet. Hosszanti forgácsolóélek a keresztirányú elıtoláskor maróélként viselkednek.

12 A fúrószerszámok Dugófúrók a csomófúrók által kifúr ághelyek, csomók helyének pótlása készíthetı velük. Lényegében kismérető hengerfőrészek, melyek forgácsolóéle csoportfogazással készül: külsı-belsı- és tisztítófog

13 A fúrószerszámok befogása gyorstokmány Kúpos szárú fúrók helyes be (a) és kiütése (b) Hasított szárú hüvelyek hosszú (a) és rövid (b) hengeres szárak rögzítésére
 és rövid (b) hengeres szárak")
14 Fúrógépek A faiparban használatos fúrógépeket általánosságban 4 csoportra bonthatjuk: Hosszlyukfúró, Csomófúró, Sorozatfúró gépek Összetett gépek fúróegységei

15 Hosszlyukfúró gépek Furatok és rések készítésére használatosak Fúrógépek

16 Az egyasztalos hosszlyukfúró gép mőködési elve és az elvégezhetı mőveletek

17 Hosszlyukfúrógép

18 A lengıszerszámos hosszlyukfúró gép mőködési elve és az elvégezhetı mőveletek 1- ütközık a munkadarab befogására; 2- szerszám, 3- munka-darab; 4- gépasztal; a- vízszintes furatsor, elıírt osztással; b- végig-menı árok; c- ferde elrendezéső csaprés, illetve furatsor; d- ferde csapfészkek különbözı osztással; e- függı-leges csapfészkek; f- egyik végén nyitott csapfészek sorozat; g- mindkét végén nyitott csapfészek sorozat

19 Fúrógépek Csomófúró gépek, melyekkel a faanyagok helyi hibái (göcsök, csomók) javíthatók, kifúrhatók és dugózhatók. Forgácsoló fımozgást és a furatmélyítı mellékmozgást is a szerszám végzi. Két csoportra bonthatók: 1. Egyszerő gépekkel szerszámcsere után dugózás, vagy csomófúrás végezhetı, 2. Önmőködı dugózó-foltozó gép.

20 Fúrógépek Asztalos (állványos) fúrógép: univerzális fúrógép, legáltalánosabban elterjedt

21 Összetett fúrógépek Sorozatfúrógépek: Több, egy vonalban elhelyezett furat (köldökcspfurat) elkészítésére szolgáló gép. A sorozatgyártás gépei. Sorozatfúró gép mőködési elve A- alsó furatok; B- felsı furatok kialakítása; 1- munkadarab; 2- gépasztal; 3- fúróorsó
22 Sorozatfúrógép felépítése
23 Sorozatfúrógép felépítése
24 Sorozatfúrógép felépítése
25 Sorozatfúrógép és felépítése
26 Sorozatfúrógép és felépítése Fúróagregát Fúróegység 21 orsóval, gyors rögzítéső tokmány, fúrókiosztás 32 mm Ütközési mélység beállítható Ütközési mélység 300 mm-ig fokozatmentesen beállítható A fúróegység 90 és 45 fok között pneumatikusan dönthetı Kombi fúró egység kivetıpánt furatokhoz
27 Kétoldalas összetett sorozatfúrógép mőködési elve és az elvégezhetı mőveletek 1-fúróorsók; 2- munkadarab; e- az elıtolás iránya. Furatsorok kialakítása egy oldalas (A) és két oldalas (B) összetett sorozatfúrógépeken
28 Kétoldalas összetett sorozatfúrógép mőködési elve és az elvégezhetı mőveletek
29 Összetett fúrógépek Vízszintes elrendezéső csoportfúró gép mőködési elve és az elvégezhetı mőveletek
30 A csoport fúrófej orsóelrendezése a- egy fúróval; b- három fúróval; c- három, aszimmetrikusan elrendezett fúróval, d- négy, változtatható távolságú fúróval Függıleges elrendezéső csoportfúró gépen elvégezhetı fıbb mőveletek
31 A szakaszosan mőködı köldökcsap belövı gép 1- belövı mechanizmus; 2- köldökcsap; 3- belövı fej; 4- határoló csap; 5- fúvóka; 6- furat; 7- munkadarab; 8- gépasztal
32 A folyamatosan mőködı köldökcsapbelövı berendezés elve 1- belövı fejek; 2- elıtoló mő; 3- munkadarab
33 A fa esztergályozása
34 Faesztergályozás története
35 Forgácsolás esztergályozással
36 Faeszterga gépek : Részei: a gépágy (szán vagy sínpár), orsószekrény (munkatengely ház), szegnyereg : a gépágyon méret szerint állítható, a hosszabb munkadarabot centrikusan rögzítı szerkezet; késtámasz (kéztámasz): az esztergályozó kéziszerszám feltámasztására és mőködtetésére szolgál; meghajtómotor: a munkatengely meghajtására szolgál
37 A hosszeszterga mőködési elve és az elvégezhetı mőveletek 1- alkatrész; 2- szerszám; 3- késtartó szán
38 Faanyagok rögzítése esztergályozáshoz Befogószerszámok hosszabb munkadarabokhoz A rúdszerő hosszfa anyagok centrikus rögzítéséhez a munkadarab formájától, az esztergáló mőveletfajtáktól függı befogó- és egyben forgatószerszámot használnak. Amikor a faanyag hosszúsága miatt szegnyerges ellentámasztás szükséges, akkor a legcélszerőbb befogótüskét alkalmazni. kéttüskés és koronás-tüskés befogó
39 Faanyagok rögzítése esztergályozáshoz Az acélból vagy keményfából készült üreges tokmányok sokféle esztergályozó mővelethez alkalmazhatók. A gép orsójához általában menettel rögzíthetık. Tokmánytípusok: Belsı menet nélküli tokmány, ürege kissé kónikus. Kónikus üregő belsı menetes menesztı tokmány Győrős tokmány Szorítótokmányok tengelyvonalban átfúrt, hosszában egy- vagy több réseléssel készített, külsı győrős befogóeszközök.
