Szombathelyi Műszaki Szakképző Iskola és Kollégium Gépipari Szakközépiskolája SZAKMAI PROGRAM
|
|
|
- Donát Hegedüs
- 8 évvel ezelőtt
- Látták:
Átírás
1 Szombathelyi Műszaki Szakképző Iskola és Kollégium Gépipari Szakközépiskolája 9700 Szombathely, Rohonci u. 1 Telefon: 94/ ; fax: 94/ Internet: gepipari@gimsz.sulinet.hu SZAKMAI PROGRAM Szombathely,2011. szeptember 19.

2 Tartalomjegyzék I. Képzési szerkezet bemutatása... 3 II. Intézményi modultérkép... 3 III. Szakképesítésenkénti tananyagterv... 5 IV. Szakképesítésenként a tanéves bontású tananyagterv V. A tanulók szakképzésre vonatkozó értékelési szabályai szakképesítésenként 123 2

3 I. Képzési szerkezet bemutatása Szakképzési évfolyamok iskolarendszerben Szakterület Gépészet Informatika OKJ szám OKJ szám Alap szakképesítés Gépgyártástechnológiai technikus Elágazás Informatikai hálózattelepítő és - üzemeltető Rész szakképesítés Informatikai műszerész* IT biztonság technikus* IT kereskedő* Számítógéprendszerkarbantartó* Szórakoztatótechnika i műszerész* Webmester* Számítástechnikai szoftverüzemeltető A * -al jelölt elágazásokat intézményünk nem oktatja, de úgy éreztük, hogy mint lehetséges tanulási utakat meg kell jelenítenünk őket. II. Intézményi modultérkép A moduláris felépítés a tanulók számára biztosítja az egyéni tanulási utak lehetőségét. Ezek differenciált tanulási utakat jelentenek, amelyben az egyszer elsajátított modult nem kell a másik szakképesítésben megismételni, a tanulók valóban építkezhetnek ezekből a modulokból és lehetőségeikhez és képességeikhez viszonyítva haladhatnak a szakképzettség megszerzése felé. A modultérkép bemutatja ezeket az intézményi lehetőségeket. 3

4 Gépipari, Informatikai Műszaki Szakközépiskola és Kollégium intézményi modultérképe Gépészeti szakterület Gépgyártástechnológiai technikus követelménymodul azonosítója követelménymodul megnevezése Általános gépészeti munka-, baleset-, tűz- és környezetvédelmi feladatok Általános gépészeti technológiai feladatok II. (forgácsoló) Mérőtermi feladatok Gyártástervezési és -irányítási feladatok CNC gépkezelés Karbantartási, üzemeltetési, üzembehelyezési feladatok Informatikai hálózattelepítő és - üzemeltető követelménymodul azonosítója Informatikai szakterület követelménymodul megnevezése Számítógép kezelés, szoftverhasználat, munkaszervezés Projekt menedzsmen Hardveres, szoftveres feladatok LAN/WAN ismeretek, biztonsági rendszer Számítástechnikai szoftverüzemeltető (rész- szakképesítés) követelménymodul azonosítója követelménymodul megnevezése Számítógép kezelés, szoftverhasználat, munkaszervezés Projekt menedzsment Hardveres, szoftveres feladatok 4

5 III. Szakképesítésenkénti tananyagterv Gépészeti szakterület Gépgyártástechnológiai technikus (SZVK a 15/2008.(VIII.13.) SZMM rendelet szerint) A Gépgyártástechnológiai technikus óraterve a 13. és 14. évfolyamra OKJ szám: Tantárgy 13. évfolyam 14. évfolyam hetek száma Összes óraszám Elmélet óraszám Gyakorlat óraszám Kimeneti képesítések száma Munka környezet és egészségvédelem elmélet Műszaki ábrázolás Anyagvizsgálatok Geometriai mérések Anyagismeret Forgács nélküli alakítások Forgácsoló alapeljárások Nem oldható kötések Szakmai gyakorlatok I Szabad órasáv tantárgyai 13. évfolyamon Idegen nyelv (német, angol) 2 74 Automatika Testnevelés 2 74 Osztályfőnöki 1 37 Összefüggő szakmai gyakorlat 90 Munka környezet és egészségvédelem gyakorlat Konfirmálás Minőségbiztosítás CNC gépkezelés Korszerű forgácsoló eljárások Gyártástervezés Gyártásirányítási feladatok Szakmai gyakorlatok II Szerszámgépek Szabad órasáv tantárgyai 14. évfolyamon Idegen nyelv (német, angol) Műszaki ábrázolás Automatika Osztályfőnöki Összesen: Heti óraszám:

6 SZAKKÉPESÍTÉSENKÉNTI TANANYAGTERV GÉPÉSZET..SZAKMACSOPORT GÉPGYÁRTÁSTECHNOLÓGIAI TECHNIKUS OKJ SZÁMA:

7 CÉLOK ÉS FELADATOK, FEJLESZTÉSI KÖVETELMÉNYEK A tantervben meghatározott tananyag feldolgozásának célja, hogy a(z) Gépgyártástechnológiai technikus/gépgyártástechnológiai technikus szakma gyakorlása során szükséges munkafeladatok, maradéktalan végrehajtására felkészítse a tanulókat. Ez a cél a központi programban meghatározott ismeretek, típusuknak megfelelő elsajátíttatásán keresztül valósítható meg. A szakma gyakorlása során végrehajtandó feladatok: A géprajz valamint a gépgyártástechnológia jelképes ábrázolásainak alkalmazása A gyártás során felhasznált anyagok segédanyagok gépek mérőeszközök műszaki paramétereinek folyamatos ellenőrzése A gyártás során használt valamennyi mérőeszköz nyilvántartását metrológiai konfirmálását vezeti (kalibrálás a szükséges beszabályozás és javítás az azt követő újrakalibrálás valamint az igényelt lezárás címkézés). A gyártás technológiai folyamatának összeállítása A gyártásra szerelési és javítási technológiára vonatkozó munka- baleset- tűz- és környezetvédelmi utasítások előírása A kész munkadarabok geometriai méreteinek végellenőrzését végzi A mérési eredményeket dokumentálja az anyagokat minősíti A mérést dokumentálja mérési jegyzőkönyvet készít A munkaterületet a szabályoknak megfelelően alakítja ki A munkaterületet a szabályoknak megfelelően kialakítja A széria lefutása után a megmunkálótérből eltávolítja a szerszámokat és a készülékeket A technológia jellegének megfelelő számítások végzése (szilárdsági- súlypontszámítás gazdaságos anyagfelhasználás számítása stb.) A technológiai fegyelem betartásának folyamatos ellenőrzése Alak- és helyzetpontossági méréseket végez általános eszközökkel Alakítja a munkadarabot gépi forgácsoló alapeljárásokkal (esztergálás fúrás marás gyalulás vésés köszörülés) Alakítja a munkadarabot kézi forgácsoló alapeljárásokkal (fűrészelés reszelés menetkészítés süllyesztés dörzsárazás kéziszerszám-élezés) Alakítja a munkadarabot kézi kisgépes eljárásokkal (darabolás fúrás felülettisztítás kéziszerszám-élezés stb.) Alakítóerő számítása képlékeny hidegalakítás esetében Alapszintű általános anyagvizsgálatokat végez azonosítja a szerkezeti anyagok főbb típusait Alkatrészgyártás végrehajtásának irányítása Általános minőségű hegesztett kötést készít bevont elektródás kézi ívhegesztéssel Általános minőségű hegesztett kötést készít gázhegesztéssel Anyagszükséglet előgyártmány (félgyártmány) meghatározása kiválasztása Az alkatrészgyártáshoz szükséges anyag félgyártmány szerszám gép készülék mérő- és ellenőrzőeszközök előírása 7

8 Az anyag mechanikai tulajdonságainak- célnak megfelelő- megváltoztatását biztosító hőkezelő technológia kiválasztása előírása Az anyagok összetételét mechanikai technológiai szövetszerkezeti tulajdonságait vizsgálja Beállítja a CNC-gépet az új munkadarab gyártására Betartja és betartatja a munka- baleset- tűz- és környezetvédelmi valamint a szakmára szerelési-javítási technológiára vonatkozó egyéb előírásokat Betartja és betartatja a munka- baleset- tűz- és környezetvédelmi valamint a szakmára szerelési-javítási technológiára vonatkozó előírásokat Betartja és betartatja a szelektív és veszélyes hulladékgyűjtés szabályait Betartja és betartatja a szelektív hulladékgyűjtés szabályait Betartja és betartatja a veszélyes anyagok kezelésére vonatkozó előírásokat Betartja és betartatja a veszélyes és a szelektív hulladékgyűjtés szabályait Bonyolult megmunkáló programot betölt mágneslemezről vagy számítógépes adatátviteli rendszeren keresztül CNC-program készítése Darabol kézi és gépi műveletekkel (vágás harapás nyírás lyukasztás) Dokumentációs tevékenység ellátása Egyszerű alkatrészek szerkezeti egységek elkészítéséhez művelet- illetve szerelési tervet készít Egyszerű gépészeti műszaki rajzokat készít Együttműködik a karbantartási részfeladatok elvégzésében (szerelés alkatrészgyártás felületkezelés) Ellenőrzi a CNC-gép működőképességét Ellenőrzi a megmunkálás CNC-programját szükség esetén módosítást végez Ellenőrzi a megmunkáló szerszámok szerszámtartók forgácsoló lapkák állapotát rögzítettségét használhatóságát Ellenőrzi a munkafeltételeket Ellenőrzi a nullpont-tároló tartalmát a megadott nullponteltolás értékét Ellenőrzi a szerszámkorrekció-értéktárak kopáskorrekció-értéktárak adatait Előkészíti a munkafeladat végrehajtását az ahhoz szükséges anyagokat segédanyagokat előre gyártott elemeket gépeket szerszámokat mérőeszközöket felfogó- és befogóeszközöket szállító- és emelő berendezéseket személyi védőfelszereléseket Előrajzol szükség szerint a dokumentáció alapján Felhasználói programok (CAD CAD-CAM irodai programcsomag stb.) használata Felületi érdességet mér Felveszi a munkadarab nullpontját Folyamatképesség-vizsgálatot végez Folyamatosan ellenőrzi a gyártási folyamatokat a termékmegfelelőség érdekében a minőségbiztosítási rendszer előírásait alkalmazza Forgácskihordót kezel Gazdaságos gyártási mód (sorozatnagyság) meghatározása 8

9 Gépipari alapméréseket végez (hossz szög merőlegesség stb.) Gondoskodás a folyamatos termeléshez szükséges anyag- segédanyag- gép- szerszámkészülék- mérőeszköz- és energiaellátásról Gondoskodik elsősegélynyújtó és tűzoltó eszközökről Grafikusan ellenőrzi a megmunkáló programot Gyártásközi roncsolásmentes anyagvizsgálatokat végez Hűtő- és kenőanyag kiválasztása Idomszerrel ellenőriz Jelzi a tüzet részt vesz az oltásban Karbantartási útmutatót összeállít Keménységvizsgálatot végez Képlékenyalakítást végez kézi alapműveletekkel (nyújtás egyengetés hajlítás stb.) Készít bont javít cserél oldható kötéseket és helyzetbiztosító elemeket Közreműködik minőségbiztosítási feladatok megvalósításában Magas automatizáltsági fokú szerszámgépeket gyártócellákat kezel kiszolgál Meghatározza az üzemi viszonyok alapján a tényleges karbantartási igényeket Megmunkálási ráhagyások műveleti tűrések meghatározása Méréseknél az eredő mérési bizonytalanságot számítja Méretlánc számítások Mérőeszközök dokumentációját vezeti Nem szabványos gyártóeszközökhöz szerszám- és készülékszerkesztés és készülékgyártás igénylése Összetett alak- és helyzetméréseket végez Programfuttatást végez forgácsolás nélkül Részt vesz a karbantartási tevékenységek megtervezésében és ütemezésében Részt vesz a karbantartást követő gépátvételben Részt vesz a mentésben elsősegélyt nyújt Részt vesz a minőségbiztosítási rendszer kidolgozásában Részt vesz a munka- tűz- és környezetvédelemmel kapcsolatos események kivizsgálásában dokumentálásában Részt vesz a szerszámgépek minőségképességének vizsgálatában Részt vesz a szükséges energia alap- és segédanyag mennyiségének meghatározásában Részt vesz az üzembe helyezési tevékenységekben Részvétel a gyárthatósági vizsgálatban Részvétel a sorozatgyártást megelőző gyártási fázisokban (kísérleti prototípus nullszériás gyártásban) Robotkarokat munkadarab elkapót kezel Számítógéppel támogatott sorozatméréseket végez (SPC) Szerelési dokumentáció összeállítása Szerelési tevékenység irányítása 9

10 Szerszám- és gépszükséglet (szerszámgép alakítógép) meghatározása Szerszám és gép kiválasztása Szerszámgépek saját pontossági vizsgálatát végzi Szilárdsági számítások végzése a MKGS rendszerben Szükség esetén beavatkozik a gép működésébe esetleg megszakítja a program futását Szükség esetén eltávolítja a forgácsot a gép munkateréből Szükség esetén módosítja a szerszámkorrekciókat a nullponteltolás adatait a technológiai paramétereket Szükség esetén módosítja az általa írt megmunkáló programot Szükség esetén részt vesz új gép/berendezés telepítésében Szükség szerint kopáskorrekciót alkalmaz Szükség szerint lapkát vagy szerszámot cserél Tanulmányozza és értelmezi a munka tárgyára céljára vonatkozó dokumentumokat (műhelyrészösszeállítási összeállítási egyszerűbb hidraulikus és pneumatikus villamos kapcsolási rajz darabjegyzék műszaki leírás gépkönyv stb.) Tanulmányozza és értelmezi a munkafolyamatra eszközökre technológiára vonatkozó dokumentációt (technológiai előírások műveletterv műveleti utasítás műszaki leírás gépkönyv stb.) Tanulmányozza és értelmezi az általános gépészeti anyagokra és alkatrészekre vonatkozó információkat (szabványok műszaki táblázatok gyártmánykatalógusok) Technológiai adatok meghatározása Technológiai dokumentáció (műveletterv műveleti sorrendterv műveletirányítási terv ábrás műveleti utasítás ellenőrzési utasítás stb.) készítése Az alkalmazandó ismeretek, típusonként: A típusú ismeret: A grafikus ellenőrzés szabályai A tűrések származtatása Ábrázolási jelképek Alak- és helyzetpontosság mérése és ellenőrzése Alkatrészrajzok kiviteli előírásai Anyagmozgatás munkabiztonsági szabályai Az ellenőrzés végrehajtása Biztonsági elemek CNC-megmunkáló gép kezelőelemei Elő- és félgyártmány kiválasztási szempontjai Elsősegélynyújtás Elsősegélynyújtási ismeretek Emelő- és szállítógépek üzembiztonsági szabályai Érintésvédelmi alapismeretek 10

11 Esztergálás Felületi érdesség mérése Fúrás furatmegmunkálás Gázhegesztés biztonsági ismeretei Gázhegesztés környezetkárosító hatása Gépi forgácsoló alapeljárások gépei Gépkönyv kezelési szerelési karbantartási útmutatás használata Gépkönyv kezelési szerelési karbantartási útmutatók Géprajzi ábrázolás szabályai Géprajzi alapfogalmak Gépüzemeltetés munkabiztonsági szabályai Gyártási utasítások (műveleti szerelési terv) értelmezése Gyártási utasítások értelmezése Gyártástechnológiai rajzjelek Hegesztés befejezésének tűzvédelmi előírásai Hosszméretek mérése és ellenőrzése Ívhegesztés biztonsági ismeretei Ívhegesztés környezetkárosító hatása Környezetvédelem Környezetvédelmi ismeretek Köszörülés Marás Menetmegmunkálás Minőségbiztosítás Munkabiztonság Munkabiztonsági ismeretek Nullponteltolás meghatározása Programmegszakítás és-újraindítás szabályai Referenciapont felvétele Síkmértani szerkesztések Statisztikai gyártásellenőrzés Szabványok használata Szerszámkorrekció meghatározásának módjai Szerszámkorrekció módosítása programból Szerszámok kézigépek biztonsági ismeretei Szögek mérése és ellenőrzése Technológiai dokumentációk Tűzkár bejelentése Tűzoltó berendezések eszközök Tűzvédelem 11

12 Tűzvédelmi ismeretek B típusú ismeret: A bázisok ráhagyások szerepe a gyártási folyamatban A forgácsoló eljárások alkalmazási területei szerszámai gépei főbb paraméterei az elérhető pontosság felületi érdesség lehetőségei A gyártási eljárások biztonságtechnikája A gyártási hibák fajtái és ezek eredete A hidegalakítás fogalma változatai eszközei főbb paraméterei A hidegalakítás tervezési elvei A mért jellemzők rögzítési kiértékelési a vizsgált anyag félgyártmány alkatrész gépegység szerkezet minősítési szempontjai A minőségirányítási kézikönyv tartalma fő fejezetei A munkadarab legyártása A munkadarabok méretének beállítási módszerei (korrekciózás) Adatátvitel a CNC-szerszámgépről a számítógépre Adatátvitel a számítógépről a CNC-szerszámgépre Alak- és helyzetpontosság mérése és ellenőrzése Alprogramok alkalmazásának esetei Alprogramok szervezése hívása zárása Alprogramtechnika alkalmazásának szerepe Az adatátviteli rendszer felépítése Az ellenőrzés paramétereinek beállítása Az ipar területén használatos nemfémes anyagok eredetük tulajdonságaik jellemző felhasználási területeik Az iparban használatos fémes anyagok fizikai kémiai mechanikai technológiai tulajdonságai Az üzemmód kiválasztása Bázis megválasztásának szempontjai bázisváltási műveletek Beállítások Ciklusok alkalmazása CNC-program fogalma a programok felépítése CNC-szerszámgépek mérőrendszerei CNC-szerszámgépek vonatkoztatási pontjai Diagramok olvasása értelmezése készítése DIN szabvány utasításai Egyengetés Egyszerű megmunkáló programok írása Előgyártmány gyártási technológiák (képlékeny meleg- és hidegalakítások öntészeti eljárások) Előrajzolás Élsugár-korrekció és alkalmazásának szabályai 12
 Adatátvitel a CNC-szerszámgépről a számítógépre Adatátvitel a számítógépről a CNC-szerszámgépre Alak- és helyzetpontosság")
13 Finomfelületi megmunkáló eljárások Gépi forgácsolás szerszámai Gyalulás vésés Hajlítás Hegesztési rajzjelek varratábrázolások Hosszméretek mérése és ellenőrzése Hőkezelési technológiák Kapcsolat a koordináta-rendszerek között Képlékenyalakítás Képlékenyalakítás gépi berendezéseinek szerkezeti kialakítása működési jellemzői Kézi és kisgépes forgácsolás Kivágás sajtolás szerszámai gépi berendezései működésük erőtani viszonyai Koordináta-rendszerek típusai Koordináta transzformációk Kopáskorrekció-értéktárak Korrózióvédelem Köszörülés Marás Marósugár-korrekció és alkalmazásának szabályai Mechanikai villamos és mikroszkópos anyagvizsgálatok Mérési hiba mérési bizonytalanság Mérési utasítás Mérőeszközök alkalmassági vizsgálatának ismerete Mérőlapok termékkísérő lapok bárcák feliratozás stb. Mértékegységek Metallográfiai tulajdonságok Metrológiai számítások Minőségbiztosítási alapismeretek Minőségtanúsítás a gyártási folyamatokban Műszaki mérés eszközeinek ismerete Műszaki rajzok olvasása értelmezése készítése Nemoldható kötések jellemzői és készítésének technológiája berendezései eszközei Nullpont-tároló kezelése Nullponteltolás fogalma Nullponteltolás megadása a szerszámgépeken nullpont-tárolók Nullpontmeghatározás helyességének ellenőrzése Nyújtás Oldható kötések jellemzői Összetett ciklusok (felületek láncolása) Pozíciókijelző jelentése a szerszámgépeken 13

14 Relatív szerszámmozgás Segédanyagok (hűtő kenő) Szabályozó felhúzó ciklusok Szabványhasználati ismeretek Szabványos ipari vasötvözetek Szabványos könnyűfémötvözetek Szabványos színesfémötvözetek Számítógép-alkalmazás lehetőségeinek ismerete használata a műszaki dokumentációk készítésénél Számítógéphasználat Számítógéppel integrált gyártás (CIM) főbb moduljai ezek feladata Szerelési családfa Szerelési technológiák Szerszámbemérés helyességének ellenőrzése Szerszámbemérés végrehajtása Szerszámcserélő berendezések revolverfejek Szerszámgépek saját pontossági vizsgálata Szerszámkorrekció-értéktárak kezelése Szerszámkorrekció fogalma Szerszámkorrekció megadása a szerszámgépeken szerszámkorrekció-tárak Szerszámtartók szerszámbefogók Szögek mérése és ellenőrzése Tapasztalatok hasznosítása Technológiai információk programozása Üregelés (húzó marás) C típusú ismeret: A munkavégzés szabályai Általános fizikai jellemzők kiszámítása Diagramok olvasása értelmezése készítése Egyéb különleges megmunkálások Egyszerűbb szilárdsági méretezési eljárások Élkiképzés Felhasználói programok Fogazás Geometriai méretek kiszámítása Géprajzi alapfogalmak Hagyományos és CNC-szerszámgépek Ipari anyagok technológiai tulajdonságai Mérési utasítás 14

15 Munkavégzés szabályai Működési jellemzők kiszámítása Nemoldható kötések Reszelés fűrészelés köszörülés Síkmértani szerkesztések Szabványos ipari vasötvözetek Szabványos könnyűfémötvözetek Szabványos színesfémötvözetek Szerszámgépvezérlések típusai Tribológiai ismeretek D típusú ismeret: Ábrázolási módok E típusú ismeret: A szakmai képzes során szem előtt kell tartani, hogy a munkaköri feladatok mindennapi végrehajtására a szakemberek csak megfelelő készségek és kompetenciák birtokában képesek. Ezért fejleszési követelményként az alábbiakban felsorolt készségek és kompetenciák fejlesztését kell kitűzni. A szakmai készségek szintenként: 5 -s szintűek: Diagram nomogram olvasása értelmezése Egyszerű alkatrészek elkészítéséhez művelet- illetve szerelési terv készítése Fémmegmunkáló kéziszerszámok és kisgépek használata Gépészeti rajz olvasása értelmezése Gépi forgácsoló szerszámok Gépipari mérőeszközök használata Gépkönyv kezelési szerelési karbantartási útmutató használata Grafikus ellenőrzés Gyártási bázisok kijelölése Gyártási eljárások kiválasztása Hosszmérő és ellenőrző eszközök Mérési eredmény megadása Munkabiztonsághoz kapcsolódó jelképek értelmezése Munkabiztonsághoz kapcsolódó színjelölések értelmezése Munkabiztonsági eszközök felszerelések használata Műszaki táblázatok kezelése Műveleti ráhagyások tűrések meghatározása Nullponteltolás meghatározása 15

16 Összetett méret- alak- és helyzetmérés Szabványok táblázatok használata Szerszámbemérés Szerszámkorrekció megadása a szerszámgépeken szerszámkorrekció-tárak írása Szerszámkorrekció meghatározása Szerszámok kiválasztása Technológiai információk programozása 4 -s szintűek: Diagram nomogram olvasása értelmezése Egyszerű megmunkáló programok írása Elő- és félgyártmány kiválasztása a gazdaságos gyártás figyelembevételével Elsősegélynyújtás Felhasználói programok alkalmazása Folyamatképesség-vizsgálat Gépek kiválasztása Gépészeti alkatrészrajz készítése Gépészeti rajz olvasása értelmezése Gépi forgácsoló alapeljárások gépeinek kezelése Gépipari mérőeszközök használata Gépkönyv kezelési szerelési karbantartási útmutató használata Gyártási és szerelési technológiai alapadatok kiszámítása Gyártásközi hőkezelések tervezése Információforrások kezelése Kézi forgácsoló szerszámok használata Koordináta-rendszerek szerszámgéphez rendelésének szabályai Mérési jegyzőkönyv készítése Metrológiai számítások Műszaki táblázatok kezelése Pozicionálás a szerszámgépeken Roncsolásmentes anyagvizsgálatok Roncsolásos anyagvizsgálatok Szabadkézi vázlatkészítés Szerszám- és munkadarab befogó készülékek használata Szerszámgépek üzemeltetése Technológiai dokumentáció (műveletterv műveleti sorrendterv műveletirányítási terv ábrás műveleti utasítás szerelési utasítás ellenőrzési utasítás stb.) készítése Technológiai vizsgálatok 16

17 3 -s szintűek: Általános minőségű hegesztett kötés készítése Egyéb mérőeszközök használata Fémmegmunkáló kéziszerszámok és kisgépek használata Információforrások kezelése Műszaki táblázatok kezelése Szabadkézi vázlatkészítés Szövetszerkezetek vizsgálata mikroszkóppal 2 -s szintűek: Diagram nomogram olvasása értelmezése Gépészeti alkatrészrajz készítése Íráskészség fogalmazás írásban Köznyelvi szöveg fogalmazása írásban 1 -s szintűek: Elágazáshoz kapcsolódó kompetenciák, típusonként: Személyes kompetenciák: Döntésképesség Felelősségtudat Kézügyesség Megbízhatóság Mozgáskoordináció Önállóság Pontosság Precizitás Stabil kéztartás Szabálykövető magatartás Szakmai igényesség Tapintás Térbeli tájékozódás Térérzékelés Tériszonymentesség Térlátás Testi erő Testi ügyesség 17

18 Társas kompetenciák: Határozottság Interperszonális rugalmasság Irányíthatóság Irányító készség Kapcsolatfenntartó készség Kapcsolatteremtő készség Kezdeményező készség Kommunikációs rugalmasság Közérthetőség Szervező készség Udvariasság Visszacsatolási készség Módszerkompetenciák: Absztrakt gondolkodás Áttekintő képesség Döntésképesség Elővigyázatosság Emlékező képesség Felelősségtudat Figyelemmegosztás Figyelemösszpontosítás Gyakorlatias feladatértelmezés Ismeretek helyénvaló alkalmazása Körültekintés Következtetési képesség Kreativitás Kritikus gondolkodás Lényegfelismerés képessége Logikus gondolkodás Önállóság Ötletgazdagság Pontosság Rendszerezőképesség Tervezés Tervezési készség 18

19 Szabad órasáv tantárgyai 14. évfolyamon Óraszám adatok Tanulócsoport jelleg Képzésihelyszín Tanulói tevékenységforma Elméleti óraszám: 128 Elméletigényes gyak. óraszám: 96 Gyakorlati óraszám: 0 Szakmai készség Ismeret alkalmazás Személyes kompetencia Társas kompetencia Módszerkompetencia Feladatkompetencia Szakképesítés megfeleltetés Szakképesítés 100%-os megfeleltetés Követelménymodulok megfeleltetés Követelménymodulok 100%-os megfeleltetés 19