40 Faanyagok rögzítése esztergályozáshoz Befogószerszámok korongalakú, keresztszálú munkadarabokhoz Általában belsı üreges (tál, tányér, egyéb korong vagy hengeres faedény) és győrő formájú munkadarabok gépre rögzítésére használatosak. Alaptípusok: 1. csavaros tokmányok: jellegzetessége a tárcsa forma. Acélból vagy keményfából készül. A gép munkatengelyére menetes persellyel vagy morzekúpos szereltséggel rögzíthetı. A tárcsa központjában lévı furatba csavar szerelhetı. 2. pofás tokmányok: a fémesztergálás hagyományos befogószerszámai.
41 Faanyagok rögzítése esztergályozáshoz 3. A tüsketokmány (központi csúcsos, 3 ill. 4 acéltüskés fatárcsa; a korong alakú munkadarabot felütik rá; 4. A furatos síktárcsa (a tárcsa szabályosan osztott átmenı furatain keresztül, a korong alakú munkadarabot hátulról 3 vagy több facsavarral rögzítik); 5. A befogótárcsa (kettıs szorítótárcsás befogó, csak korong-él esztergályozásához).
42 A faesztergályozás szerszámai A szerszámok legfıbb jellemzıje forgácsolóél, a hosszú penge és a kézhez álló, hosszított fanyél. A kések csoportja homorú- és laposvésıkbıl áll. A kések lemezelı-, leszúró- és idomkések, valamint üreg-, aljárok- és menetkészítı késtípusok szerint csoportosíthatók.
43 A faesztergályozás szerszámai A homorúvésık általános típusai a nagyolóvésık és a finomító alakvágó vésık. A laposvésık vágóéle ferde, valamint ferde és alul lekerekített vágóélsarkos; pengeformájuk egyenes vagy kúpos. A nagyolóvésı vágóélformája egészen enyhe ívő, sarkos. A penge széles és homorúsága sekély. A berögzített munkadarab egyenlıtlen felületének lenagyolására, viszonylagos síkra munkálására használják. A finomító alakvágó vésık pengéje az elızınél keskenyebb és vastagabb, homorúságuk mélyebb, változatos. A vágóélforma kúposan íves. A mőveletekben a domború és homorú ívelt formák kialakítására alkalmasak. Jól használhatók a keresztszálú, korongalakú munkadarabok ívelt profiljainak kiesztergályozásánál. A laposvésıket a hengeres formájú, hosszfa munkadarabok felülettisztító, formaalakító, be- és leszúró mőveleteiben alkalmazzák. Pengevastagságuk a nyél irányában kissé vastagodó, ezáltal rezgésmentesen használhatók. A laposkés fıként korongalakú tárgyak felületsimítására való. Az alaptípus vágóéle egyenes és különbözı szélességben készül (kb mm). A penge lapos, hosszú és párhuzamos. Ennek különleges változata a lemezelıkés, az idomkés és a leszúrókés.
44 A faesztergályozás szerszámai A késtípusok között külön csoportot képeznek: a., nagyolókések (keményebb faanyagok nagyolásához) Pengéjük vaskos és hosszú. b., hegyeskések (a pengeforma a laposkéshez hasonló). Üregmegmunkáló szerszámok Korong alakú munkadarabok (pl. tálak) belsı üregének kimunkálásához többféle, eddig ismertetett szerszám alkalmas (pl. vésık, idomkések). Ennél hosszabb tárgyak (pl. kehely, kupa) üreg munkálataihoz azonban már speciális munkaeszközökre van szükség. Az elıfúrt üreget kiforgácsoló horog vagy kampó, ill. az oldal, a fenék, a belsı aljazó és belsı árok megmunkáló kések biztonságos mőködtetése esetenként külön támasztóeszközt, valamint nagy gyakorlatot igényel.
45 A faesztergályozás segédeszközei A lünetta Típusától függıen több célra használható segédeszköz: - üreg elıfúrásánál, hosszabb anyagok tengelyvonalú fúrásánál anyagvég támasztó és fúróvezetı (fúrólünetta), - hosszú munkadarabok rezgésmentes esztergálásánál alátámasztó szerkezet. A gépsínre szerelve vízszintesen mozgatható majd rögzíthetı, a támasztás (vezetés) magassága állítható.
46 Az esztergályozás mőveleti sorrendje Elsı mővelet a berögzített, lesarkított négyzetes hasáb befoglaló hengeres formára és sima felületőre esztergályozása. Második mővelet a., méretre koptató csiszolás (nem igazán jellemzı a faesztergályozásra); vagy: b., széles, ferdeélő simító laposvésıvel, 0,3...0,5 mm-es forgács leválasztással a hengert elejétıl végig alapméretre, simára esztergáljuk.
47 Az esztergályozás mőveleti sorrendje Harmadik mővelet: a tervrajzi méretek feljelölése a hengeres forgástestre. A feljelöléshez mérıeszközt (pl. tolómérıt), H-s ceruzát, acél rajztőt vagy tőhegyesre élezett beszúró szerszámot használunk. Negyedik mővelet: a tervrajz szerinti formára alakítás munkafázisai. Használatos szerszámok: finomító alakvágó homorúvésık, ferdeélő laposvésı, laposkések, beszúró-, lemezelıkések. Az esztergályozott formára hagyjunk 0,2...0,3 mm csiszolási ráhagyást!
48 Az esztergályozás mőveleti sorrendje Ötödik mővelet: a formahőre esztergályozott munkadarab csiszolása, felületkezelése. Hatodik mővelet: a munkadarab végeinek leszúrása. Szereljük vissza a késtámaszt minimális tárgyközelségbe. A hosszmérettıl végirányba készített beszúrásokhoz térünk vissza. A leszúráshoz a korábban is használt lemezelıkést, vagy speciális leszúrókést használunk. A mőveletet a végeken felváltva végezzük. A leszúrás átmérıje így egyenletesen csökken.
49 Másoló esztergagépek
50 A másoló esztergagép mőködési elve és az elvégezhetı mőveletek 1- másolósablon; 2- másolótüske; 3- alkatrész; 4- befogófej; 5- rugó; 6- szerszám
Mechanikai megmunkálás
 Mechanikai megmunkálás IV.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai megmunkálás IV.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai megmunkálás
 Mechanikai megmunkálás VII.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai megmunkálás VII.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Mechanikai megmunkálás 3. elıad
 Mechanikai megmunkálás 3. elıad adás Általános faipari megmunkálási eljárások faipari mérnök BSc. hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai Intézet
Mechanikai megmunkálás 3. elıad adás Általános faipari megmunkálási eljárások faipari mérnök BSc. hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai Intézet
Mechanikai megmunkálás Ipari termék- és formatervezıknek
 Mechanikai megmunkálás Ipari termék- és formatervezıknek Összeállította: Dr. Kovács Zsolt NyME FMK Terméktervezési és Gyártástechnológiai Intézet http://tgyi.fmk.nyme.hu NYME FMK TGYI 2006.08.28. 7/1.