20 Elméleti óraszám: 128, Elméletigényes gyakorlati óraszám: 96, Gyakorlati óraszám: 0, Csoportbontás: NEM 14. évfolyam Óraszám Tantárgy elméle ti elméletigény es gyakorlati gyak orlati heti órasz ám Csoport bontás Idegen nyelv (német, angol) Műszaki ábrázolás (AutoCAD) Automatika Osztályfőnöki
 64 2 2 Műszaki ábrázolás")
21 Műszaki ábrázolás Heti óraszám : 2óra /hét 14.évfolyam számára Gépgyártástechnológiai technikus képzés OKJ szám: Óraszám 1-2. Téma Bevezetés. A vetületek elrendezésének szabályai. Háromképsíkos ábrázolás. Síklapú testek ábrázolása. /Ismétlés/. Az európai vetítési rendszer, eltérés az európai vetítési rendszertől Ismétlés. Műszaki vázlat készítése. Szabadkézi ábrázolás AutoCAD 2D ismétlés Metszet és szelvény. Félvetületek, vetületrészek egyesítése. Összetett metszetek Példamegoldás 2D-ben Szelvények. Metszetábrázolás sajátos szabályai. Tárgyrészletek rajzolása. Mérethálózat ismétlése. Felületminőség előírása rajzon. Tűrések, illesztések Az AutoCAD 2007-el kapcsolatos 3D ismeretek ismétlése Csavarmenet ábrázolása Fogazott alkatrészek, bordástengely ábrázolása Csapágyak ábrázolása. Szegecskötések, hegesztett kötések, forrasztott, valamint ragasztott kötések ábrázolása Fogazott alkatrészek ábrázolása Bordás tengelykötés elemeinek ábrázolása. 21
22 Összeállítási rajzok készítésének szabályai Az Autodesk Inventor 11 szoftver használatával kapcsolatos alapismeretek Vázlatok létrehozása Vázlat alapú sajátosságok használata Elhelyezett sajátosságok létrehozása és szerkesztése Munkasajátosságok létrehozása és szerkesztése Feladatmegoldás Projekthasználat alapjai Összeállítások kezelése Részegységek elhelyezése, mozgatása és kényszerezése Összeállítások létrehozása Ismétlés, feladatmegoldás értékelés Német nyelv Heti óraszám : 2 óra 22
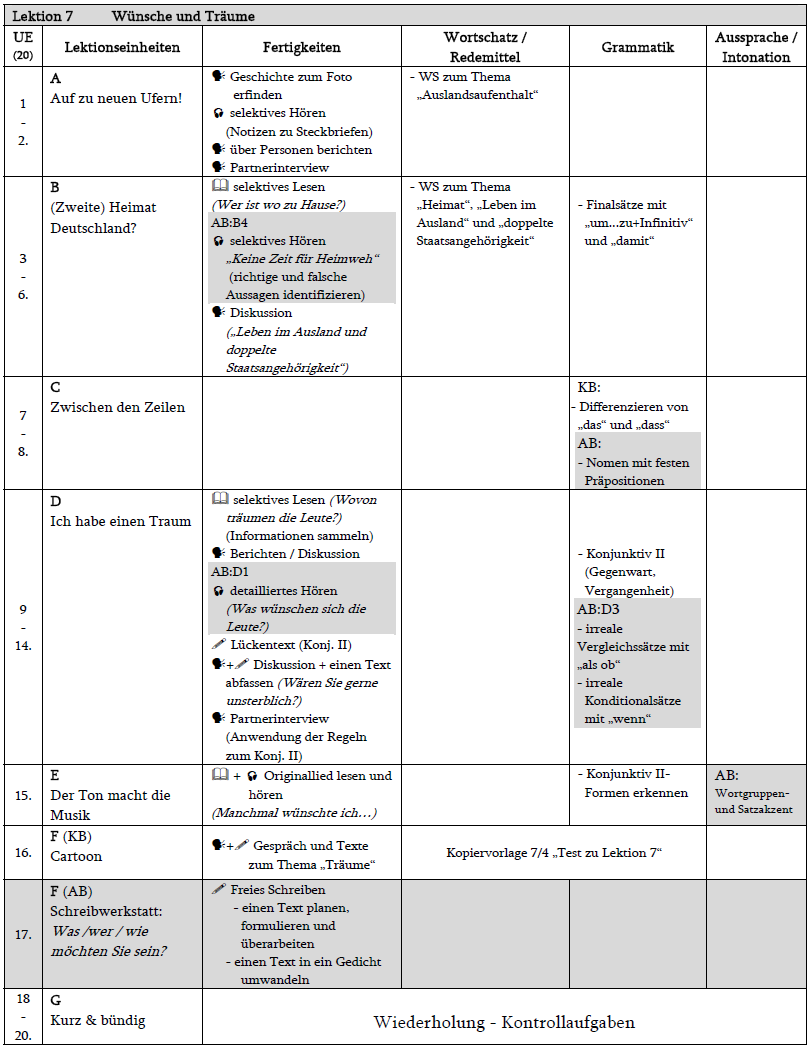
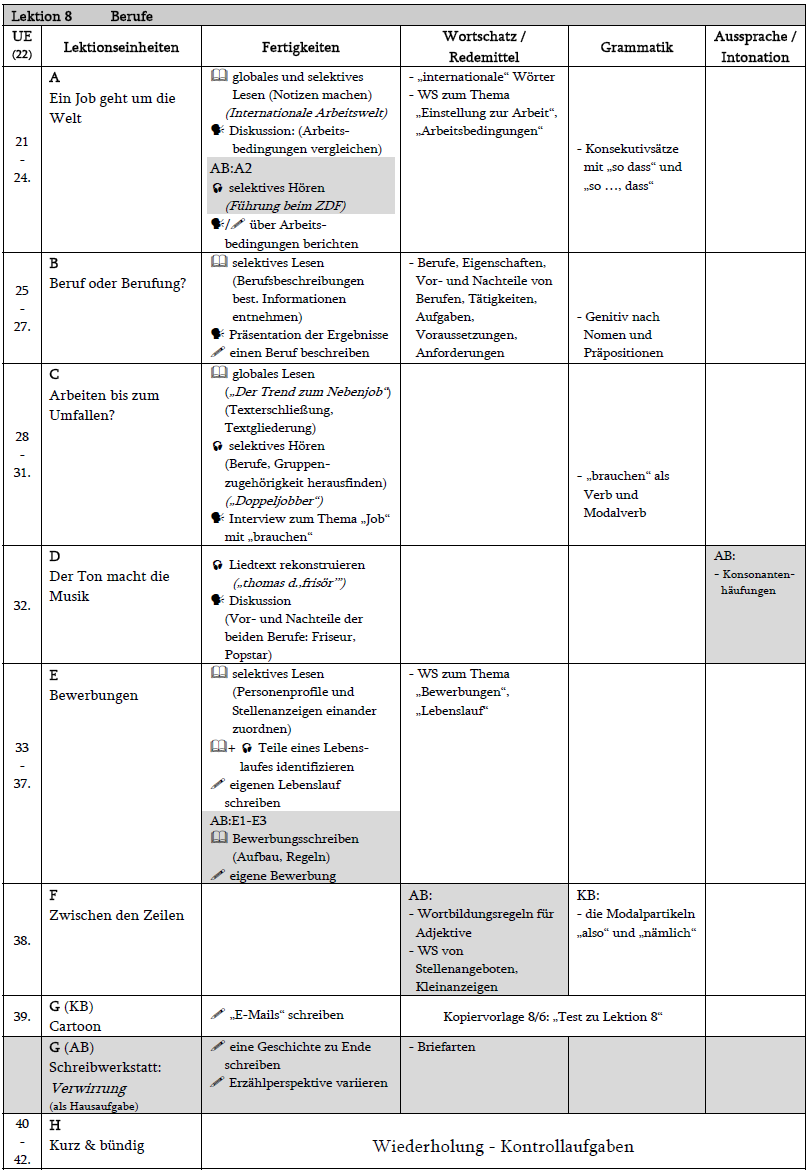
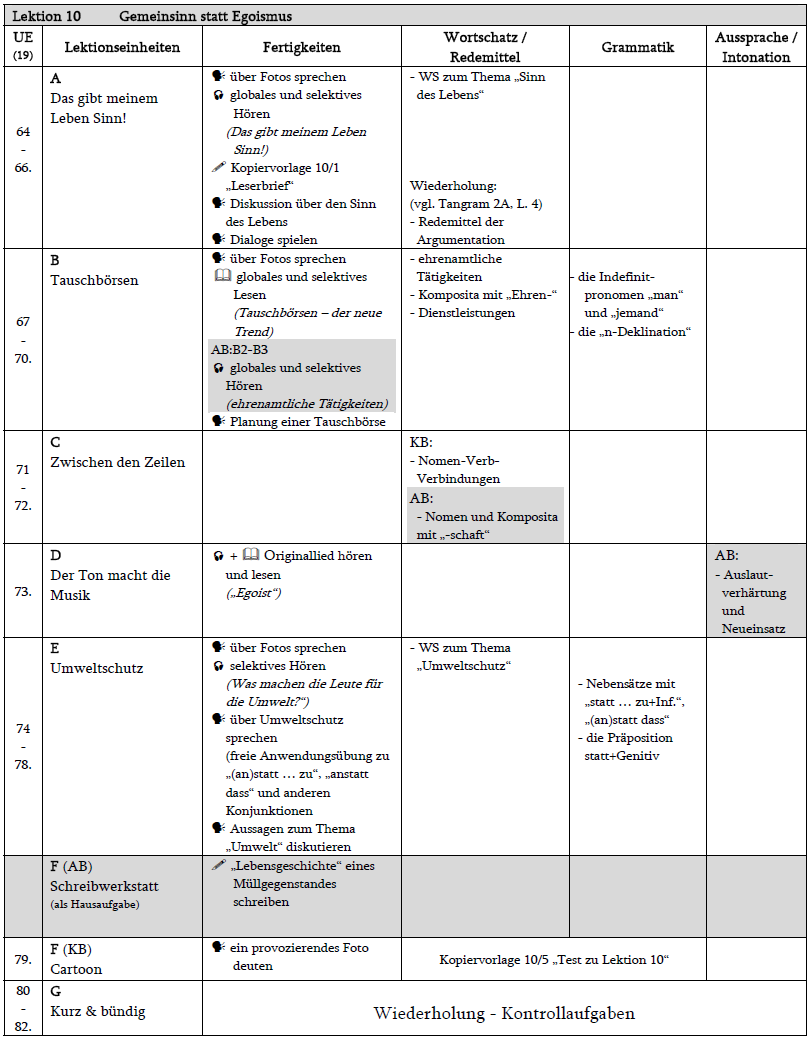
23 14.évfolyam számára Gépgyártástechnológiai technikus képzés OKJ szám: Begrüssung Wiederholung: Tangram 2B Lektion Wortschatz : Umweltschutz, 10. Was machen die Leute für die Umwelt? Hörverstehen 11. Über Umweltschutz sprechen 12. Grammatik: Nebensätze statt, anstatt.. zu + Inf. 13. Grammatische Übungen 14. Klimawandel, Klimakatastrophe-Leseverstehen 15. Kontrollarbeit 16. Verbesserung Tangram 2B Lektion 11.- Medienwelten: Fernsehen, Lesen, Computer 23
24 27. Kontrolle 28. Verbesserung EM neu Brückenkurs Lektion 6. Film, Kino, Filmkoffer von Goethe Institut 39. Kontrollarbeit Lektion 1.- Arbeit und Freizeit 24
25 Lektion 2. - Familie Lektion 3. Feste Abschluss des Jahres 25
26 Automatika elmélet és gyakorlat Heti óraszám : 1 óra elmélet és 1óra gyakorlat /hét 14.évfolyam számára Gépgyártástechnológiai technikus képzés OKJ szám: Bevezetés Balesetvédelem Kaszkád kapcsolás összeépítése Laborgyakorlat Pneumatika kapcsolás rajz alapján Kapcsolás tervezése a rövidített leírás alapján Többhengeres kapcsolások összeépítése Automatikus végrehajtás gyakorlati megvalósítása Elektropneumatikai elemek összeépítése Elektromos vezérlésű szelepek elektromos bekötése Érzékelők típusainak alkalmazása Jeladók, jelerősítők beépítése kész kapcsolásokba Elektromos kapcsolás tesztelése PLC program egy hengeres kapcsolásoknál Időtag beépítése Többszörös végrehatás beavatkozás nélkül PLC- számítógép összekapcsolása, program le-feltöltés Hidraulikai kapcsolás összeépítése Hidraulika szelepek használata Munkavégző elemek bekötése, jellemzői Térfogatáram számítása, laborgyakorlat Sebességszabályozás hidraulika szelepekkel Motor fordulatszám szabályozása 26
27 Elméleti óraszám: 32 Elméletigényes gyak. óraszám: 0 Gyakorlati óraszám: 0 Szerszámgépek Óraszám adatok Tanulócsoport jelleg Képzésihelyszín Tanulói tevékenységforma osztálykeret, csoportbontás, Szaktanterem, Forgácsoló műhely, Képlékeny alakító műhely, Hallott szöveg feladattal vezetett feldolgozása, Olvasott szöveg feladattal vezetett feldolgozása, Információk feladattal vezetett rendszerezése, Hallott szöveg feldolgozása jegyzeteléssel, Szöveges előadás egyéni felkészüléssel, Szakmai készség Ismeret alkalmazás Személyes kompetencia Társas kompetencia Módszerkompetencia Feladatkompetencia Géprajzi alapfogalmak(a), Emelő- Térlátás, Térérzékelés, Udvariasság, Szervezőkészség, Logikus gondolkodás, Ismeretek és szállítógépek üzembiztonsági Szabálykövetés, Szakmai Irányítási készség, helyén való alkalmazása, szabályai(a), Anyagmozgatás igényesség, Interperszonális rugalmasság, Tervezés, Döntésképesség, munkabiztonsági szabályai(a), Kommunikációs rugalmasság, Szabványok használata(a), Kapcsolatfenntartó készség, Gépüzemeltetés munkabiztonsági szabályai(a), Érintésvédelmi alapismeretek(a), Gépkönyv kezelési szerelési karbantartási útmutatók(a), Műszaki rajzok olvasása értelmezése készítése(b), Diagramok olvasása értelmezése készítése(b), Mérési utasítás(b), Szabadkézi vázlatkészítés(3), Egyéb mérőeszközök használata(3), Diagram nomogram olvasása értelmezése(4), Műszaki táblázatok kezelése(4), Információforrások kezelése(4), Gépészeti alkatrészrajz készítése(4), Munkabiztonsági eszközök felszerelések használata(5), Gépipari mérőeszközök használata(5), Gépészeti rajz olvasása értelmezése(5), Gépkönyv kezelési szerelési karbantartási útmutató használata(5), Meghatározza az üzemi viszonyok alapján a tényleges karbantartási igényeket, Részt vesz a karbantartási tevékenységek megtervezésében és ütemezésében, Karbantartási útmutatót összeállít, Részt vesz a karbantartást követő gépátvételben, Részt vesz az üzembe helyezési tevékenységekben, Részt vesz a szükséges energia alap- és segédanyag mennyiségének meghatározásában, Szükség esetén részt vesz új gép/berendezés telepítésében, Szakképesítés megfeleltetés Szakképesítés 100%-os megfeleltetés Követelménymodulok megfeleltetés Követelménymodulok 100%-os megfeleltetés Gépgyártástechnológiai technikus (100.0%), Gépgyártástechnológiai technikus, Karbantartási, üzemeltetési, üzembehelyezési feladatok (40.0%), 27
28 Elméleti óraszám: 32, Elméletigényes gyakorlati óraszám: 0, Gyakorlati óraszám: 0, Csoportbontás: NEM Témakörök (óraszámok) Tartalmak Tanulói tevékenységformák A továbbhaladás feltételei 108/2.1/ Szerszámgépek karbantartásának tervezése (Elm.: 36) 108/2.3/ Géptelepítés (Elm.: 28) Kinematikai jellegű rajzok A forgácsoló szerszámgépek általános jellemzése Fő egységeik, karbantartásuk gépkönyv alapján - forgómozgást létesítő főhajtóművek - egyenes mozgású főhajtóművek - mellékhajtóművek - géptest - kezelő elemek és segédberendezések Szerszámgépek felépítése, fő részeik Gépek, gépegységek, szerkezetek karbantarásánál alkalmazott szerszámok, készülékek és műszerek Szétszerelés, hibajegyzék összeállítása Karbantartási terv összeállítás gépkönyv alapján Szerszámgép átvételi előírásai Gépelhelyezés, alapozás, rezgéscsillapítás, energiaellátás Sajátpontossági vizsgálatok Esztergagép saját pontosságának vizsgálata Oszlopos vagy állványos fúrógép saját pontosságának, merevségének vizsgálata Vízszintes marógép saját pontosságának vizsgálata Minőségképesség vizsgálat - gép beállítása, próbasorozat gyártása, vizsgált jellemző mérése, statisztikai jellemzők számítása, a tűrésmező és a szórás összevetése, Cm, Cmk érték megállapítása 15/Olvasott szöveg feladattal vezetett feldolgozása, 10/Információk feladattal vezetett rendszerezése, 5/Szöveges előadás egyéni felkészüléssel, 20/Hallott szöveg feladattal vezetett feldolgozása, 50/Hallott szöveg feldolgozása jegyzeteléssel, 15/Olvasott szöveg feladattal vezetett feldolgozása, 10/Információk feladattal vezetett rendszerezése, 5/Szöveges előadás egyéni felkészüléssel, 20/Hallott szöveg feladattal vezetett feldolgozása, 50/Hallott szöveg feldolgozása jegyzeteléssel, 28
29 Elméleti óraszám: 0 Elméletigényes gyak. óraszám: 0 Gyakorlati óraszám: 96 Szakmai gyakorlatok II. Óraszám adatok Tanulócsoport jelleg Képzésihelyszín Tanulói tevékenységforma gyakorlati képzési csoport, Szerelőműhely, Kézi forgácsoló műhely, Információk feladattal vezetett rendszerezése, Kiscsoportos szakmai munkavégzés irányítással, Önálló szakmai munkavégzés közvetlen írányítással, Szakmai készség Ismeret alkalmazás Személyes kompetencia Társas kompetencia Módszerkompetencia Feladatkompetencia Síkmértani szerkesztések(a), Mozgáskoordináció (testi Kapcsolatteremtő készség, Pontosság, Önállóság, Előrajzolás(B), Egyengetés(B), ügyesség), Kézügyesség, Testi Irányíthatóság, Felelősségtudat, Kézi és kisgépes forgácsolás(b), erő, Kezdeményezőkészség, Képlékenyalakítás(B), Nyújtás(B), Hajlítás(B), Reszelés fűrészelés köszörülés(c), Fémmegmunkáló kéziszerszámok és kisgépek használata(3), Szabadkézi vázlatkészítés(3), Műszaki táblázatok kezelése(4), Információforrások kezelése(4), Gépipari mérőeszközök használata(5), Munkabiztonsági eszközök felszerelések használata(5), Képlékenyalakítást végez kézi alapműveletekkel (nyújtás egyengetés hajlítás stb.), Darabol kézi és gépi műveletekkel (vágás harapás nyírás lyukasztás), Együttműködik a karbantartási részfeladatok elvégzésében (szerelés alkatrészgyártás felületkezelés), Szakképesítés megfeleltetés Szakképesítés 100%-os megfeleltetés Követelménymodulok megfeleltetés Követelménymodulok 100%-os megfeleltetés Gépgyártástechnológiai technikus (100.0%), Gépgyártástechnológiai technikus, Karbantartási, üzemeltetési, üzembehelyezési feladatok (20.0%), 29
30 Elméleti óraszám: 0, Elméletigényes gyakorlati óraszám: 0, Gyakorlati óraszám: 96, Csoportbontás: igen Témakörök (óraszámok) Tartalmak Tanulói tevékenységformák A továbbhaladás feltételei 108/2.2/ Szerelési alkatrészgyártási feladatok (Gyak.: 54) Gépelemek szerelése - gördülőcsapágyak fel- és leszerelése tengelyvégre/ről és csapágyházba/ból - ékszíjtárcsák, fogaskerekek tengelyre fel és leszerelése, reteszek illesztése - hengeres fogaskerekek és kúpkerekek szerelése - csigahajtómű szerelése, javítása - tengelykapcsolók és kilincsművek szerelése, javítása - fogaskerekes hajtóművek szerelése, javítása Gépek, gépegységek, szerkezetek szerelése, javítása - különféle gépek, gépegységek, szerkezetek szerelésénél, és javításánál alkalmazott szerszámok, készülékek és műszerek - szétszerelés, hibajegyzék összeállítása - hibás alkatrészek javítása, cseréje, összeszerelés - javítás utáni próbaüzemeltetés, főbb paraméterek mérése - jegyzőkönyv készítése a próbaüzemeltetés körülményeiről, a próbaüzemeltetéskor szerzett tapasztalatokról, az észlelt hibákról 40/Önálló szakmai munkavégzés közvetlen írányítással, 40/Kiscsoportos szakmai munkavégzés irányítással, 20/Információk feladattal vezetett rendszerezése, 30
31 Gyártásirányítási feladatok Óraszám adatok Tanulócsoport jelleg Képzésihelyszín Tanulói tevékenységforma Elméleti óraszám: 64 Elméletigényes gyak. óraszám: 0 Gyakorlati óraszám: 0 osztálykeret, Szaktanterem, Hallott szöveg feladattal vezetett feldolgozása, Hallott szöveg feldolgozása jegyzeteléssel, Önálló szakmai munkavégzés közvetlen írányítással, Szakmai készség Ismeret alkalmazás Személyes kompetencia Társas kompetencia Módszerkompetencia Feladatkompetencia Technológiai dokumentációk(a), Felelősségtudat, Önállóság, Udvariasság, Közérthetőség, Kreativitás ötletgazdagság, Gyártási utasítások értelmezése(a), Döntésképesség, Interperszonális rugalmasság, Gyakorlatias feladatértelmezés, A gyártási hibák fajtái és ezek Rendszerező képesség, eredete(b), A gyártási eljárások biztonságtechnikája(b), Működési jellemzők kiszámítása(c), Műszaki táblázatok kezelése(4), Szabadkézi vázlatkészítés(4), Gépkönyv kezelési szerelési karbantartási útmutató használata(4), Gyártási és szerelési technológiai alapadatok kiszámítása(4), Diagram nomogram olvasása értelmezése(4), Szabványok táblázatok használata(5), Gondoskodás a folyamatos termeléshez szükséges anyagsegédanyag- gép- szerszámkészülék- mérőeszköz- és energiaellátásról, Alkatrészgyártás végrehajtásának irányítása, Szerelési tevékenység irányítása, A technológiai fegyelem betartásának folyamatos ellenőrzése, A gyártás során felhasznált anyagok segédanyagok gépek mérőeszközök műszaki paramétereinek folyamatos ellenőrzése, Részvétel a gyárthatósági vizsgálatban, Részvétel a sorozatgyártást megelőző gyártási fázisokban (kísérleti prototípus nullszériás gyártásban), Dokumentációs tevékenység ellátása, Szakképesítés megfeleltetés Szakképesítés 100%-os megfeleltetés Követelménymodulok megfeleltetés Követelménymodulok 100%-os megfeleltetés Gépgyártástechnológiai technikus (100.0%), Gépgyártástechnológiai technikus, Gyártástervezési és -irányítási feladatok (8.0%), 31
32 Elméleti óraszám: 64, Elméletigényes gyakorlati óraszám: 0, Gyakorlati óraszám: 0, Csoportbontás: NEM Témakörök (óraszámok) Tartalmak Tanulói tevékenységformák A továbbhaladás feltételei 108/6.1/ Gyártásirányítási feladatok (Elm.: 64) Gazdasági, pénzügyi és jogi alapfogalmak Vállalati és vállalkozási formák Vállalkozás beindításának hatósági, személyi, tárgyi és pénzügyi feltételei, legfontosabb adójogszabályok Vállalkozói szerződések tartalma és formája Kereslet-kínálat összefüggései Beruházások visszatérülési idejének meghatározása Vállalkozás gazdasági helyzetét meghatározó tényezők Munkahelyszervezés módszerek Minőségszabályozó folyamatok Anyaggazdálkodás folyamatai, a folyamatos anyagellátás feltételei Létszámelemzés módszerei és mutatói A költségcsökkentés aktív és passzív módszerei A számítógépes információs rendszer legfontosabb követelményei Ajánlati terv jellemzői, gyártási ütemtervezés, gyártásprogramozás, számítógépes információs rendszer alkalmazási lehetőségei Munkáltató és a munkavállaló jogai és kötelességei Az alapvető vezetési stílusjegyek Kommunikációs ösztönzési lehetőségek Tárgyalások, értekezletek, megbeszélések levezetésének módszerei A vállalkozói ismeretek oktatása gyakorlati feladathoz (üzleti terv, ajánlati terv, költség/hatékonyság elemzés stb.) kötötten történjen! 30/Önálló szakmai munkavégzés közvetlen írányítással, 50/Hallott szöveg feladattal vezetett feldolgozása, 20/Hallott szöveg feldolgozása jegyzeteléssel, 32