Mechanikai megmunkálás Ipari termék- és formatervezıknek Összeállította: Dr. Kovács Zsolt NyME FMK Terméktervezési és Gyártástechnológiai Intézet http://tgyi.fmk.nyme.hu NYME FMK TGYI 2006.08.28. 7/1.
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 6. Esztergálás sajátosságai,
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 6. Esztergálás sajátosságai,
Egyszerű faesztergályozási feladatok
 Pelyhes Gábor Egyszerű faesztergályozási feladatok A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító száma és célcsoportja:
Pelyhes Gábor Egyszerű faesztergályozási feladatok A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító száma és célcsoportja:
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Mechanikai Megmunkálás
 Mechanikai Megmunkálás VI.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai Megmunkálás VI.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
11. évfolyam gépészeti alapozó feladatok javítóvizsgára felkészítő kérdések forgácsolás
 11. évfolyam gépészeti alapozó feladatok javítóvizsgára felkészítő kérdések forgácsolás 2017-2018. 1. Mi a fizikai tulajdonság? Mi a kémiai tulajdonság? 2. Mi a mechanikai tulajdonság? Mi a technológiai
11. évfolyam gépészeti alapozó feladatok javítóvizsgára felkészítő kérdések forgácsolás 2017-2018. 1. Mi a fizikai tulajdonság? Mi a kémiai tulajdonság? 2. Mi a mechanikai tulajdonság? Mi a technológiai
Fafúrók 3.0. Gerendafúró, CV acél Alkalmazási területek: puha-, kemény, enyvezett, masszív, homlokfákhoz és gerendákhoz.
 » FAFÚRÓK Fafúrók Gépi fa csigafúró CV acél Alkalmazási területek: puha- és kemény fához, rétegelt lemezhez, farostlemezhez, bútorlaphoz, kemény farostlemezhez, furnérhoz. Gerendafúró, CV acél Alkalmazási
» FAFÚRÓK Fafúrók Gépi fa csigafúró CV acél Alkalmazási területek: puha- és kemény fához, rétegelt lemezhez, farostlemezhez, bútorlaphoz, kemény farostlemezhez, furnérhoz. Gerendafúró, CV acél Alkalmazási
Forgácsolás és szerszámai
 Tengelyszerő alkatrész gyártása (II. feladat) Feladatkiírás: Kiinduló adatok tengely anyaga, állapota (keménysége) a tengely méretei, a megoldás sorrendje (pontokba foglalva) szakirodalom beadási határidı
Tengelyszerő alkatrész gyártása (II. feladat) Feladatkiírás: Kiinduló adatok tengely anyaga, állapota (keménysége) a tengely méretei, a megoldás sorrendje (pontokba foglalva) szakirodalom beadási határidı
Házi feladat. 05 Külső hengeres felületek megmunkálása Dr. Mikó Balázs
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Alámetszés. Mőanyag fröccsöntı szerszámok tervezése és gyártása. Alámetszett alkatrészek gyártása
 Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Mőanyag fröccsöntı szerszámok tervezése és gyártása Alámetszett alkatrészek gyártása Alámetszés 2 A nyitás / kilökés irányából takart felületek Méret / Jelleg / Zárás
Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Mőanyag fröccsöntı szerszámok tervezése és gyártása Alámetszett alkatrészek gyártása Alámetszés 2 A nyitás / kilökés irányából takart felületek Méret / Jelleg / Zárás
Felületjavítás görgızéssel
 Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
Gépmőhelygyakorlat I.
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Gépmőhelygyakorlat I. 6. Az esztergagép felépítése,
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Gépmőhelygyakorlat I. 6. Az esztergagép felépítése,
A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő.
 6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
Forgácsoló megmunkálások áttekintése 2.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
Mechanikai Megmunkálás
 Mechanikai Megmunkálás V.. elıad adás Általános faipari megmunkálási eljárások faipari mérnök BSc. hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai Megmunkálás V.. elıad adás Általános faipari megmunkálási eljárások faipari mérnök BSc. hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
05 Külső hengeres felületek megmunkálása
 Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
PERFOR Szerszámkereskedelmi Kft.
 PERFOR Szerszámkereskedelmi Kft. Fémforgácsoló szerszámok gyártáshoz és professzionális szerszámok karbantartáshoz Árjegyzék 212 Mőszaki információ Forgácsolási adatok Perfor Kft 212 Tartalomjegyzék Elsı
PERFOR Szerszámkereskedelmi Kft. Fémforgácsoló szerszámok gyártáshoz és professzionális szerszámok karbantartáshoz Árjegyzék 212 Mőszaki információ Forgácsolási adatok Perfor Kft 212 Tartalomjegyzék Elsı
Szerszámok és készülékek november Fúrás és technologizálása Dr. Kozsely Gábor
 Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Házi dolgozat http://elmk.okis.hu követelmények a weboldalon találhatóak Felkészítők / Sólyom Jöran menüpont e-mail => solyom@oroszlany.com,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Házi dolgozat http://elmk.okis.hu követelmények a weboldalon találhatóak Felkészítők / Sólyom Jöran menüpont e-mail => solyom@oroszlany.com,
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
Késtartók. Géptartozékok. ostrana Typ 4414. Gyorsváltós késtartó alaptest E405 005 E405 005 060 E405 008 E405 007 E405 006. Méretkódok: 080-180
 Gyorsváltós késtartó alaptest E5 005 Typ ok: 0 - Kivitel: E5 005 0 E5 005 0 E5 005 0 Ø E5 008 E5 007 E5 006 E5 005 E5 009 0 0 0 0 00 ( 8 8 6 6 6 8 8 00 00 ( Q ( R ( S 7 7 57,0,0 7,0 7,0 7,0,5,5,0,0,0,0,0,0,0,0,0
Gyorsváltós késtartó alaptest E5 005 Typ ok: 0 - Kivitel: E5 005 0 E5 005 0 E5 005 0 Ø E5 008 E5 007 E5 006 E5 005 E5 009 0 0 0 0 00 ( 8 8 6 6 6 8 8 00 00 ( Q ( R ( S 7 7 57,0,0 7,0 7,0 7,0,5,5,0,0,0,0,0,0,0,0,0
GÉPGYÁRTÁSTECHNOLÓGIA
 GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus
GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
10. Jellegzetes alkatrészek technológiai tervezése
 10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
szerszámkészletek 2011. év végéig kedvezményes áron
 46 részes 35 részes készlet. 7 fémfúró TiN 2-2,5-3-4-5-6-8 mm 5 betonfúró 4-5-6-7-8 mm 5 fafúró 3-4-5-6-8 mm 12 csavarozó bit, 4 dugókulcs 1 hexa szerszámtartó, 1 teleszkopos mágnes Minden fúrón lézeres
46 részes 35 részes készlet. 7 fémfúró TiN 2-2,5-3-4-5-6-8 mm 5 betonfúró 4-5-6-7-8 mm 5 fafúró 3-4-5-6-8 mm 12 csavarozó bit, 4 dugókulcs 1 hexa szerszámtartó, 1 teleszkopos mágnes Minden fúrón lézeres
1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz
 pdrilling Content Szerszámkiválasztás Szerszámkiválasztás Marás Határozza meg a furat átmérojét és mélységet 1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz 2 Válassza
pdrilling Content Szerszámkiválasztás Szerszámkiválasztás Marás Határozza meg a furat átmérojét és mélységet 1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz 2 Válassza
Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-6-NNB
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-6-NNB
8. GYALULÁS, VÉSÉS, ÜREGELÉS. 8.1. Gyalulás
 8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
2011. tavaszi félév. Esztergálás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
Készült az Oktatási Minisztérium megrendelésére a Nemzeti Szakképzési Intézetben
 Készült az Oktatási Minisztérium megrendelésére a Nemzeti Szakképzési Intézetben A szóbeli vizsgatételek felhasználását a 2002-től tartandó szakmai vizsgákon az OM 412/2002. számon engedélyezte 2 A szakmai
Készült az Oktatási Minisztérium megrendelésére a Nemzeti Szakképzési Intézetben A szóbeli vizsgatételek felhasználását a 2002-től tartandó szakmai vizsgákon az OM 412/2002. számon engedélyezte 2 A szakmai
KÚPOS LEMEZFÚRÓ. profiline
 KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
Sorrendtervezés. Dr. Mikó Balázs Az elemzés egysége a felületelem csoport.
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Termelési folyamatok II. Sorrendtervezés Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu A
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Termelési folyamatok II. Sorrendtervezés Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu A
Alkatrészek tőrése. 1. ábra. Névleges méret méretszóródása
 1. Alapfogalmak Alkatrészek tőrése Névleges méretnek nevezzük a munkadarab nagyságrendjének jellemzésére szolgáló alapméretet, ez a mőszaki rajzon minden esetben feltüntetésre kerül. Tőrés használatának
1. Alapfogalmak Alkatrészek tőrése Névleges méretnek nevezzük a munkadarab nagyságrendjének jellemzésére szolgáló alapméretet, ez a mőszaki rajzon minden esetben feltüntetésre kerül. Tőrés használatának
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 13. Gyalulás, vésés, üregelés
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 13. Gyalulás, vésés, üregelés
14. Jellegzetes alkatrészek technológiai tervezése. b) Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése
 Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése") 14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
KÚPOS LEMEZFÚRÓ. profiline
 KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
Gyártástechnológia II.
 Gyártástechnológia II. BAGGT23NNB Elıgyártmányok Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Tartalom Alapfogalmak Technológiai dokumentumok Elıgyártmányok Gyártási hibák, ráhagyások Bázisok és készülékek Jellegzetes
Gyártástechnológia II. BAGGT23NNB Elıgyártmányok Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Tartalom Alapfogalmak Technológiai dokumentumok Elıgyártmányok Gyártási hibák, ráhagyások Bázisok és készülékek Jellegzetes
KÖRFŐRÉSZLAP PROGRAM KIMUTATJUK A FOGUNK FEHÉRÉT
 KÖRFŐRÉSZLAP PROGRAM KIMUTATJUK A FOGUNK FEHÉRÉT FŐRÉSZELJÜNK ÚGY, MINT A PROFIK A tökéletes főrészelés, pontos, tiszta vágásokkal nem lehet véletlen. Egy jó körfőrész mellett a főrészlap minıségének is
KÖRFŐRÉSZLAP PROGRAM KIMUTATJUK A FOGUNK FEHÉRÉT FŐRÉSZELJÜNK ÚGY, MINT A PROFIK A tökéletes főrészelés, pontos, tiszta vágásokkal nem lehet véletlen. Egy jó körfőrész mellett a főrészlap minıségének is
Lépcsős fúró 1.04. Ezzel a robusztus szerszámmal a lemezek egy műveletben központosíthatóak, megfúrhatóak, kifúrhatóak és sorjázhatóak.
 » LÉPCSŐS FÚRÓ Lépcsős fúró Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb az olyan
» LÉPCSŐS FÚRÓ Lépcsős fúró Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb az olyan
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
Réz Bronz Co-Ni Ti Mőa. Vc P029, P Vc P391F, P392F f D 2 D 5 D10 D15
 P029 - Phoenix extra rövid P391F - Phoenix-Futura extra rövid DIN1897, HSSE5, horony: S-38, csúcs: 130, fényes, élezés: 1/3-2/3, átmérı tőrés: h8. NC gépekre: erısített lélekvastagság, széles horony, biztonságos
P029 - Phoenix extra rövid P391F - Phoenix-Futura extra rövid DIN1897, HSSE5, horony: S-38, csúcs: 130, fényes, élezés: 1/3-2/3, átmérı tőrés: h8. NC gépekre: erısített lélekvastagság, széles horony, biztonságos
MICHAEL KFT Gyömrői út 150. 1103 Budapest Fax:06/1/260-36-46 CSISZOLÓSZERSZÁMOK
 MICHAEL KFT Gyömrői út 150 Csavar és kötőelem szaküzlet Telfon:06/1/4310170 1103 Budapest Fax:06/1/260-36-46 CSISZOLÓSZERSZÁMOK 1. NYELES,FONATLAN KEREK KEFÉK Drótszál Kefe Szersz. Szabad Teljes Csap vast.