33 Elméleti óraszám: 96 Elméletigényes gyak. óraszám: 96 Gyakorlati óraszám: 0 Gyártástervezés Óraszám adatok Tanulócsoport jelleg Képzésihelyszín Tanulói tevékenységforma osztálykeret, Szaktanterem, csoportbontás, Tanműhely, Hallott szöveg feladattal vezetett feldolgozása, Információk feladattal vezetett rendszerezése, Hallott szöveg feldolgozása jegyzeteléssel, Kiscsoportos szakmai munkavégzés irányítással, Önálló szakmai munkavégzés közvetlen írányítással, Önálló szakmai munkavégzés közvetlen írányítással (szereléstechnológia tervezése), Önálló szakmai munkavégzés közvetlen írányítással (komplex gyártási dokumentáció tervezése), Szakmai készség Ismeret alkalmazás Személyes kompetencia Társas kompetencia Módszerkompetencia Feladatkompetencia Műszaki táblázatok kezelése(4), Gyártási és szerelési technológiai Gázhegesztés biztonsági ismeretei(a), Ívhegesztés Felelősségtudat, Önállóság, Döntésképesség, Pontosság, Közérthetőség, Határozottság, Kezdeményezőkészség, Kreativitás ötletgazdagság, Áttekintő képesség, Gyakorlatias Szerszám és gép kiválasztása, Megmunkálási ráhagyások műveleti alapadatok kiszámítása(4), biztonsági ismeretei(a), Térlátás, Visszacsatolási készség, feladatértelmezés, Következtetési tűrések meghatározása, Az Gépészeti alkatrészrajz készítése(4), Gyártásközi hőkezelések tervezése(4), Technológiai dokumentáció (műveletterv műveleti sorrendterv műveletirányítási terv ábrás műveleti utasítás szerelési utasítás ellenőrzési utasítás stb.) készítése(4), Elő- és félgyártmány kiválasztása a gazdaságos gyártás figyelembevételével(4), Gyártási bázisok kijelölése(5), Szerszámok kiválasztása(5), Szabványok Technológiai dokumentációk(a), Gyártástechnológiai rajzjelek(a), Gépkönyv kezelési szerelési karbantartási útmutatók(a), Elő- és félgyártmány kiválasztási szempontjai(a), Hegesztési rajzjelek varratábrázolások(b), Hőkezelési technológiák(b), Szerelési családfa(b), A bázisok ráhagyások szerepe a gyártási folyamatban(b), Bázis megválasztásának szempontjai bázisváltási műveletek(b), Műszaki Kommunikációs rugalmasság, képesség, Tervezés, Rendszerező képesség, Absztrakt gondolkodás, alkatrészgyártáshoz szükséges anyag félgyártmány szerszám gép készülék mérő- és ellenőrzőeszközök előírása, Az anyag mechanikai tulajdonságainakcélnak megfelelő- megváltoztatását biztosító hőkezelő technológia kiválasztása előírása, Méretlánc számítások, A technológia jellegének megfelelő számítások végzése (szilárdságisúlypontszámítás gazdaságos anyagfelhasználás számítása stb.), táblázatok használata(5), Gépészeti rajzok olvasása értelmezése Technológiai adatok rajz olvasása értelmezése(5), Gyártási eljárások kiválasztása(5), Műveleti ráhagyások tűrések meghatározása(5), készítése(b), Oldható kötések jellemzői(b), Nemoldható kötések jellemzői és készítésének technológiája berendezései eszközei(b), A gyártási eljárások biztonságtechnikája(b), A forgácsoló eljárások alkalmazási területei szerszámai gépei főbb paraméterei az elérhető pontosság felületi érdesség lehetőségei(b), Üregelés (húzó marás)(b), Finomfelületi megmunkáló meghatározása, Hűtő- és kenőanyag kiválasztása, A géprajz valamint a gépgyártástechnológia jelképes ábrázolásainak alkalmazása, A gyártás technológiai folyamatának összeállítása, Technológiai dokumentáció (műveletterv műveleti sorrendterv műveletirányítási terv ábrás műveleti utasítás ellenőrzési utasítás stb.) készítése, Szerelési dokumentáció összeállítása, 33
34 Szakmai készség Ismeret alkalmazás Személyes kompetencia Társas kompetencia Módszerkompetencia Feladatkompetencia eljárások(b), Szerelési technológiák(b), Általános fizikai jellemzők kiszámítása(c), Egyéb különleges megmunkálások(c), Fogazás(C), Szilárdsági számítások végzése a MKGS rendszerben, A gyártásra szerelési és javítási technológiára vonatkozó munka- baleset- tűz- és környezetvédelmi utasítások előírása, Szakképesítés megfeleltetés Szakképesítés 100%-os megfeleltetés Követelménymodulok megfeleltetés Követelménymodulok 100%-os megfeleltetés Gépgyártástechnológiai technikus (100.0%), Gépgyártástechnológiai technikus, Gyártástervezési és -irányítási feladatok (31.0%), Elméleti óraszám: 96, Elméletigényes gyakorlati óraszám: 96, Gyakorlati óraszám: 0, Csoportbontás: igen Témakörök (óraszámok) Tartalmak Tanulói tevékenységformák A továbbhaladás feltételei 108/4.1/ Forgácsoló eljárások tervezése (Elm.: 36) - A művelettervezés okmányai, ügyvitele - A műveleti utasítások tartalma, rovatai, kidolgozása A helyzetmeghatározás és a bázisok szerepe - a bázisok fogalma, fajtái - a bázisválasztás szempontjai, bázisválasztási hibák - a technológiailag helyes konstrukció - a helyzetmeghatározás célja, szabályai, fokozatai - a helyzetmeghatározással kapcsolatos bázisok és hibák Méretláncok törvénye - a méretlánc fogalma, méretláncfajták - a méretláncok általános törvényei - a méretek és tűrések átszámításának oka, az átszámítás - a méretláncmegoldás módszerei A ráhagyás - a ráhagyás fogalma, fajtái, jelentősége - a ráhagyást befolyásoló tényezők - a munkadarab ráhagyásszámításának elve Gyártásközi hőkezelések tervezése Az üregelés, köszörülés, fogazás, finomfelületi megmunkálások, egyéb különleges anyagszétválasztó eljárások (elektrofizikai, elektrokémiai, ultrahangos, lézeres, elektronsugaras, plazmasugaras) forgácsolási adatai, szerszámai, kiválasztásuk szempontjai A gazdaságos technológiai adatok kiválasztása táblázatból Elérhető pontosság és felületi érdesség Az MKGSrendszer elemeinek terhelésvizsgálata Kenőanyagok, a hűtőanyagok, a hűtő-kenő anyagok kiválasztása; Biztonságtechnikai követelmények előírása A forgácsoló erő-, teljesítményszükséglet és gépi idő számítása Művelettervezés Üregelőszerszám tervezése 80/Önálló szakmai munkavégzés közvetlen írányítással, 20/Kiscsoportos szakmai munkavégzés irányítással, 108/5.2/ Gyártástervezés elmélete (Elm.: 46) A gyártáselőkészítés feladatai A technológiai folyamat, a technológiai és a gazdaságossági követelmények, gyártási rendszerek összefüggése A technológiai tervezés előkészítése, a gyártás technikai feltételeinek meghatározása Az alkatrész elemzése funkcionális és gyárthatósági szempontból A gazdaságosság 30/Önálló szakmai munkavégzés közvetlen írányítással, 50/Hallott szöveg feladattal vezetett feldolgozása, 20/Hallott szöveg feldolgozása jegyzeteléssel, 34
35 Témakörök (óraszámok) Tartalmak Tanulói tevékenységformák A továbbhaladás feltételei figyelembevételével az előgyártmány kiválasztása A technológiai folyamat elvi vázlatának kidolgozása, amelynek során elemzi - az alkatrész rajzán szereplő előírásokat, - az egyes gyártási eljárásokkal teljesíthető paramétereket - a szükséges technikai és gazdasági feltételeket A technológiai folyamat műveleti sorrendjének, a technológiai folyamatot alkotó egyes műveletek megtervezése Az egyes műveletek előtti állapot meghatározása a szükséges ráhagyások, hozzáadások, valamint műveleti méretek és tűrések felvételével Bázisválasztás, a technológiai bázisok megkülönböztetése alakjuk, megmunkáltsági fokuk, létesítési módjuk szerint, bázisváltás számítása A munkadarab helyzetmeghatározása, befogási módja A szerszám típusának, anyagának, méretének kiválasztása A gyártás során leggyakrabban előforduló hibák és azok mértéke A munkadarab-készülék-gépszerszám-rendszer deformációja Speciális gyártóeszközhöz előtervkészítése Közbenső ellenőrző mérőeszközök kiválasztása Technológiai paraméterek kiválasztása és számítása Fő- és mellékidők kiszámítása Jellegzetes megmunkálási módokhoz az alkalmazandó technológia előírása: - külső hengeres felületek nagyoló, simító és finommegmunkálásához - furatok és furatrendszerek nagyoló, simító és finommegmunkálásához - sík felületek nagyoló, simító és finomfelületi megmunkálásához - alakos felületek nagyoló, simító és finom megmunkálásához A technológiai folyamatban a hőkezelések helyének megtervezése A gyártásautomatizálás irányai, lehetőségei A gyártástervezés dokumentációi 108/4.2/ Szereléstechnológiák (Elm.gyak.: 18) A szerelés alapfogalmai - a gyártási és a szerelési költségek kapcsolata - a szerelési családfa felépítése, elemei - a szerelési vázlat - szerelési módszerek - a szerelés szervezése - a szerelőüzemek tervezésének szempontjai Jellegzetes szerelési eljárások technológiája, szerszám, eszköz és segédanyag-szükséglete, alkalmazási területe - sajtolókötés - zsugorkötés - anyaggal- és alakkal záró kötések - csavarkötés Hegesztés, forrasztás - a hegesztés és a hegeszthetőség fogalma - a hegesztési varrat és a kötés kialakulása, a varratfém kristályosodása, hegesztési feszültségek, hegesztési hibák - a hegesztő eljárások csoportosítása - a hegesztés biztonságtechnikája Gázhegesztés, lángvágás Villamos ívhegesztés Ellenálláshegesztés Forrasztás Jellegzetes gépelemek szerelési szempontjai, szerelés közbeni ellenőrzés - tengelykapcsolók szerelése - sikló és gördülőcsapágyak szerelése - fogaskerekek, csiga és csigakerék szerelése Kiegyensúlyozás (célja, fajtái) A szerelés gépei Szerelési tervek készítése - szerelési sorrendterv - szerelési műveletterv - szerelési műveleti utasítás Anyagmozgatás szereléskor A szerelőmunkák minőségi ellenőrzése, végellenőrzés Biztonságtechnika 30/Önálló szakmai munkavégzés közvetlen írányítással (szereléstechnológia tervezése), 50/Hallott szöveg feladattal vezetett feldolgozása, 20/Hallott szöveg feldolgozása jegyzeteléssel, 35
36 Témakörök (óraszámok) Tartalmak Tanulói tevékenységformák A továbbhaladás feltételei 108/5.1/ Gyártástervezési Közbenső ellenőrző mérőeszközök kiválasztása Technológiai 65/Önálló szakmai munkavégzés közvetlen írányítással (komplex gyakorlatok (Elm.gyak.: 84) paraméterek kiválasztása és számítása Fő- és mellékidők kiszámítása gyártási dokumentáció tervezése), Jellegzetes megmunkálási módokhoz az alkalmazandó technológia előírása: - külső hengeres felületek nagyoló, simító és 20/Kiscsoportos szakmai munkavégzés irányítással, 15/Információk feladattal vezetett rendszerezése, finommegmunkálásához - furatok és furatrendszerek nagyoló, simító és finommegmunkálásához - sík felületek nagyoló, simító és finomfelületi megmunkálásához - alakos felületek nagyoló, simító és finom megmunkálásához A technológiai folyamatban a hőkezelések helyének megtervezése Jellegzetes gyártmányok gyártástervezése Adott munkadarabhoz műveletterv, adott gyártási eljáráshoz műveleti utasítás készítése 36
37 Elméleti óraszám: 64 Elméletigényes gyak. óraszám: 64 Gyakorlati óraszám: 0 Korszerű forgácsoló eljárások Óraszám adatok Tanulócsoport jelleg Képzésihelyszín Tanulói tevékenységforma osztálykeret, csoportbontás, Szaktanterem, CNC labor, CNC-tanműhely, CNC tanműhely, Hallott szöveg feladattal vezetett feldolgozása, Olvasott szöveg feladattal vezetett feldolgozása, Információk feladattal vezetett rendszerezése, Hallott szöveg feldolgozása jegyzeteléssel, Kiscsoportos szakmai munkavégzés irányítással, Önálló szakmai munkavégzés közvetlen írányítással, Szakmai készség Ismeret alkalmazás Személyes kompetencia Társas kompetencia Módszerkompetencia Feladatkompetencia Technológiai dokumentáció Koordináta-rendszerek típusai(b), Felelősségtudat, Önállóság, Kapcsolatteremtő készség, Kreativitás ötletgazdagság, Felhasználói programok (CAD (műveletterv műveleti sorrendterv műveletirányítási terv ábrás műveleti utasítás szerelési utasítás ellenőrzési utasítás stb.) készítése(4), Koordinátarendszerek szerszámgéphez rendelésének szabályai(4), Egyszerű megmunkáló programok írása(4), Felhasználói programok alkalmazása(4), Technológiai információk programozása(5), Szerszámkorrekció meghatározása(5), Nullponteltolás meghatározása(5), CNC-szerszámgépek vonatkoztatási Pontosság, Térlátás, pontjai(b), Kapcsolat a koordinátarendszerek között(b), Nullponteltolás fogalma(b), Szerszámkorrekció fogalma(b), CNC-program fogalma a programok felépítése(b), Relatív szerszámmozgás(b), DIN szabvány utasításai(b), Technológiai információk programozása(b), Egyszerű megmunkáló programok írása(b), Az adatátviteli rendszer felépítése(b), Adatátvitel a számítógépről a CNCszerszámgépre(B), Adatátvitel a CNC-szerszámgépről a számítógépre(b), Számítógéphasználat(B), Élsugárkorrekció és alkalmazásának szabályai(b), Koordináta transzformációk(b), Számítógéppel integrált gyártás (CIM) főbb moduljai ezek feladata(b), Marósugár-korrekció és alkalmazásának szabályai(b), Felhasználói programok(c), Hagyományos és CNCszerszámgépek(C), Szerszámgépvezérlések típusai(c), Udvariasság, Közérthetőség, Határozottság, Interperszonális rugalmasság, Visszacsatolási készség, Kapcsolatfenntartó készség, Áttekintő képesség, Gyakorlatias feladatértelmezés, Lényegfelismerés (lényeglátás), Tervezés, Rendszerező képesség, Absztrakt gondolkodás, CAD-CAM irodai programcsomag stb.) használata, CNC-program készítése, 37