MICHAEL KFT Gyömrői út 150 Csavar és kötőelem szaküzlet Telfon:06/1/4310170 1103 Budapest Fax:06/1/260-36-46 CSISZOLÓSZERSZÁMOK 1. NYELES,FONATLAN KEREK KEFÉK Drótszál Kefe Szersz. Szabad Teljes Csap vast.
Készült az Oktatási Minisztérium megrendelésére a Nemzeti Szakképzési Intézetben
 Készült az Oktatási Minisztérium megrendelésére a Nemzeti Szakképzési Intézetben A szóbeli vizsgatételek felhasználását a 2002-től tartandó szakmai vizsgákon az OM 412/2002. számon engedélyezte 2 A szakmai
Készült az Oktatási Minisztérium megrendelésére a Nemzeti Szakképzési Intézetben A szóbeli vizsgatételek felhasználását a 2002-től tartandó szakmai vizsgákon az OM 412/2002. számon engedélyezte 2 A szakmai
MENETVÁGÓ SZERSZÁMOK. profiline
 MENETVÁGÓ SZERSZÁMOK profiline Műszaki adatok: M Metrikus ISO 13 UNC Amerikai durva menet UNC ANSI / ASME B 1.1 MF Metrikus finom ISO 13 UNF Amerikai finoenet UNF ANSI / ASME B 1.1 Ww (BSW) Angol standard
MENETVÁGÓ SZERSZÁMOK profiline Műszaki adatok: M Metrikus ISO 13 UNC Amerikai durva menet UNC ANSI / ASME B 1.1 MF Metrikus finom ISO 13 UNF Amerikai finoenet UNF ANSI / ASME B 1.1 Ww (BSW) Angol standard
ZSG-3 központosító satu
 New 2013. szeptember Új termékek forgácsoló szakemberek számára ZSG-3 központosító satu Biztos, pontos és rugalmas megmunkálás TOTL TOOLING = INŐSÉG x SZOLGÁLTTÁS 2 WNT agyarország Kft. adarász Viktor
New 2013. szeptember Új termékek forgácsoló szakemberek számára ZSG-3 központosító satu Biztos, pontos és rugalmas megmunkálás TOTL TOOLING = INŐSÉG x SZOLGÁLTTÁS 2 WNT agyarország Kft. adarász Viktor
LÉPCSŐS FÚRÓ. profiline
 LÉPCSŐS FÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb
LÉPCSŐS FÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb
Gyártástechnológiai III. 6. előadás Esztergálás, gyalulás, vésés. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 6. előadás Esztergálás, gyalulás, vésés Előadó: Dr. Szigeti Ferenc főiskolai tanár Esztergálás Leggyakoribb
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 6. előadás Esztergálás, gyalulás, vésés Előadó: Dr. Szigeti Ferenc főiskolai tanár Esztergálás Leggyakoribb
423.1R 100 423.2R 100 423.3R 100 423.3B 100 423.2B 100 423.1B 100 423.3J 100 423.2J 100 423.1J 100 423.4R 100 423.4B 100 423.5R 100 423.
 423.1R 100 gyűrűs kábelsaru - 20 darabos készlet 423.2R 100 villás kábelsaru - 20 darabos készlet 423.3R 100 villás kábelsaru - 20 darabos készlet 1R 1B 1J 2R 2B 2J 3R 3B 3J 609193 3 1 609194 4 1 609195
423.1R 100 gyűrűs kábelsaru - 20 darabos készlet 423.2R 100 villás kábelsaru - 20 darabos készlet 423.3R 100 villás kábelsaru - 20 darabos készlet 1R 1B 1J 2R 2B 2J 3R 3B 3J 609193 3 1 609194 4 1 609195
Technológiai sorrend
 Technológiai sorrend A helyes technológiai sorrend megválasztásának menete 1. A gyártási folyamat tervezésének alapjai Gyártástervezés: a gyártás fő és segédfolyamatainak tervezése olyan mélységben, ahogyan
Technológiai sorrend A helyes technológiai sorrend megválasztásának menete 1. A gyártási folyamat tervezésének alapjai Gyártástervezés: a gyártás fő és segédfolyamatainak tervezése olyan mélységben, ahogyan
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2016.
 Esztergálás. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István
bevezetőkúp a szerszámnak a furatba való ütközésmentes behatolását biztosítja, s ezzel óvja a dörzsárat a rongálódástól.
 Dörzsár Csigafúróval nem lehet pontos és sima felületű furatokat készíteni. Ha a furatnak pontosnak és a felületnek simának kell lennie, akkor a furatot dörzsölési ráhagyással kell elkészíteni, és utána
Dörzsár Csigafúróval nem lehet pontos és sima felületű furatokat készíteni. Ha a furatnak pontosnak és a felületnek simának kell lennie, akkor a furatot dörzsölési ráhagyással kell elkészíteni, és utána
Járműszerkezeti anyagok és megmunkálások II / I. félév. Esztergálás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
2. a) Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!
 Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!") 2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
Gépmőhelygyakorlat I.