38 Szakképesítés megfeleltetés Szakképesítés 100%-os megfeleltetés Követelménymodulok megfeleltetés Követelménymodulok 100%-os megfeleltetés Gépgyártástechnológiai technikus (100.0%), Gépgyártástechnológiai technikus, Gyártástervezési és -irányítási feladatok (23.0%), 108/3.1/ CNC-forgácsolás alapjai (Elm.: 36) Elméleti óraszám: 64, Elméletigényes gyakorlati óraszám: 64, Gyakorlati óraszám: 0, Csoportbontás: igen Témakörök (óraszámok) Tartalmak Tanulói tevékenységformák A továbbhaladás feltételei A tananyagegység ismertesse meg a számjegyvezérlésű gépek 15/Olvasott szöveg feladattal vezetett feldolgozása, programozásának alapjait. Témái alapozzák meg a gyártástervezési 15/Információk feladattal vezetett rendszerezése, ismereteket és a gyakorlati szaktárgyakat Ismertesse a DIN /Hallott szöveg feladattal vezetett feldolgozása, utasításkészletét, nem feladata konkrét vezérlés utasításnyelvének 20/Hallott szöveg feldolgozása jegyzeteléssel, megismertetése. A számjegyvezérlés ilyen általános megismertetése és alapos begyakorlása elősegíti a különböző vezérlésekhez való gyors alkalmazkodást Az alábbi feladatokat kell végrehajtani: - ismertetni a gépiparban alkalmazott NC-CNC vezérlések programozásának általános szabályait - ismertetni a kontúrleírás lehetőségeit A tananyagegység témakörei: NC-CNC-technika Geometriai információk meghatározása CNC-programozás Méretmegadási módok - abszolút - növekményes (inkrementális) A CNC-gépek koordináta-rendszerei - a koordinátarendszer helyzete a jellegzetes szerszámgépeken A CNC-gépek jellegzetes pontjai - Nullpontfelvétel, nullponteltolás Szerszámkorrekció Útinformációk jellegzetes mozgástípusoknál és gépeknél - Útinformációk számítása pályavezérlésnél, az egyentávolságú pálya A DIN utasításkészlete - programtechnikai utasítások, segédfunkciók: M speciális karakterek: %; (; ); / - útfeltételek (előkészítő funkciók): G - útinformációk: (előjel) X; Y; Z - interpolációs paraméterek: I; J; K - technológiai utasítások: F; S; T A mondatfelépítés szabályai - öröklődő utasítások - nem öröklődő utasítások CNC technológiai dokumentációk (programlap, szerszámlista, munkaterv), kitöltésük módja 108/3.3/ Integrált számítógépes gyártás (Elm.: 18) Egy CAD/CAM-oktató szoftveren keresztül ismertesse meg a tanulókkal: - a számítógéppel segített tervezés és gyártás alapelemeit - a munkadarabok oktatószoftveren történő számítógépes grafikus rajzolásának lehetőségeit, hardver és szoftver alapjait - a gyártási részben az oktató számítógépes szoftverrel a megmunkáló program elkészítését, szimulációs és adatátviteli lehetőségeit - az oktató szoftver segítségével munkadarabok CAD/CAM-gyártásifoyamat lépéseit A CIM - gyártócella: - az automatizált gyártás bemutatása, egy CIM-rendszeren történő emberi kéz érintése nélküli munkadarabgyártás folyamata - a munkadarabok tervezési, gyártási, ellenőrzési lépései, megvalósításának lehetséges módjai - áttekintés 60/Önálló szakmai munkavégzés közvetlen írányítással, 20/Kiscsoportos szakmai munkavégzés irányítással, 20/Hallott szöveg feladattal vezetett feldolgozása, 38
39 Témakörök (óraszámok) Tartalmak Tanulói tevékenységformák A továbbhaladás feltételei egy adott CAD/CAM-program felépítéséről, alkalmazásának előnyeiről egy gyártócellában készítendő darab megmunkálásakor - több CNC-gép összekapcsolási feltételei, ipari robottal történő gépkiszolgálás alapvető megoldásai A számítógéppel vezérelt gyártás szakkifejezéseinek definíciója ( CIM, CAD, CAE, CAP, CNC, CAM, CAQ, PPS, CAD/CAM-rendszer) - az egyes gyártmányok, gyártócellák végtermékeinek CAD/CAM tervezése, gyártási folyamat meghatározása - CNC-gépek CAD/CAMcsatolása, beállítási, paraméterezési, szerszámozási alapismeretek - FMS-alkatrészprogramok készítése integrált CAD/CAMtervezőrendszerekkel PPS - az egyes munkadarabok termelési folyamatba illesztése: termelékenységi, jövedelmezőségi kérdések elemzése FMS Az FMS mint a CIM alrendszere Egy teljes CIMrendszer elemzése 108/3.2/ CNC-program készítése (Elm.gyak.: 18) Jellegzetes megmunkálási feladatok programozása - fúrás, furatmegmunkálás - esztergálás Ciklusok (nagyoló ciklus) - menetvágó ciklus - beszúrás programozása - simító esztergálás Pályavezérlésű marógép programozása Technológiai dokumentáció (felfogási terv, szerszámútterv stb.) készítése CNC-program készítése 80/Önálló szakmai munkavégzés közvetlen írányítással, 20/Kiscsoportos szakmai munkavégzés irányítással, 39
40 Elméleti óraszám: 128 Elméletigényes gyak. óraszám: 128 Gyakorlati óraszám: 0 CNC gépkezelés Óraszám adatok Tanulócsoport jelleg Képzésihelyszín Tanulói tevékenységforma osztálykeret, csoportbontás, Szaktanterem, CNC labor, CIM labor, Hallott szöveg feladattal vezetett feldolgozása, Olvasott szöveg feladattal vezetett feldolgozása, Információk feladattal vezetett rendszerezése, Hallott szöveg feldolgozása jegyzeteléssel, Szöveges előadás egyéni felkészüléssel, Kiscsoportos szakmai munkavégzés irányítással, Önálló szakmai munkavégzés közvetlen írányítással, Szakmai készség Ismeret alkalmazás Személyes kompetencia Társas kompetencia Módszerkompetencia Feladatkompetencia Kézi forgácsoló szerszámok Programmegszakítás és-újraindítás Felelősségtudat, Önállóság, Kapcsolatteremtő készség, Logikus gondolkodás, Kreativitás Ellenőrzi a CNC-gép használata(4), Pozicionálás a szerszámgépeken(4), Folyamatképesség-vizsgálat(4), Szerszámgépek üzemeltetése(4), Felhasználói programok alkalmazása(4), Szerszám- és munkadarabbefogó készülékek használata(4), Szerszámkorrekció megadása a szerszámgépeken szerszámkorrekció-tárak írása(5), Szerszámbemérés(5), Grafikus ellenőrzés(5), Gépi forgácsoló szerszámok(5), Hosszmérő és ellenőrző eszközök(5), szabályai(a), CNC-megmunkáló gép kezelőelemei(a), Szerszámkorrekció módosítása programból(a), Nullponteltolás meghatározása(a), Referenciapont felvétele(a), Szerszámkorrekció meghatározásának módjai(a), Biztonsági elemek(a), Az ellenőrzés végrehajtása(a), A grafikus ellenőrzés szabályai(a), Beállítások(B), Az ellenőrzés paramétereinek beállítása(b), Az üzemmód kiválasztása(b), Tapasztalatok hasznosítása(b), A munkadarab legyártása(b), A munkadarabok méretének beállítási módszerei (korrekciózás)(b), Nullpontmeghatározás helyességének ellenőrzése(b), Pozíciókijelző jelentése a szerszámgépeken(b), Szerszámbemérés végrehajtása(b), Szerszámkorrekció fogalma(b), Szerszámbemérés helyességének ellenőrzése(b), Kopáskorrekcióértéktárak(B), Adatátvitel a számítógépről a CNCszerszámgépre(B), Adatátvitel a CNC-szerszámgépről a számítógépre(b), Összetett ciklusok Pontosság, Térlátás, Udvariasság, Közérthetőség, Határozottság, Interperszonális rugalmasság, Kezdeményezőkészség, Visszacsatolási készség, Kommunikációs rugalmasság, Kapcsolatfenntartó készség, Döntésképesség, ötletgazdagság, Gyakorlatias feladatértelmezés, Ismeretek helyén való alkalmazása, Tervezés, Rendszerező képesség, Emlékezőképesség (ismeretmegőrzés), Kritikus gondolkodás, Absztrakt gondolkodás, működőképességét, Ellenőrzi a szerszámkorrekció-értéktárak kopáskorrekció-értéktárak adatait, Ellenőrzi a nullpont-tároló tartalmát a megadott nullponteltolás értékét, Ellenőrzi a megmunkálás CNCprogramját szükség esetén módosítást végez, Szükség esetén beavatkozik a gép működésébe esetleg megszakítja a program futását, Szükség szerint kopáskorrekciót alkalmaz, Szükség szerint lapkát vagy szerszámot cserél, Szükség esetén eltávolítja a forgácsot a gép munkateréből, Forgácskihordót kezel, A széria lefutása után a megmunkálótérből eltávolítja a szerszámokat és a készülékeket, Felveszi a munkadarab nullpontját, Programfuttatást végez forgácsolás nélkül, Számítógéppel támogatott sorozatméréseket végez (SPC), Folyamatképesség-vizsgálatot végez, Magas automatizáltsági fokú szerszámgépeket gyártócellákat kezel kiszolgál, Beállítja a CNCgépet az új munkadarab gyártására, Bonyolult megmunkáló programot betölt mágneslemezről vagy 40
41 Szakmai készség Ismeret alkalmazás Személyes kompetencia Társas kompetencia Módszerkompetencia Feladatkompetencia (felületek láncolása)(b), Szabályozó felhúzó ciklusok(b), Alprogramtechnika alkalmazásának szerepe(b), Alprogramok alkalmazásának esetei(b), Alprogramok szervezése hívása zárása(b), Szerszámtartók szerszámbefogók(b), A minőségirányítási kézikönyv tartalma fő fejezetei(b), Minőségtanúsítás a gyártási folyamatokban(b), Számítógéphasználat(B), Szerszámcserélő berendezések revolverfejek(b), Nullponteltolás megadása a szerszámgépeken nullpont-tárolók(b), Szerszámkorrekció megadása a szerszámgépeken szerszámkorrekció-tárak(b), CNCszerszámgépek mérőrendszerei(b), Szerszámkorrekció-értéktárak kezelése(b), Mérőlapok termékkísérő lapok bárcák feliratozás stb.(b), Nullpont-tároló kezelése(b), Ciklusok alkalmazása(b), számítógépes adatátviteli rendszeren keresztül, Grafikusan ellenőrzi a megmunkáló programot, Szükség esetén módosítja az általa írt megmunkáló programot, Szükség esetén módosítja a szerszámkorrekciókat a nullponteltolás adatait a technológiai paramétereket, Ellenőrzi a megmunkáló szerszámok szerszámtartók forgácsoló lapkák állapotát rögzítettségét használhatóságát, Robotkarokat munkadarab elkapót kezel, Szakképesítés megfeleltetés Szakképesítés 100%-os megfeleltetés Követelménymodulok megfeleltetés Követelménymodulok 100%-os megfeleltetés Gépgyártástechnológiai technikus (100.0%), Gépgyártástechnológiai technikus, CNC gépkezelés (100.0%), CNC gépkezelés, 41
42 Elméleti óraszám: 128, Elméletigényes gyakorlati óraszám: 128, Gyakorlati óraszám: 0, Csoportbontás: igen Témakörök (óraszámok) Tartalmak Tanulói tevékenységformák A továbbhaladás feltételei 108/1.1/ Korszerű gyártógépek (Elm.: 64) 108/1.3/ Programkészítés betöltés I. (Elm.: 96) 108/1.6/ Egyéb gyártásközi műveletek ismertetése (Elm.: 18) CNC-gép felépítése, működése - a CNC-gépek főbb részegységei - részegységek működése, egymáshoz kapcsolódása - az adott CNCszerszámgép paraméterei A vezérlés felépítése, működése - a vezérlés főbb részei - a vezérlő kezelése - a vezérlő üzenetei FMSalapok - FMS-megmunkáló cellák - FMS-szerszámozás, készülékezés - anyag- szerszám- forgács- hulladék szállítás - palettázórendszerek - raktárak alapformái, elhelyezési lehetőségek Gyártócella felépítése - INPUT-elem: nyers-, illetve félkész munkadarab, termék - rendszerirányító számítógép, számítógéphálózatok - megmunkáló CNC-gépek - ellenőrző, mérőpontok - érzékelők, szenzorok - kiszolgáló, mozgató elemek - egyéb periférikus kiegészítő berendezések - OUTPUT-elem: kész-, illetve az önálló cellából kimenő félkész termék Anyag és szerszámmozgatás - szállítószalagok, konvejorok - manipulátorok, ipari robotok, szellemkocsik - átmeneti (puffer) tárolók - mdb.,szerszámazonosítási lehetőségek - hűtő- kenőfolyadék, rendszerkenés, hulladékanyagok, forgács szállítása Cella CNCgépeinek ismertetése - CNC-géptípusok, jellemzőik - programozási sajátosságok - rendszerbe illesztési (INPUT-OUTPUT) jelek ismertetése - adatátviteli beállítások Cella kiszolgáló robot - betanítási, programozási mód ismertetése - adat, programkezelés, továbbítás, tárolás lehetőségei - robot érzékelők fajtái, működésük, bekötési jellemzőik - munkadarab-, szerszám-megfogó szerkezetek - egyéb (pl. szerelőrobotok) Szimulációs szoftver, vezérlésszimulátor - az adott szimulációs szoftver filozófiája, felépítése és kezelése - az adott vezérlésszimulátor beüzemelése, kezelése programbeviteli, tesztelési szinten A vezérlés utasításkészlete - kapcsolási információk - útinformációk - egyéb címek Kontúrleírások - kontúrpontok meghatározása - lineáris interpolációk - körinterpolációk - letörések, lekerekítések - adott vezérlésen kontúrpont-számítások Ciklusok, nullponteltolások - az adott vezérlésen alkalmazható ciklusok jellemzése, működése - nullponteltolások fogalma, lehetőségei, alkalmazásuk Szimulációs szoftver, vezérlés-szimulátor - az adott szimulációs szoftver filozófiája, felépítése és kezelése - az adott vezérlés-szimulátor beüzemelése, kezelése programbeviteli, tesztelési szinten Cm Cmk-érték megállapítása, - átlag-terjedelem kártya - mediánterjedelem kártya A gép napi karbantartási igénye 15/Olvasott szöveg feladattal vezetett feldolgozása, 10/Információk feladattal vezetett rendszerezése, 5/Szöveges előadás egyéni felkészüléssel, 20/Hallott szöveg feladattal vezetett feldolgozása, 50/Hallott szöveg feldolgozása jegyzeteléssel, 30/Önálló szakmai munkavégzés közvetlen írányítással, 40/Információk feladattal vezetett rendszerezése, 10/Szöveges előadás egyéni felkészüléssel, 20/Hallott szöveg feladattal vezetett feldolgozása, 40/Önálló szakmai munkavégzés közvetlen írányítással, 40/Kiscsoportos szakmai munkavégzés irányítással, 20/Információk feladattal vezetett rendszerezése, 108/1.2/ A CNCszerszámgépek kezelési műveletei (Elm.gyak.: 36) CNC-szerszámgép kezelési műveletei A szerszámgép üzembehelyezése Az üzemmódok jellemzői és alkalmazása - kézi üzem - nullpontfelvételi üzem - szerszámbemérés üzem - 60/Kiscsoportos szakmai munkavégzés irányítással, 40/Információk feladattal vezetett rendszerezése, 42
43 Témakörök (óraszámok) Tartalmak Tanulói tevékenységformák A továbbhaladás feltételei programszerkesztési üzem - tesztelési üzem - programfuttatási üzem - paraméterek Biztonságtechnikai tudnivalók 108/1.4/ Programkészítés betöltés II. (Elm.gyak.: 5) Külső és belső szerszámbemérési lehetőségek Szerszámbemérés, korrekciós adatok meghatározása 30/Önálló szakmai munkavégzés közvetlen írányítással, 40/Kiscsoportos szakmai munkavégzés irányítással, 30/Információk feladattal vezetett rendszerezése, 108/1.5/ Gyártás CNC-gépen (Elm.gyak.: 65) - a CAD/CAM-folyamatban készített munkadarab legyártása CNCgépen - a CNC-gép beállításai - szerszám(ok) bemérése - program tesztelés - gyártás bemutatása, ellenőrzés esztergálási megmunkálás beállításai, jellemzői - szerszámtípusok - ciklusok: nagyolás, fúrás, menetvágás, beszúrás - kontúr esztergálása marási megmunkálás - fősík kiválasztása - szerszám kiválasztások - nagyolás, üregmarás, gravírozás - horonymarási jellemzők - egyéb megmunkálások 40/Önálló szakmai munkavégzés közvetlen írányítással, 40/Kiscsoportos szakmai munkavégzés irányítással, 20/Információk feladattal vezetett rendszerezése, 43