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Gépmőhelygyakorlat I. Munkadarabok befogása, ütköztetése,
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Gépmőhelygyakorlat I. Munkadarabok befogása, ütköztetése,
NEMZETI FEJLESZTÉSI MINISZTÉRIUM
 NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
Elıgyártmány típusok Hengerelt Húzott Kovácsolt Öntött Hegesztett
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet BAGGT23NNC/NLC 01B - Elıgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu.hu Tartalom
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet BAGGT23NNC/NLC 01B - Elıgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu.hu Tartalom
16 CSAVAROK. siegmund
 16 CSAVAROK 544 siegmund 16 Csavarok 546 Oldal Gyorsrögzítős csavar / Univerzális csavar 548 Gyors szorítócsavar rövid / Süllyesztettfejű csavar 550 Pozícionáló csavar / Süllyesztettfejű csavar 552 Csavar
16 CSAVAROK 544 siegmund 16 Csavarok 546 Oldal Gyorsrögzítős csavar / Univerzális csavar 548 Gyors szorítócsavar rövid / Süllyesztettfejű csavar 550 Pozícionáló csavar / Süllyesztettfejű csavar 552 Csavar
Dr Mikó Balázs Technológia tervezés NC esztergára Esettanulmány
 ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC esztergára Esettanulmány 2012. miko.balazs@bgk.uni-obuda.hu
ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC esztergára Esettanulmány 2012. miko.balazs@bgk.uni-obuda.hu
Reszelők, csiszolószerszámok
 Kombinált vlies-mop tárcsa G705 010 G705 010 Alkalmazás: Vliesből és csiszolóvászonból kombinált mop. Kiválóan alkalmas fémfelületek megmunkálására. NCW 0 165/ 165/ 165/ 165/1 200/ 200/ 200/ 200/1 szélesség
Kombinált vlies-mop tárcsa G705 010 G705 010 Alkalmazás: Vliesből és csiszolóvászonból kombinált mop. Kiválóan alkalmas fémfelületek megmunkálására. NCW 0 165/ 165/ 165/ 165/1 200/ 200/ 200/ 200/1 szélesség
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: B07 NC program készítése A példa száma: ÓE-B07 A példa szintje: alap közepes haladó CAx rendszer: MTS TOPCAM Kapcsolódó TÁMOP tananyag rész: CAM A feladat rövid
CAD-CAM-CAE Példatár A példa megnevezése: B07 NC program készítése A példa száma: ÓE-B07 A példa szintje: alap közepes haladó CAx rendszer: MTS TOPCAM Kapcsolódó TÁMOP tananyag rész: CAM A feladat rövid
Beépítési útmutató, általános információk
 Beépítési útmutató, általános információk A Lexan Thermoclear Plus üregkamrás polikarbonát lemez könnyő, ütésálló, kétoldali UV védelemmel és kiváló hıszigetelési tulajdonsággal rendelkezik. Alkalmazási
Beépítési útmutató, általános információk A Lexan Thermoclear Plus üregkamrás polikarbonát lemez könnyő, ütésálló, kétoldali UV védelemmel és kiváló hıszigetelési tulajdonsággal rendelkezik. Alkalmazási
Anyagszükséglet. Hígító 20 db polctartó
 Függőpolc készítése Nemrég olvasói levelet kaptunk, melyben láncokkal a mennyezetre függesztett polc ötletét vetették fel (Offtopic rovatunkban olvasható). Látványos, de meglehetősen ingatag megoldás.
Függőpolc készítése Nemrég olvasói levelet kaptunk, melyben láncokkal a mennyezetre függesztett polc ötletét vetették fel (Offtopic rovatunkban olvasható). Látványos, de meglehetősen ingatag megoldás.
Faipari marószerszámok
 Faipari horonymaró D705 005 D705 005 Rendkívül széles méret, alapanyag, választék, a legkülönfélébb horonymarási feladatokhoz. SP-1 - Kerületén és mindkét oldalán vágóél van kialakítva. - Több szerszám
Faipari horonymaró D705 005 D705 005 Rendkívül széles méret, alapanyag, választék, a legkülönfélébb horonymarási feladatokhoz. SP-1 - Kerületén és mindkét oldalán vágóél van kialakítva. - Több szerszám
Lyukfűrészek. 1.11 Keményfém lyukfűrészek, alacsony vágórésszel A RUKO keményfém lyukfűrészek kézi és oszlopos
 » LYUKFŰRÉSZEK Lyukfűrészek -G lyukfűrészek A RUKO új -G lyukfűrészek kézi és oszlopos fúrógépekben alkalmazhatóak. Oszlopos fúrógépek esetén csak kézi előtolást alkalmazzon. Alkalmas acélokhoz (800 N/²
» LYUKFŰRÉSZEK Lyukfűrészek -G lyukfűrészek A RUKO új -G lyukfűrészek kézi és oszlopos fúrógépekben alkalmazhatóak. Oszlopos fúrógépek esetén csak kézi előtolást alkalmazzon. Alkalmas acélokhoz (800 N/²
Több mint gép, segítő barát a munkában
 Több mint gép, segítő barát a munkában Esztergagépek Marógépek Fúrógépek Kombinált gépek Készülékek Elforduló átmérő az ágy f elett Csúcstávolság Áteresztő f urat Szegnyereg rögzítőcsavar Keresztszán munkaút
Több mint gép, segítő barát a munkában Esztergagépek Marógépek Fúrógépek Kombinált gépek Készülékek Elforduló átmérő az ágy f elett Csúcstávolság Áteresztő f urat Szegnyereg rögzítőcsavar Keresztszán munkaút
Gépgyártástechnológia alapjai 2014/15 I. félév
 Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára
 Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
Rhein. Tetıfelület 2,75 m². Rhein 2011 Ungarn Seite 1
 Rhein Tisztelt Vásárló! A felépítés elıtt gondosan olvassa el a jelen útmutatót. Kérdés esetén forduljon a felépítés elıtt szakértıhöz. Amennyiben pótalkatrészekre lenne szüksége, használja a felépítési
Rhein Tisztelt Vásárló! A felépítés elıtt gondosan olvassa el a jelen útmutatót. Kérdés esetén forduljon a felépítés elıtt szakértıhöz. Amennyiben pótalkatrészekre lenne szüksége, használja a felépítési
Sandvik Coromant forgácsoló szerszámok. Forgószerszámok MARÁS FÚRÁS FURATESZTERGÁLÁS SZERSZÁMRENDSZEREK
 Sandvik Coromant forgácsoló szerszámok orgószerszámok MARÁS ÚRÁS URATSZTRÁLÁS SZRSZÁMRNSZRK 2012 ÚRÁS Hogyan válasszunk fúrót Hogyan válasszunk fúrót 1 Határozza meg a furat átmérőjét és mélységét A táblázatban
Sandvik Coromant forgácsoló szerszámok orgószerszámok MARÁS ÚRÁS URATSZTRÁLÁS SZRSZÁMRNSZRK 2012 ÚRÁS Hogyan válasszunk fúrót Hogyan válasszunk fúrót 1 Határozza meg a furat átmérőjét és mélységét A táblázatban
Leszorító profil 50/7 Leszorító profil 60/9. Leszorító profil 80/11. Leszorító profil 100/13
 ALUMÍNIUM PROFILRENDSZER ÜVEG, VAGY MŐANYAG LEMEZEK SZERELÉSÉHEZ Alumínium profilrendszer (AlMgSi 0,5) üveg, és mőanyag lemezek szereléséhez. A profilokat Ausztriában fejlesztik, és gyártják. ELİNYÖK ELSİ
ALUMÍNIUM PROFILRENDSZER ÜVEG, VAGY MŐANYAG LEMEZEK SZERELÉSÉHEZ Alumínium profilrendszer (AlMgSi 0,5) üveg, és mőanyag lemezek szereléséhez. A profilokat Ausztriában fejlesztik, és gyártják. ELİNYÖK ELSİ
SDS Plus ( 2 élű ) fúrószárak
 fúrószárak") SDS Plus ( 2 élű ) fúrószárak D2301 3 110 50 872 D2400 4 110 50 552 D2499 4 160 100 864 D2401 5 110 50 448 D2402 5 140 80 648 D2403 5 160 100 520 D2404 5 210 150 928 D2470 5 260 200 1 336 D2475 5 310 250
SDS Plus ( 2 élű ) fúrószárak D2301 3 110 50 872 D2400 4 110 50 552 D2499 4 160 100 864 D2401 5 110 50 448 D2402 5 140 80 648 D2403 5 160 100 520 D2404 5 210 150 928 D2470 5 260 200 1 336 D2475 5 310 250
Reszelők, ráspolyok. edzése biztosítja a magas keménységet és forgács-teljesítményt. - simító vágás... 3 - kettős simító vágás...
 Reszelők, ráspolyok Reszelők, ráspolyok vágási finomsága és jele: durvavágás... elővágás... A reszelők alapanyaga speciális, jó minőségű szerszámacél, melynek sófürdőben való félsimító vágás... edzése
Reszelők, ráspolyok Reszelők, ráspolyok vágási finomsága és jele: durvavágás... elővágás... A reszelők alapanyaga speciális, jó minőségű szerszámacél, melynek sófürdőben való félsimító vágás... edzése
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
Fúrási műveletek végzése
 Szabó Árpád Kálmán Fúrási műveletek végzése A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító száma és célcsoportja: SzT-015-30
Szabó Árpád Kálmán Fúrási műveletek végzése A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító száma és célcsoportja: SzT-015-30
Gazdaságos csiszolóvászon ívek Ragasztókötésû csiszolószemcsék nagyon rugalmas J-súlyú kék vászonlapon.
 200 CSISZOLÓSZALAGOK/CSISZOLÓSZIVACSOK Kézi csiszolótömb Kompaund gumiból készült, ívelt és lapos oldallal. A vászon rögzítését és a pozícionálást fémstiftek szolgálják.alkalmas az összes típusú bevonatos
200 CSISZOLÓSZALAGOK/CSISZOLÓSZIVACSOK Kézi csiszolótömb Kompaund gumiból készült, ívelt és lapos oldallal. A vászon rögzítését és a pozícionálást fémstiftek szolgálják.alkalmas az összes típusú bevonatos
DirectCooling DC-SX be- és leszúrórendszer belső hűtőfolyadék-ellátással
 New 2016. június Új termékek forgácsoló szakemberek számára DirectCooling DC-SX be- és leszúrórendszer belső hűtőfolyadék-ellátással Folyamatos hűtés közvetlenül az élen TOTL TOOLING = MINŐSÉG x SZOLGÁLTTÁS
New 2016. június Új termékek forgácsoló szakemberek számára DirectCooling DC-SX be- és leszúrórendszer belső hűtőfolyadék-ellátással Folyamatos hűtés közvetlenül az élen TOTL TOOLING = MINŐSÉG x SZOLGÁLTTÁS
KÉTSZÁRNYÚ ALUMÍNIUM HÁTSÓAJTÓ KITEK
 KÉTSZÁRNYÚ ALUMÍNIUM HÁTSÓAJTÓ KITEK KÉTSZÁRNYÚ ALUMÍNIUM HÁTSÓAJTÓ KIT ALUMÍNIUM ZSANÉRRAL KÉTSZÁRNYÚ ALUMÍNIUM HÁTSÓAJTÓ KIT ALUMÍNIUM ZSANÉRRAL Cikkszám Magasság mm Zsanérok száma Zárak száma 5103-2502-2
KÉTSZÁRNYÚ ALUMÍNIUM HÁTSÓAJTÓ KITEK KÉTSZÁRNYÚ ALUMÍNIUM HÁTSÓAJTÓ KIT ALUMÍNIUM ZSANÉRRAL KÉTSZÁRNYÚ ALUMÍNIUM HÁTSÓAJTÓ KIT ALUMÍNIUM ZSANÉRRAL Cikkszám Magasság mm Zsanérok száma Zárak száma 5103-2502-2
tem S H e g e s z t õ 3 8 6 siegmund
 386 Lap Lap Basic 1200x800x50 388 Basic 1000x1000x50 390 Basic 1200x1200x50 392 Basic 1500x1000x50 394 Professional 1000x500x100 396 Professional 1000x1000x100 398 Professional 1200x800x100 400 Professional
386 Lap Lap Basic 1200x800x50 388 Basic 1000x1000x50 390 Basic 1200x1200x50 392 Basic 1500x1000x50 394 Professional 1000x500x100 396 Professional 1000x1000x100 398 Professional 1200x800x100 400 Professional
28 SZORÍTÓK & TARTOZÉKOK
 28 SZORÍTÓK & TARTOZÉKOK 312 siegmund 28 Szorítók 314 Oldal Professional Csavaros rögzítő 316 Professional Csavaros rögzítő XL 318 Professional Csavaros rögzítő 45 /90 320 Professional gyorsfeszítős szorító
28 SZORÍTÓK & TARTOZÉKOK 312 siegmund 28 Szorítók 314 Oldal Professional Csavaros rögzítő 316 Professional Csavaros rögzítő XL 318 Professional Csavaros rögzítő 45 /90 320 Professional gyorsfeszítős szorító
Dr Mikó Balázs Technológia tervezés NC megmunkálóközpontra Esettanulmány
 FTSZT I. 1 ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC megmunkálóközpontra Esettanulmány 2012.
FTSZT I. 1 ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC megmunkálóközpontra Esettanulmány 2012.
TR-800/2700 D CNC. A projekt az Európai Unió támogatásával, az Európai Regionális Fejlesztési Alap társfinanszírozásával valósult meg.