44 Elméleti óraszám: 32 Elméletigényes gyak. óraszám: 32 Gyakorlati óraszám: 0 Minőségbiztosítás Óraszám adatok Tanulócsoport jelleg Képzésihelyszín Tanulói tevékenységforma osztálykeret, csoportbontás, Tanterem, Szaktanterem, Fémipari alapképző gépiforgácsoló tanműhely, Gépiforgácsoló tanműhely, Forgácsoló (CNC) tanműhely, Forgácsoló műhely, Hallott szöveg feladattal vezetett feldolgozása, Információk feladattal vezetett rendszerezése, Hallott szöveg feldolgozása jegyzeteléssel, Adatgyűjtés géprendszer üzemeléséről, Tapasztalatok utólagos ismertetése szóban, Önálló szakmai munkavégzés felügyelet mellett, Csoportos megbeszélés, Információk feladattal vezetett feldolgozása, Szakmai készség Ismeret alkalmazás Személyes kompetencia Társas kompetencia Módszerkompetencia Feladatkompetencia Minőségbiztosítás(A), Statisztikai Felelősségtudat, Önállóság, Határozottság, Irányíthatóság, Logikus gondolkodás, gyártásellenőrzés(a), Emelő- és Pontosság, Szabálykövetés, Irányítási készség, Körültekintés elővigyázatosság, szállítógépek üzembiztonsági Figyelem-összpontosítás, szabályai(a), Érintésvédelmi Ismeretek helyén való alapismeretek(a), Szerszámok alkalmazása, Rendszerező kézigépek biztonsági ismeretei(a), képesség, Emlékezőképesség Gépüzemeltetés munkabiztonsági (ismeretmegőrzés), szabályai(a), Anyagmozgatás munkabiztonsági szabályai(a), Minőségbiztosítási alapismeretek(b), Szerszámgépek saját pontossági vizsgálata(b), Mérési utasítás(c), Műszaki táblázatok kezelése(3), Információforrások kezelése(3), Gépipari mérőeszközök használata(4), Mérési jegyzőkönyv készítése(4), Műszaki táblázatok kezelése(5), Összetett méret- alakés helyzetmérés(5), Munkabiztonsági eszközök felszerelések használata(5), Diagram nomogram olvasása értelmezése(5), Mérési eredmény megadása(5), Előkészíti a munkafeladat végrehajtását az ahhoz szükséges anyagokat segédanyagokat előre gyártott elemeket gépeket szerszámokat mérőeszközöket felfogó- és befogóeszközöket szállító- és emelőberendezéseket személyi védőfelszereléseket, Gépipari alapméréseket végez (hossz szög merőlegesség stb.), Alak- és helyzetpontossági méréseket végez általános eszközökkel, Alakítja a munkadarabot kézi forgácsoló alapeljárásokkal (fűrészelés reszelés menetkészítés süllyesztés dörzsárazás kéziszerszám-élezés), Alakítja a munkadarabot kézi kisgépes eljárásokkal (darabolás fúrás felülettisztítás kéziszerszámélezés stb.), Alakítja a munkadarabot gépi forgácsoló alapeljárásokkal (esztergálás fúrás marás gyalulás vésés köszörülés), Közreműködik minőségbiztosítási feladatok megvalósításában, Ellenőrzi a munkafeltételeket, Részt vesz a minőségbiztosítási rendszer kidolgozásában, Folyamatosan ellenőrzi a gyártási folyamatokat a 44
45 Szakmai készség Ismeret alkalmazás Személyes kompetencia Társas kompetencia Módszerkompetencia Feladatkompetencia termékmegfelelőség érdekében a minőségbiztosítási rendszer előírásait alkalmazza, Részt vesz a szerszámgépek minőségképességének vizsgálatában, Számítógéppel támogatott sorozatméréseket végez (SPC), Folyamatképességvizsgálatot végez, Szerszámgépek saját pontosssági vizsgálatát végzi, Szakképesítés megfeleltetés Szakképesítés 100%-os megfeleltetés Követelménymodulok megfeleltetés Követelménymodulok 100%-os megfeleltetés Gépgyártástechnológiai technikus (100.0%), Finommechanikai műszerész (33.0%), Gépi forgácsoló (33.0%), Géplakatos (33.0%), Hegesztő (33.0%), Szerkezetlakatos (33.0%), Légtechnikai rendszerszerelő (33.0%), Karosszérialakatos (33.0%), Energiahasznosító berendezés szerelője (33.0%), Gázfogyasztóberendezés- és csőhálózat-szerelő (33.0%), Központifűtés- és csőhálózat-szerelő (33.0%), Vízvezeték- és vízkészülék-szerelő (33.0%), Épületlakatos (33.0%), Szerszámkészítő (33.0%), Hűtő- és klímaberendezés-szerelő, karbantartó (33.0%), Építő- és szállítógép-szerelő (33.0%), Erdőgazdasági gépésztechnikus (33.0%), Mezőgazdasági gépésztechnikus (33.0%), Épületgépész technikus (33.0%), Gépgyártástechnológiai technikus, Mérőtermi feladatok (25.0%), Általános gépészeti technológiai feladatok II. (forgácsoló) (20.0%), Általános gépészeti technológiai feladatok I. (szerelő) (11.0%), 45
46 108/1.3/ Munkabiztonság minőségvédelem (Elm.: 16) Elméleti óraszám: 32, Elméletigényes gyakorlati óraszám: 32, Gyakorlati óraszám: 0, Csoportbontás: igen Témakörök (óraszámok) Tartalmak Tanulói tevékenységformák A továbbhaladás feltételei A műhely rendje, munka- és tűzvédelmi ismeretek rendszerezése Az 20/Tapasztalatok utólagos ismertetése szóban, alkalmazott mérő és ellenőrző eszközök kiválasztása és szakszerű 20/Hallott szöveg feladattal vezetett feldolgozása, használata Az egyes megmunkáló gépek helyes működését 20/Hallott szöveg feldolgozása jegyzeteléssel, meghatározó paraméterek megválasztása A különböző állapotú 40/Információk feladattal vezetett rendszerezése, szerszámokkal és gépekkel elérhető alak- és méretpontosság A helyes technológiai sorrend megválasztásának az elkészült munka minőségére és a termelékenységre kifejtett hatása A gyártás során - a célul kitűzött minőség biztosítása érdekében - a megfelelő számú és a megfelelő jellegű mérések, ellenőrzések elvégzésének fontossága A megmunkált anyagok, a felhasznált gépek, szerszámok és készülékek feladatától függő fő jellemző paramétereinek ellenőrzése, a közöttük lévő összefüggések elemzése, a minőségre kifejtett hatása 108/4.2/ Minőségbiztosítás kiegészítő ismeretei (Elm.: 46) 108/4.1/ Minőségbiztosítási módszerek (Elm.gyak.: 18) A minőség-ellenőrzés és a minőségbiztosítás alapjai A minőségbiztosítási rendszer és szabványos követelményei A teljes körű minőségbiztosítás, a minőségdokumentáció A módszerek kialakulása, tudományos alapja, gazdaságossága, előnyei a hagyományos módszerekkel szemben Alkalmazási területek - tömegcikkek átvételi ellenőrzése - tömegcikkek, sorozatban gyártott termékek minőségének szabályozása, gyártásközi ellenőrzése (SPC) Gépek, berendezések minőségképességének vizsgálata Minőségvizsgálati módszerek Statisztikai módszerek Megbízhatóság Minőséget támogató módszerek (5S, 3G, brainstorming, Paretoelemzés, Isikawa diagram stb.) Minőségtervezés Tömegcikkek matematikai, statisztikai gyártásszabályozása: előzetes adatfelvétel, statisztikai jellemzők, a mért értékek átlaga, mediánja, terjedelme, szórása Ellenőrzési határok, beavatkozási határok, ellenőrzési kártyák, szabályozó kártyák A korszerű számítógépes eszközök bemutatása, gyakorlás Gépek, berendezések minőségképességének vizsgálata: géppontossági vizsgálatok, geometriai méretek, alakhűség, helyzetek, mozgáspályák pontosságának vizsgálata (nem statisztikai módszer) Minőségképesség vizsgálat elve, menete: gép beállítása, próbasorozat gyártása, vizsgált jellemző mérése, statisztikai jellemzők számítása, a tűrésmező és a szórás összevetése, Cm Cmk érték megállapítása A munka számítógépes támogatása 20/Csoportos megbeszélés, 40/Információk feladattal vezetett rendszerezése, 40/Információk feladattal vezetett feldolgozása, 20/Adatgyűjtés géprendszer üzemeléséről, 40/Önálló szakmai munkavégzés felügyelet mellett, 40/Információk feladattal vezetett rendszerezése, 46
47 Elméleti óraszám: 24 Elméletigényes gyak. óraszám: 8 Gyakorlati óraszám: 0 Konfirmálás Óraszám adatok Tanulócsoport jelleg Képzésihelyszín Tanulói tevékenységforma osztálykeret, Szaktanterem, csoportbontás, Mérőszoba, Információk feladattal vezetett rendszerezése, Információk rendszerezése mozaikfeladattal, Kiscsoportos szakmai munkavégzés irányítással, Önálló szakmai munkavégzés felügyelet mellett, Szakmai készség Ismeret alkalmazás Személyes kompetencia Társas kompetencia Módszerkompetencia Feladatkompetencia Mérési hiba mérési Felelősségtudat, Kézügyesség, Határozottság, Irányíthatóság, Logikus gondolkodás, Ismeretek bizonytalanság(b), Metrológiai Pontosság, Stabil kéztartás, Irányítási készség, helyén való alkalmazása, számítások(b), Mérőeszközök Rendszerező képesség, alkalmassági vizsgálatának Emlékezőképesség ismerete(b), Számítógépalkalmazás (ismeretmegőrzés), Kritikus lehetőségeinek ismerete gondolkodás, használata a műszaki dokumentációk készítésénél(b), Metrológiai számítások(4), Gépipari mérőeszközök használata(5), Mérési eredmény megadása(5), Műszaki táblázatok kezelése(5), Mérőeszközök dokumentációját vezeti, A gyártás során használt valamennyi mérőeszköz nyilvántartását metrológiai konfirmálását vezeti (kalibrálás a szükséges beszabályozás és javítás az azt követő újrakalibrálás valamint az igényelt lezárás címkézés)., Szakképesítés megfeleltetés Szakképesítés 100%-os megfeleltetés Követelménymodulok megfeleltetés Követelménymodulok 100%-os megfeleltetés Gépgyártástechnológiai technikus (100.0%), Gépgyártástechnológiai technikus, Mérőtermi feladatok (25.0%), Elméleti óraszám: 24, Elméletigényes gyakorlati óraszám: 8, Gyakorlati óraszám: 0, Csoportbontás: igen Témakörök (óraszámok) Tartalmak Tanulói tevékenységformák A továbbhaladás feltételei 108/3.1/ Konfirmálási Egyszerű hosszmérő eszközök kalibrálása (tolómérő, mikrométer, 60/Önálló szakmai munkavégzés felügyelet mellett, gyakorlatok (Elm.gyak.: 18) mérőóra) 40/Információk feladattal vezetett rendszerezése, 108/3.2/ Konfirmálási gyakorlatok kiegészítő ismeretei (Elm.: 18) A mérések pontossága Mérésügyi alapfogalmak (országos etalon, használati etalon, hitelesítés, kalibrálás, joghatással járó mérés) Mérőeszközök alkalmassági vizsgálata Kalibrálás Konfirmálás A mérőeszköz dokumentációja A mérésügyi tevékenység mint a minőségbiztosítás része Tolómérő kalibrálásának menete Mikrométer kalibrálásának menete Mérőóra kalibrálása 40/Kiscsoportos szakmai munkavégzés irányítással, 20/Információk rendszerezése mozaikfeladattal, 40/Információk feladattal vezetett rendszerezése, 47
48 Munka környezet és egészségvédelem gyakorlat Óraszám adatok Tanulócsoport jelleg Képzésihelyszín Tanulói tevékenységforma Elméleti óraszám: 0 Elméletigényes gyak. óraszám: 32 Gyakorlati óraszám: 0 gyakorlati képzési csoport, Szaktanterem, Csoportos helyzetgyakorlat, Szakmai készség Ismeret alkalmazás Személyes kompetencia Társas kompetencia Módszerkompetencia Feladatkompetencia Elsősegélynyújtás(4), Tűzoltó berendezések eszközök(a), Felelősségtudat, Döntésképesség, Határozottság, Irányíthatóság, Körültekintés elővigyázatosság, Gondoskodik elsősegélynyújtó és Munkabiztonsági eszközök felszerelések használata(5), Tűzkár bejelentése(a), Elsősegélynyújtási ismeretek(a), Tűzvédelmi ismeretek(a), Szabálykövetés, Irányítási készség, Lényegfelismerés (lényeglátás), Tervezési képesség, tűzoltó eszközökről, Jelzi a tüzet részt vesz az oltásban, Részt vesz a mentésben elsősegélyt nyújt, Szakképesítés megfeleltetés Szakképesítés 100%-os megfeleltetés Követelménymodulok megfeleltetés Követelménymodulok 100%-os megfeleltetés Energiatermelő és -hasznosító technikus (400.0%), Finommechanikai műszerész (100.0%), Autógyártó (100.0%), Háztartási gépgyártó (100.0%), Gépi forgácsoló (100.0%), Géplakatos (100.0%), Hegesztő (100.0%), Járműfényező (100.0%), Karosszérialakatos (100.0%), Ipari nemesfém-megmunkáló (100.0%), Energiahasznosító berendezés szerelője (100.0%), Gázfogyasztóberendezés- és csőhálózat-szerelő (100.0%), Központifűtés- és csőhálózat-szerelő (100.0%), Vízvezeték- és vízkészülék-szerelő (100.0%), Útépítő (100.0%), Vasúti pályamunkás (100.0%), Korrózió elleni védőbevonat készítője (100.0%), Szerszámkészítő (100.0%), Vegyi- és kalorikusgép szerelő és karbantartó (100.0%), Gáz- és tüzeléstechnikai műszerész (100.0%), Gépgyártástechnológiai technikus (100.0%), Erdőgazdasági gépésztechnikus (100.0%), Mezőgazdasági gépésztechnikus (100.0%), Építő- és szállítógép-szerelő (100.0%), Épületgépész technikus (100.0%), Hídépítő és -fenntartó technikus (100.0%), Útépítő és -fenntartó technikus (100.0%), Finommechanikai műszerész, Autógyártó, Háztartási gépgyártó, Gépi forgácsoló, Géplakatos, Hegesztő, Járműfényező, Karosszérialakatos, Ipari nemesfém-megmunkáló, Energiahasznosító berendezés szerelője, Gázfogyasztóberendezés- és csőhálózat-szerelő, Központifűtés- és csőhálózat-szerelő, Vízvezeték- és vízkészülék-szerelő, Útépítő, Vasúti pályamunkás, Korrózió elleni védőbevonat készítője, Szerszámkészítő, Vegyi- és kalorikusgép szerelő és karbantartó, Gáz- és tüzeléstechnikai műszerész, Gépgyártástechnológiai technikus, Erdőgazdasági gépésztechnikus, Mezőgazdasági gépésztechnikus, Építő- és szállítógép-szerelő, Épületgépész technikus, Hídépítő és -fenntartó technikus, Útépítő és -fenntartó technikus, Vasútépítő és -fenntartó technikus, Általános gépészeti munka-, baleset-, tűz- és környezetvédelmi feladatok (36.0%), Közlekedésépítő közös feladatok (17.0%), 48
49 Szakképesítés megfeleltetés Szakképesítés 100%-os megfeleltetés Követelménymodulok megfeleltetés Követelménymodulok 100%-os megfeleltetés Vasútépítő és -fenntartó technikus (100.0%), Elméleti óraszám: 0, Elméletigényes gyakorlati óraszám: 32, Gyakorlati óraszám: 0, Csoportbontás: NEM Témakörök (óraszámok) Tartalmak Tanulói tevékenységformák A továbbhaladás feltételei 108/1.1/ Elsősegélynyújtás munkabiztonság környezetvédelem (Elm.gyak.: 42) Tennivalók vészhelyzetben Tűzvédelmi előírások Teendők tűz esetén Tűzoltóberendezések használata Elsősegélynyújtás Az elsősegélynyújtó kötelességei, különös tekintettel a kockázatok felmérésére Elsősegélyt igánylő helyzetek: - az eszméletlenség - heveny rosszullétek - fájdalommal járó kórképek - belgyógyászati balesetek - mérgezések - sérülések - elsősegély nyújtás különleges helyzetekben Újraélesztés Rendkívüli helyzetek dokumentálása 100/Csoportos helyzetgyakorlat, 49
50 Szabad órasáv tantárgyai 13. évfolyamon Óraszám adatok Tanulócsoport jelleg Képzésihelyszín Tanulói tevékenységforma Elméleti óraszám: 252 Elméletigényes gyak. óraszám: 72 Gyakorlati óraszám: 0 Szakmai készség Ismeret alkalmazás Személyes kompetencia Társas kompetencia Módszerkompetencia Feladatkompetencia Szakképesítés megfeleltetés Szakképesítés 100%-os megfeleltetés Követelménymodulok megfeleltetés Követelménymodulok 100%-os megfeleltetés 50
51 13. évfolyam szabad órasáv tantárgyai Óraszám Tantárgy elmélet i elméletigénye s gyakorlati gyako rlati heti órasz ám Csoport bontás Idegen nyelv (német, angol) Automatika Testnevelés 72 2 Osztályfőnöki Elméleti óraszám: 252, Elméletigényes gyakorlati óraszám: 72, Gyakorlati óraszám: 0, Csoportbontás: NEM 51
52 Német nyelv Heti óraszám : 2 óra 13.évfolyam számára Gépgyártástechnológiai technikus képzés OKJ szám:
53 53
54 54
55 55
GÉPGYÁRTÁSTECHNOLÓGIAI TECHNIKUS SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI
 GÉPGYÁRTÁSTECHNOLÓGII TECHNIKUS SZKKÉPESÍTÉS SZKMI ÉS VIZSGKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKEN SZEREPLŐ DTOK 1. szakképesítés azonosító száma: 54 521 01 0000 00 00 2. szakképesítés megnevezése:
GÉPGYÁRTÁSTECHNOLÓGII TECHNIKUS SZKKÉPESÍTÉS SZKMI ÉS VIZSGKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKEN SZEREPLŐ DTOK 1. szakképesítés azonosító száma: 54 521 01 0000 00 00 2. szakképesítés megnevezése:
GÉPGYÁRTÁSTECHNOLÓGIAI TECHNIKUS SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI
 GÉPGYÁRTÁSTECHNOLÓGII TECHNIKUS SZKKÉPESÍTÉS SZKMI ÉS VIZSGKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKEN SZEREPLŐ DTOK 1. szakképesítés azonosító száma: 54 521 01 0000 00 00 2. szakképesítés megnevezése:
GÉPGYÁRTÁSTECHNOLÓGII TECHNIKUS SZKKÉPESÍTÉS SZKMI ÉS VIZSGKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKEN SZEREPLŐ DTOK 1. szakképesítés azonosító száma: 54 521 01 0000 00 00 2. szakképesítés megnevezése:
SZAKMAI PROGRAM 133/2010. (IV. 22.) Korm. rendelettel kiadott Országos Képzési Jegyzék alapján készült tantervek
 Korm. rendelettel kiadott Országos Képzési Jegyzék alapján készült tantervek") Szombathelyi Műszaki Szakképző Iskola és Kollégium Gépipari Szakközépiskolája 9700 Szombathely, Rohonci u. 1 Telefon: 94/505-300; fax: 94/505-302 Internet: www.gimsz.sulinet.hu E-mail: gepipari@gimsz.sulinet.hu
Szombathelyi Műszaki Szakképző Iskola és Kollégium Gépipari Szakközépiskolája 9700 Szombathely, Rohonci u. 1 Telefon: 94/505-300; fax: 94/505-302 Internet: www.gimsz.sulinet.hu E-mail: gepipari@gimsz.sulinet.hu
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Gépgyártástechnológiai technikus szakma gyakorlati oktatásához OKJ száma: 54 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Foglalkozási napló a 20 /20. tanévre Gépgyártástechnológiai technikus szakma gyakorlati oktatásához OKJ száma: 54 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
CNC-forgácsoló tanfolyam
 CNC-forgácsoló tanfolyam I. Óra felosztási terv Azonosító Megnevezése Elmélet 0110-06 0225-06 0227-06 Általános gépészeti munka-, baleset-, tűz- és környezetvédelmi feladatok Általános anyagvizsgálatok
CNC-forgácsoló tanfolyam I. Óra felosztási terv Azonosító Megnevezése Elmélet 0110-06 0225-06 0227-06 Általános gépészeti munka-, baleset-, tűz- és környezetvédelmi feladatok Általános anyagvizsgálatok
CNC eszterga és CNC megmunkáló központ kezelője. Képzési Program
 CNC eszterga és CNC megmunkáló központ kezelője Képzési Program 1. A KÉPZÉS ÁLTALÁNOS JELLEMZŐI 1.1. A képzés megnevezése: CNC eszterga és CNC megmunkáló központ kezelője 1.2. A képzés célja: Olyan szakemberek
CNC eszterga és CNC megmunkáló központ kezelője Képzési Program 1. A KÉPZÉS ÁLTALÁNOS JELLEMZŐI 1.1. A képzés megnevezése: CNC eszterga és CNC megmunkáló központ kezelője 1.2. A képzés célja: Olyan szakemberek
Újpesti Két Tanítási Nyelvű Műszaki Szakközépiskola, Szakiskola és Gimnázium
 Újpesti Két Tanítási Nyelvű Műszaki Szakközépiskola, Szakiskola és Gimnázium Oktatási azonosító: 035268 HELYI TANTERV Gépészet..SZAKMACSOPORT Gépgyártástechnológiai technikus..szakma OKJ SZÁMA: 54 521
Újpesti Két Tanítási Nyelvű Műszaki Szakközépiskola, Szakiskola és Gimnázium Oktatási azonosító: 035268 HELYI TANTERV Gépészet..SZAKMACSOPORT Gépgyártástechnológiai technikus..szakma OKJ SZÁMA: 54 521
GÉPGYÁRTÁSTECHNOLÓGIAI TECHNIKUS
 GÉPGYÁRTÁSTECHNOLÓGIAI TECHNIKUS I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program a közoktatásról szóló 1993. évi LXXIX. törvény, a szakképzésről szóló 1993. évi LXXVI.
GÉPGYÁRTÁSTECHNOLÓGIAI TECHNIKUS I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program a közoktatásról szóló 1993. évi LXXIX. törvény, a szakképzésről szóló 1993. évi LXXVI.
GÉPGYÁRTÁSTECHNOLÓGIAI TECHNIKUS
 I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program GÉPGYÁRTÁSTECHNOLÓGIAI TECHNIKUS a közoktatásról szóló 1993. évi LXXIX. törvény, a szakképzésről szóló 1993. évi LXXVI.
I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program GÉPGYÁRTÁSTECHNOLÓGIAI TECHNIKUS a közoktatásról szóló 1993. évi LXXIX. törvény, a szakképzésről szóló 1993. évi LXXVI.
Eötvös József Gimnázium, Szakképző Iskola és Kollégium Tiszaújváros. A GÉPGYÁRTÁSTECHNOLÓGIAI TECHNIKUS SZAKKÉPESÍTÉS OKJ szám: 54 521 01 0000 00 00
 Eötvös József Gimnázium, Szakképző Iskola és Kollégium Tiszaújváros A GÉPGYÁRTÁSTECHNOLÓGIAI TECHNIKUS SZAKKÉPESÍTÉS OKJ szám: 54 521 01 0000 00 00 HELYI PROGRAMJA Készült a szociális és munkaügyi miniszter
Eötvös József Gimnázium, Szakképző Iskola és Kollégium Tiszaújváros A GÉPGYÁRTÁSTECHNOLÓGIAI TECHNIKUS SZAKKÉPESÍTÉS OKJ szám: 54 521 01 0000 00 00 HELYI PROGRAMJA Készült a szociális és munkaügyi miniszter
CNC-FORGÁCSOLÓ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI
 N-FORGÁSOLÓ SZKKÉPESÍTÉS SZKMI ÉS VIZSGKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKEN SZEREPLŐ DTOK 1. szakképesítés azonosító száma: 31 521 02 0000 00 00 2. szakképesítés megnevezése: N-forgácsoló 3. Szakképesítések
N-FORGÁSOLÓ SZKKÉPESÍTÉS SZKMI ÉS VIZSGKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKEN SZEREPLŐ DTOK 1. szakképesítés azonosító száma: 31 521 02 0000 00 00 2. szakképesítés megnevezése: N-forgácsoló 3. Szakképesítések
31 521 09 1000 00 00 Gépi forgácsoló Gépi forgácsoló 2/42
 A /2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A /2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
GÉPI FORGÁCSOLÓ 4. I. Általános irányelvek 1. A képzés szabályozásának jogi háttere. A központi program
 GÉPI FORGÁCSOLÓ 4 I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program a közoktatásról szóló 1993. évi LXXIX. törvény, a szakképzésről szóló 1993. évi LXXVI. törvény, a gazdasági
GÉPI FORGÁCSOLÓ 4 I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program a közoktatásról szóló 1993. évi LXXIX. törvény, a szakképzésről szóló 1993. évi LXXVI. törvény, a gazdasági
31 521 24 1000 00 00 SZERKEZETLAKATOS szakképesítés
 516. sz. Ipari Szakképző Iskola és Kollégium 7200 Dombóvár, Népköztársaság u.21. 31 521 24 1000 00 00 SZERKEZETLAKATOS szakképesítés Helyi tanterve 2010 Készítette: Kovács Károly műszaki tanár 1 I. Általános
516. sz. Ipari Szakképző Iskola és Kollégium 7200 Dombóvár, Népköztársaság u.21. 31 521 24 1000 00 00 SZERKEZETLAKATOS szakképesítés Helyi tanterve 2010 Készítette: Kovács Károly műszaki tanár 1 I. Általános
Herceg Esterházy Miklós Szakképző Iskola, Speciális Szakiskola és Kollégium TANMENET
 Herceg Esterházy Miklós Szakképző Iskola, Speciális Szakiskola és Kollégium TANMENET a 10162-12 Gépészeti alapozó feladatok modul Gépészeti alapozó feladatok elmélete tantárgyból a TÁMOP-2.2.5.A-12/1-2012-0038
Herceg Esterházy Miklós Szakképző Iskola, Speciális Szakiskola és Kollégium TANMENET a 10162-12 Gépészeti alapozó feladatok modul Gépészeti alapozó feladatok elmélete tantárgyból a TÁMOP-2.2.5.A-12/1-2012-0038
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Mechatronikai technikus szakma gyakorlati oktatásához OKJ száma: 54 523 04 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók
Foglalkozási napló a 20 /20. tanévre Mechatronikai technikus szakma gyakorlati oktatásához OKJ száma: 54 523 04 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók
Szakképesítés, szakképesítés-elágazás, rész-szakképesítés, szakképesítés-ráépülés azonosító száma, megnevezése:
 0220-0 Gépészeti kötési feladatok /2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási
0220-0 Gépészeti kötési feladatok /2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási
SZERKEZETLAKATOS. alapján készült.
 I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program a közoktatásról szóló 1993. évi LXXIX. törvény, a szakképzésről szóló 1993. évi LXXVI. törvény, a gazdasági kamarákról
I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program a közoktatásról szóló 1993. évi LXXIX. törvény, a szakképzésről szóló 1993. évi LXXVI. törvény, a gazdasági kamarákról
SZERKEZETLAKATOS SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI
 SZERKEZETLKTOS SZKKÉPESÍTÉS SZKMI ÉS VIZSGKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKEN SZEREPLŐ DTOK 1. 2. szakképesítés azonosító száma: szakképesítés megnevezése: 31 521 25 0000 00 00 Szerkezetlakatos
SZERKEZETLKTOS SZKKÉPESÍTÉS SZKMI ÉS VIZSGKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKEN SZEREPLŐ DTOK 1. 2. szakképesítés azonosító száma: szakképesítés megnevezése: 31 521 25 0000 00 00 Szerkezetlakatos
Minimumkérdések 9. évfolyam
 AJKAI SZAKKÉPZŐ ISKOLA ÉS KOLLÉGIUM BERCSÉNYI MIKLÓS INTÉZMÉNYEGYSÉG 34 521 06 Hegesztő szakképesítés Minimumkérdések 9. évfolyam Munkahelyi egészség és biztonság 1. Milyen tűzveszélyességi osztályok vannak?
AJKAI SZAKKÉPZŐ ISKOLA ÉS KOLLÉGIUM BERCSÉNYI MIKLÓS INTÉZMÉNYEGYSÉG 34 521 06 Hegesztő szakképesítés Minimumkérdések 9. évfolyam Munkahelyi egészség és biztonság 1. Milyen tűzveszélyességi osztályok vannak?
JÁRMŰIPARI FÉMALKATRÉSZ-GYÁRTÓ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK
 JÁRMŰIPRI FÉMLKTRÉSZ-GYÁRTÓ SZKKÉPESÍTÉS SZKMI ÉS VIZSGKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ DTOK 1. szakképesítés azonosító száma: 31 521 28 0000 00 00 2. szakképesítés megnevezése: Járműipari
JÁRMŰIPRI FÉMLKTRÉSZ-GYÁRTÓ SZKKÉPESÍTÉS SZKMI ÉS VIZSGKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ DTOK 1. szakképesítés azonosító száma: 31 521 28 0000 00 00 2. szakképesítés megnevezése: Járműipari
I. Az Országos Képzési Jegyzékben szereplő adatok. Szakképesítés megnevezése Szakképzési évfolyam száma Óraszám Erdőgazdasági gépkezelő 1000
 2. ERDŐGAZDASÁGI GÉPKEZELŐ 5 SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. Az Országos Képzési Jegyzékben szereplő adatok 1. A szakképesítés azonosító száma: 31 521 04 0000 00 00 2. A szakképesítés megnevezése:
2. ERDŐGAZDASÁGI GÉPKEZELŐ 5 SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. Az Országos Képzési Jegyzékben szereplő adatok 1. A szakképesítés azonosító száma: 31 521 04 0000 00 00 2. A szakképesítés megnevezése:
31 521 24 1000 00 00 Szerkezetlakatos Szerkezetlakatos
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/20. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/20. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
A (32/2011. (VIII. 25.) NGM 15/2008. (VIII. 13.) SZMM
 NGM 15/2008. (VIII. 13.) SZMM") Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/20. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/20. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
KÉSES, KÖSZÖRŰS, KULCSMÁSOLÓ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI
 KÉSES, KÖSZÖRŰS, KULCSMÁSOLÓ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 15 0000 00 00 2. A szakképesítés megnevezése:
KÉSES, KÖSZÖRŰS, KULCSMÁSOLÓ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 15 0000 00 00 2. A szakképesítés megnevezése:
ERDŐGAZDASÁGI GÉPKEZELŐ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK
 ERŐGZSÁGI GÉPKEZELŐ SZKKÉPESÍTÉS SZKMI ÉS VIZSGKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ TOK 1. szakképesítés azonosító száma: 31 521 04 0000 00 00 2. szakképesítés megnevezése: Erdőgazdasági
ERŐGZSÁGI GÉPKEZELŐ SZKKÉPESÍTÉS SZKMI ÉS VIZSGKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ TOK 1. szakképesítés azonosító száma: 31 521 04 0000 00 00 2. szakképesítés megnevezése: Erdőgazdasági
ÉPÜLETLAKATOS SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK
 ÉPÜLETLAKATOS SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 582 10 1000 00 00 2. A szakképesítés megnevezése: Épületlakatos
ÉPÜLETLAKATOS SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 582 10 1000 00 00 2. A szakképesítés megnevezése: Épületlakatos
Szakképesítés, szakképesítés-elágazás, rész-szakképesítés, szakképesítés-ráépülés azonosító száma, megnevezése:
 0220-0 Gépészeti kötési feladatok /2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási
0220-0 Gépészeti kötési feladatok /2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási
CNC-Forgácsoló képzés tematika oktatott modulok
 CNC-Frgácsló képzés tematika ktattt mdulk 0281-06 - CNC frgácslási feladatk Feladatprfil: Előkészül a munkára Tájékzódik az előző műszakban történtekről Felméri és behatárlja a tennivalókat Ellenőrzi a
CNC-Frgácsló képzés tematika ktattt mdulk 0281-06 - CNC frgácslási feladatk Feladatprfil: Előkészül a munkára Tájékzódik az előző műszakban történtekről Felméri és behatárlja a tennivalókat Ellenőrzi a
Foglalkozási napló. Autógyártó 11. évfolyam
 Foglalkozási napló a 20 /20. tanévre Autógyártó 11. évfolyam (OKJ száma: 34 521 01) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Foglalkozási napló a 20 /20. tanévre Autógyártó 11. évfolyam (OKJ száma: 34 521 01) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
GÉPLAKATOS SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK
 GÉPLAKATOS SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 10 1000 00 00 2. A szakképesítés megnevezése: Géplakatos
GÉPLAKATOS SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 10 1000 00 00 2. A szakképesítés megnevezése: Géplakatos
CNC-FORGÁCSOLÓ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK
 CNC-FORGÁCSOLÓ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 02 0000 00 00 2. A szakképesítés megnevezése: CNC-forgácsoló
CNC-FORGÁCSOLÓ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 02 0000 00 00 2. A szakképesítés megnevezése: CNC-forgácsoló
SZERKEZETLAKATOS SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK
 SZERKEZETLAKATOS SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 24 1000 00 00 2. A szakképesítés megnevezése: Szerkezetlakatos
SZERKEZETLAKATOS SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 24 1000 00 00 2. A szakképesítés megnevezése: Szerkezetlakatos
MŰSZAKI TERMÉKMINŐSÍTŐ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI
 MŰSZAKI TERMÉKMINŐSÍTŐ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 52 520 01 0000 00 00 2. A szakképesítés megnevezése:
MŰSZAKI TERMÉKMINŐSÍTŐ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 52 520 01 0000 00 00 2. A szakképesítés megnevezése:
SZERKEZETLAKATOS. 2. A szakképesítés OKJ-ban szereplő és egyéb adatai. A szakképesítés azonosító száma: 31 521 24 1000 00 00
 I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program a közoktatásról szóló, többször módosított 1993. évi LXXIX. törvény, a szakképzésről szóló, többször módosított 1993.