 TR-800/2700 D CNC GÖRGGÉP VASÚTI TENGELYEK FELKEMÉNYÍTÉSÉHEZ ÉS FELÜLETI MINSÉG JAVÍTÁSÁHOZ A projekt az Európai Unió támogatásával, az Európai Regionális Fejlesztési Alap társfinanszírozásával valósult
TR-800/2700 D CNC GÖRGGÉP VASÚTI TENGELYEK FELKEMÉNYÍTÉSÉHEZ ÉS FELÜLETI MINSÉG JAVÍTÁSÁHOZ A projekt az Európai Unió támogatásával, az Európai Regionális Fejlesztési Alap társfinanszírozásával valósult
Házi feladat (c) Dr Mikó Balázs - Gyártástechnológia II.
 Dr Mikó Balázs - Gyártástechnológia II.") Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01B - Előgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01B - Előgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
σhúzó,n/mm 2 εny A FA HAJLÍTÁSA
 A FA HAJLÍTÁSA A fa hajlítása a fa megmunkálásának egyik igen fontos módja. A hajlítás legfıbb elınye az anyagmegtakarítás, mivel az íves alkatrészek elıállításánál a kisebb keresztmetszeti méretek mellett
A FA HAJLÍTÁSA A fa hajlítása a fa megmunkálásának egyik igen fontos módja. A hajlítás legfıbb elınye az anyagmegtakarítás, mivel az íves alkatrészek elıállításánál a kisebb keresztmetszeti méretek mellett
Árucikkek és alkalmazások áttekintése:
 SPECIÁLIS FÚRÓK Árucikkek és alkalmazások áttekintése: Anyag Felület DIN Csúcskiképzési módok Csúcsszög Spirálszög Szár Cikkszám. Oldal 9,6 101 101 101 104 M 78 NEXT GENERATION E DIN 1897 180 2530 6,0
SPECIÁLIS FÚRÓK Árucikkek és alkalmazások áttekintése: Anyag Felület DIN Csúcskiképzési módok Csúcsszög Spirálszög Szár Cikkszám. Oldal 9,6 101 101 101 104 M 78 NEXT GENERATION E DIN 1897 180 2530 6,0
Mechanikai megmunkálás
 Mechanikai megmunkálás IX.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai megmunkálás IX.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Hahn KT-R. Hengeres pánt műanyag ajtók számára. Szép formájú Karbantartásmentes! 3 dimenzióban állítható
 Hahn KT-R Hengeres pánt műanyag ajtók számára Szép formájú Karbantartásmentes! 3 dimenzióban állítható Hahn KT-R Hengeres pánt műanyag ajtók számára Adapterlemezek a stabil rögzítéshez Kopásálló, rozsdamentes
Hahn KT-R Hengeres pánt műanyag ajtók számára Szép formájú Karbantartásmentes! 3 dimenzióban állítható Hahn KT-R Hengeres pánt műanyag ajtók számára Adapterlemezek a stabil rögzítéshez Kopásálló, rozsdamentes
Nagyobb megbízhatóság a mélyebb leszúrási műveleteknél
 Nagyobb megbízhatóság a mélyebb leszúrási műveleteknél Az elsődleges felhasználói igényeket......melyek a mélyebb leszúrási műveletek esetén jelentkeznek, az új szerszámok tervezésének korai szakaszában
Nagyobb megbízhatóság a mélyebb leszúrási műveleteknél Az elsődleges felhasználói igényeket......melyek a mélyebb leszúrási műveletek esetén jelentkeznek, az új szerszámok tervezésének korai szakaszában
1.13. Gyalulás, vésés
 1. oldal, összesen: 20 1.13. Gyalulás, vésés A gyalulás és vésés egyélő szerszámmal, egyenes vonalú, váltakozó irányú fımozgással és szakaszos mellékmozgással (elıtolással) végzett forgácsolás. A gyalulás
1. oldal, összesen: 20 1.13. Gyalulás, vésés A gyalulás és vésés egyélő szerszámmal, egyenes vonalú, váltakozó irányú fımozgással és szakaszos mellékmozgással (elıtolással) végzett forgácsolás. A gyalulás
falprolab Egészségügyi bútorprogram
 www.falcosopron.hu Oldal: 1 A bútorcsalád elemeit az elemjegyzék tartalmazza rendelési kódjával és a választható színekkel együtt. A falprolab rendszer a Központosított Közbeszerzés keretein belül is rendelhető
www.falcosopron.hu Oldal: 1 A bútorcsalád elemeit az elemjegyzék tartalmazza rendelési kódjával és a választható színekkel együtt. A falprolab rendszer a Központosított Közbeszerzés keretein belül is rendelhető
Nyári gyakorlat teljesítésének igazolása Hiányzások
 Nyári gyakorlat teljesítésének igazolása Hiányzások - - Az összefüggő szakmai gyakorlatról hiányozni nem lehet. Rendkívüli, nem tervezhető esemény esetén az igazgatóhelyettest kell értesíteni. - A tanulók
Nyári gyakorlat teljesítésének igazolása Hiányzások - - Az összefüggő szakmai gyakorlatról hiányozni nem lehet. Rendkívüli, nem tervezhető esemény esetén az igazgatóhelyettest kell értesíteni. - A tanulók
Készült Oktatási Minisztérium megrendelésére a Nemzeti Szakképzési Intézetben
 Készült Oktatási Minisztérium megrendelésére a Nemzeti Szakképzési Intézetben A szóbeli vizsgatételek felhasználását a 2001-től tartandó szakmai vizsgákon az OM 183/2001. számon engedélyezte 2 A szakmai
Készült Oktatási Minisztérium megrendelésére a Nemzeti Szakképzési Intézetben A szóbeli vizsgatételek felhasználását a 2001-től tartandó szakmai vizsgákon az OM 183/2001. számon engedélyezte 2 A szakmai
MAGYAR KERESKEDELMI ÉS IPARKAMARA SZINTVIZSGA SZAKMAI GYAKORLATI FELADAT. Szakképesítés azonosító száma, megnevezése: 33 5262 01 ASZTALOS
 MAGYAR KERESKEDELMI ÉS IPARKAMARA SZINTVIZSGA SZAKMAI GYAKORLATI FELADAT Szakképesítés azonosító száma, megnevezése: 33 262 01 ASZTALOS A-F feladat A szintvizsga időtartama: 240 perc A szintvizsgán elérhető
MAGYAR KERESKEDELMI ÉS IPARKAMARA SZINTVIZSGA SZAKMAI GYAKORLATI FELADAT Szakképesítés azonosító száma, megnevezése: 33 262 01 ASZTALOS A-F feladat A szintvizsga időtartama: 240 perc A szintvizsgán elérhető