I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program a közoktatásról szóló, többször módosított 1993. évi LXXIX. törvény, a szakképzésről szóló, többször módosított 1993.
Debreceni Szakképzési Centrum Baross Gábor Középiskolája és Kollégiuma
 Debreceni Szakképzési Centrum Baross Gábor Középiskolája és Kollégiuma 4030 Debrecen, Budai Ézsaiás utca 8/A. HELYI TANTERV a IX. GÉPÉSZET ÁGAZAT kötelezően választható tantárgyaihoz a 11-on (DUÁLIS KÉPZÉSI
Debreceni Szakképzési Centrum Baross Gábor Középiskolája és Kollégiuma 4030 Debrecen, Budai Ézsaiás utca 8/A. HELYI TANTERV a IX. GÉPÉSZET ÁGAZAT kötelezően választható tantárgyaihoz a 11-on (DUÁLIS KÉPZÉSI
FEGYVERMŰSZERÉSZ. alapján készült.
 I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program a közoktatásról szóló, többször módosított 1993. évi LXXIX. törvény, a szakképzésről szóló, többször módosított 1993.
I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program a közoktatásról szóló, többször módosított 1993. évi LXXIX. törvény, a szakképzésről szóló, többször módosított 1993.
GÉPI FORGÁCSOLÓ. alapján készült.
 I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program a közoktatásról szóló 1993. évi LXXIX. törvény, a szakképzésről szóló 1993. évi LXXVI. törvény, a gazdasági kamarákról
I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program a közoktatásról szóló 1993. évi LXXIX. törvény, a szakképzésről szóló 1993. évi LXXVI. törvény, a gazdasági kamarákról
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
SZAKKÉPZÉSI TANTERVI AJÁNLÁS
 SZAKKÉPZÉSI TANTERVI AJÁNLÁS az 54 521 03 GÉPGYÁRTÁSTECHNOLÓGIAI TECHNIKUS SZAKKÉPESÍTÉSHEZ, valamint a I. Gépészet ÁGAZATHOZ A szakképzési tantervi ajánlás kizárólag a 2012/2013. tanévben az érettségit
SZAKKÉPZÉSI TANTERVI AJÁNLÁS az 54 521 03 GÉPGYÁRTÁSTECHNOLÓGIAI TECHNIKUS SZAKKÉPESÍTÉSHEZ, valamint a I. Gépészet ÁGAZATHOZ A szakképzési tantervi ajánlás kizárólag a 2012/2013. tanévben az érettségit
TANMENET. Tanév: 2014/2015. Szakképesítés száma: 34 521 03. Követelménymodul: Követelménymodul száma: 10176-12. Tantárgy: Tananyag típus: Évfolyam:
 TANMENET Tanév: 2014/2015 Szakképesítés megnevezése: Gépi forgácsoló Szakképesítés száma: 34 521 03 Követelménymodul: Marós feladatok Követelménymodul száma: 10176-12 Tantárgy: Tananyag típus: Évfolyam:
TANMENET Tanév: 2014/2015 Szakképesítés megnevezése: Gépi forgácsoló Szakképesítés száma: 34 521 03 Követelménymodul: Marós feladatok Követelménymodul száma: 10176-12 Tantárgy: Tananyag típus: Évfolyam:
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Autógyártó szakma gyakorlati oktatásához OKJ száma: 34 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Autógyártó szakma gyakorlati oktatásához OKJ száma: 34 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
GÉPIPARI MINŐSÉGELLENŐR SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI
 GÉPIPARI MINŐSÉGELLENŐR SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 54 520 01 0000 00 00 2. A szakképesítés megnevezése:
GÉPIPARI MINŐSÉGELLENŐR SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 54 520 01 0000 00 00 2. A szakképesítés megnevezése:
FINOMMECHANIKAI MŰSZERÉSZ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI
 FINOMMEHNIKI MŰSZERÉSZ SZKKÉPESÍTÉS SZKMI ÉS VIZSGKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKEN SZEREPLŐ TOK 1. szakképesítés azonosító száma: 31 521 07 1000 00 00 2. szakképesítés megnevezése: Finommechanikai
FINOMMEHNIKI MŰSZERÉSZ SZKKÉPESÍTÉS SZKMI ÉS VIZSGKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKEN SZEREPLŐ TOK 1. szakképesítés azonosító száma: 31 521 07 1000 00 00 2. szakképesítés megnevezése: Finommechanikai
SZERKEZETLAKATOS SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI
 SZERKEZETLKTOS SZKKÉPESÍTÉS SZKMI ÉS VIZSGKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKEN SZEREPLŐ DTOK 1. szakképesítés azonosító száma: 31 521 24 1000 00 00 2. szakképesítés megnevezése: Szerkezetlakatos
SZERKEZETLKTOS SZKKÉPESÍTÉS SZKMI ÉS VIZSGKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKEN SZEREPLŐ DTOK 1. szakképesítés azonosító száma: 31 521 24 1000 00 00 2. szakképesítés megnevezése: Szerkezetlakatos
SZERKEZETLAKATOS SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK
 SZERKEZETLKTOS SZKKÉPESÍTÉS SZKMI ÉS VIZSGKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKEN SZEREPLŐ DTOK 1. szakképesítés azonosító száma: 31 521 24 1000 00 00 2. szakképesítés megnevezése: Szerkezetlakatos
SZERKEZETLKTOS SZKKÉPESÍTÉS SZKMI ÉS VIZSGKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKEN SZEREPLŐ DTOK 1. szakképesítés azonosító száma: 31 521 24 1000 00 00 2. szakképesítés megnevezése: Szerkezetlakatos
Baross Gábor Középiskola, Szakiskola és Kollégium
 Baross Gábor Középiskola, Szakiskola és Kollégium 031242 HELYI TANTERV AZ ELŐREHOZOTT, 3 ÉVES SZAKKÉPZÉSHEZ Gépészet..SZAKMACSOPORT Gépi forgácsoló..szakma OKJ SZÁMA: 31 521 09 1000 00 00 ÉRVÉNYES: 2012.
Baross Gábor Középiskola, Szakiskola és Kollégium 031242 HELYI TANTERV AZ ELŐREHOZOTT, 3 ÉVES SZAKKÉPZÉSHEZ Gépészet..SZAKMACSOPORT Gépi forgácsoló..szakma OKJ SZÁMA: 31 521 09 1000 00 00 ÉRVÉNYES: 2012.
HELYI TANTERV. Karbantartási gyakorlat
 HELYI TANTERV Karbantartási gyakorlat Bevezető A szakmai gyakorlati képzés célja az, hogy a tanulókat az adott szakmában felkészítse az önálló, megfelelő minőségű munkavégzésre. A szakmai gyakorlat tanítása
HELYI TANTERV Karbantartási gyakorlat Bevezető A szakmai gyakorlati képzés célja az, hogy a tanulókat az adott szakmában felkészítse az önálló, megfelelő minőségű munkavégzésre. A szakmai gyakorlat tanítása
Energetikai Szakgimnázium és Kollégium 7030 Paks, Dózsa György út 95.
 GÉPÉSZET ISMERETEK TANTÁRGY ÉRETTSÉGI VIZSGA TÉMAKÖRÖK KÖZÉPSZINTEN 2018/2019. tanév 12. A Bevezető A Gépészeti ismeretek, mint szakmai tantárgy az érettségi vizsgán, a kötelező vizsgatárgyak körét bővíti.
GÉPÉSZET ISMERETEK TANTÁRGY ÉRETTSÉGI VIZSGA TÉMAKÖRÖK KÖZÉPSZINTEN 2018/2019. tanév 12. A Bevezető A Gépészeti ismeretek, mint szakmai tantárgy az érettségi vizsgán, a kötelező vizsgatárgyak körét bővíti.
NEMZETGAZDASÁGI MINISZTÉRIUM. Szóbeli vizsgatevékenység
 NEMZETGAZDASÁGI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 6364-11 Géplakatos műveletek Vizsgarészhez rendelt vizsgafeladat megnevezése: 6364-11/2 Gépszerkezettani, gépüzemeltetési
NEMZETGAZDASÁGI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 6364-11 Géplakatos műveletek Vizsgarészhez rendelt vizsgafeladat megnevezése: 6364-11/2 Gépszerkezettani, gépüzemeltetési
FEGYVERMŰSZERÉSZ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI
 FEGYVERMŰSZERÉSZ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKEN SZEREPLŐ AATOK 1. A szakképesítés azonosító száma: 31 863 01 0000 00 00 2. A szakképesítés megnevezése: Fegyverműszerész
FEGYVERMŰSZERÉSZ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKEN SZEREPLŐ AATOK 1. A szakképesítés azonosító száma: 31 863 01 0000 00 00 2. A szakképesítés megnevezése: Fegyverműszerész
A szakmai tantárgyak rendszeréből kiemelhetőek azok a tantárgyak ill. témakörök, amelyek fő feladata technikai termékek működésének és egyéb
 Dr. Kadocsa László A szakmai tantárgyak rendszeréből kiemelhetőek azok a tantárgyak ill. témakörök, amelyek fő feladata technikai termékek működésének és egyéb munkafunkciójának megtanítása. A technikai
Dr. Kadocsa László A szakmai tantárgyak rendszeréből kiemelhetőek azok a tantárgyak ill. témakörök, amelyek fő feladata technikai termékek működésének és egyéb munkafunkciójának megtanítása. A technikai
A szakmai követelménymodulokhoz rendelt tantárgyak és témakörök óraszáma évfolyamonként /13.
 Szakmai követelmény- modul A szakmai követelménymodulokhoz rendelt tantárgyak és témakörök óraszáma évfolyamonként Tantárgyak, témakörök Ágazati szakközépiskolai képzés óraszáma a közismereti oktatással
Szakmai követelmény- modul A szakmai követelménymodulokhoz rendelt tantárgyak és témakörök óraszáma évfolyamonként Tantárgyak, témakörök Ágazati szakközépiskolai képzés óraszáma a közismereti oktatással
FOGLALKOZÁSI TERV. A gyakorlati jegy megszerzésének feltétele: min. 51 pont elérése. Készítette: Ellenőrizte: Jóváhagyta:
 FOGLALKOZÁSI TERV NYÍREGYHÁZI FŐISKOLA MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. TANSZÉK Szakirányú gyakorlat I. tantárgy 2010/2011. tanév, I. félév GM1B. III. évfolyam Gyak.jegy, kredit: 2 Tanítási hetek száma:
FOGLALKOZÁSI TERV NYÍREGYHÁZI FŐISKOLA MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. TANSZÉK Szakirányú gyakorlat I. tantárgy 2010/2011. tanév, I. félév GM1B. III. évfolyam Gyak.jegy, kredit: 2 Tanítási hetek száma:
A (32/2011. (VIII. 25.) NGM 15/2008. (VIII. 13.) SZMM
 NGM 15/2008. (VIII. 13.) SZMM") Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/10. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/10. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
GÉPLAKATOS SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK
 GÉPLAKATOS SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 10 1000 00 00 2. A szakképesítés megnevezése: Géplakatos
GÉPLAKATOS SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 10 1000 00 00 2. A szakképesítés megnevezése: Géplakatos
GÉPI FORGÁCSOLÓ. alapján készült.
 GÉPI FORGÁCSOLÓ I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program a közoktatásról szóló, többször módosított 1993. évi LXXIX. törvény, a szakképzésről szóló, többször
GÉPI FORGÁCSOLÓ I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program a közoktatásról szóló, többször módosított 1993. évi LXXIX. törvény, a szakképzésről szóló, többször
GÉPI FORGÁCSOLÓ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK
 GÉPI FORGÁCSOLÓ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 09 1000 00 00 2. A szakképesítés megnevezése: Gépi
GÉPI FORGÁCSOLÓ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 09 1000 00 00 2. A szakképesítés megnevezése: Gépi
2. a) Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!
 Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!") 2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
PEDAGÓGIAI PROGRAM ÓRATERVEK
 PEDAGÓGIAI PROGRAM ÓRATERVEK ÚJPESTI KÉT TANÍTÁSI NYELVŰ MŰSZAKI SZAKKÖZÉPISKOLA ÉS SZAKISKOLA 2014. 1 Tartalomjegyzék ÓRATERVEK A 2013. SZEPTEMBER 1. UTÁN INDULT OSZTÁLYOKNAK...3 Villamosipar és elektronika
PEDAGÓGIAI PROGRAM ÓRATERVEK ÚJPESTI KÉT TANÍTÁSI NYELVŰ MŰSZAKI SZAKKÖZÉPISKOLA ÉS SZAKISKOLA 2014. 1 Tartalomjegyzék ÓRATERVEK A 2013. SZEPTEMBER 1. UTÁN INDULT OSZTÁLYOKNAK...3 Villamosipar és elektronika
SZAKKÉPZÉSI TANTERVI AJÁNLÁS
 SZAKKÉPZÉSI TANTERVI AJÁNLÁS az 54 521 03 GÉPGYÁRTÁSTECHNOLÓGIAI TECHNIKUS SZAKKÉPESÍTÉSHEZ, valamint a I. Gépészet ÁGAZATHOZ A szakképzési tantervi ajánlás kizárólag a 2012/2013. tanévben az érettségit
SZAKKÉPZÉSI TANTERVI AJÁNLÁS az 54 521 03 GÉPGYÁRTÁSTECHNOLÓGIAI TECHNIKUS SZAKKÉPESÍTÉSHEZ, valamint a I. Gépészet ÁGAZATHOZ A szakképzési tantervi ajánlás kizárólag a 2012/2013. tanévben az érettségit
GÉPI FORGÁCSOLÓ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI
 GÉPI FORGÁSOLÓ SZKKÉPESÍTÉS SZKMI ÉS VIZSGKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKEN SZEREPLŐ DTOK 1. szakképesítés azonosító száma: 31 521 09 1000 00 00 2. szakképesítés megnevezése: Gépi forgácsoló
GÉPI FORGÁSOLÓ SZKKÉPESÍTÉS SZKMI ÉS VIZSGKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKEN SZEREPLŐ DTOK 1. szakképesítés azonosító száma: 31 521 09 1000 00 00 2. szakképesítés megnevezése: Gépi forgácsoló
SZERSZÁMKÉSZÍTŐ. I. Általános irányelvek 1. A képzés szabályozásának jogi háttere. A központi program
 I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program a közoktatásról szóló 1993. évi LXXIX. törvény, a szakképzésről szóló 1993. évi LXXVI. törvény, a gazdasági kamarákról
I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program a közoktatásról szóló 1993. évi LXXIX. törvény, a szakképzésről szóló 1993. évi LXXVI. törvény, a gazdasági kamarákról
MŰSZAKI ISMERETEK HELYI TANTERV
 MŰSZAKI ISMERETEK HELYI TANTERV a Ciszterci Szent István Gimnázium 11 12. évfolyama számára (kötelezően választható tantárgy) A helyi tanterv a szakképzési kerettantervekről szóló 14/2013. (IV. 5.) NGM
MŰSZAKI ISMERETEK HELYI TANTERV a Ciszterci Szent István Gimnázium 11 12. évfolyama számára (kötelezően választható tantárgy) A helyi tanterv a szakképzési kerettantervekről szóló 14/2013. (IV. 5.) NGM
SZERSZÁMKÉSZÍTŐ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI
 SZERSZÁMKÉSZÍTŐ SZKKÉPESÍTÉS SZKMI ÉS VIZSGKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKEN SZEREPLŐ DTOK 1. szakképesítés azonosító száma: 33 521 07 0000 00 00 2. szakképesítés megnevezése: Szerszámkészítő
SZERSZÁMKÉSZÍTŐ SZKKÉPESÍTÉS SZKMI ÉS VIZSGKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKEN SZEREPLŐ DTOK 1. szakképesítés azonosító száma: 33 521 07 0000 00 00 2. szakképesítés megnevezése: Szerszámkészítő
FOGLALKOZÁSI TERV. Kósa Péter műszaki oktató. A gyakorlati jegy megszerzésének feltétele: min. 51 pont elérése. Készítette: Ellenőrizte: Jóváhagyta:
 FOGLALKOZÁSI TERV NYÍREGYHÁZI FŐISKOLA Gépgyártástechnológia szakirányú gyakorlat II. tantárgy MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. 2009/2010. tanév, II. félév TANSZÉK GMB. III. évfolyam Gyak.jegy, kredit:
FOGLALKOZÁSI TERV NYÍREGYHÁZI FŐISKOLA Gépgyártástechnológia szakirányú gyakorlat II. tantárgy MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. 2009/2010. tanév, II. félév TANSZÉK GMB. III. évfolyam Gyak.jegy, kredit:
KAROSSZÉRIALAKATOS. I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program
 I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program KAROSSZÉRIALAKATOS a közoktatásról szóló 1993. évi LXXIX. törvény, a szakképzésről szóló 1993. évi LXXVI. törvény, a
I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program KAROSSZÉRIALAKATOS a közoktatásról szóló 1993. évi LXXIX. törvény, a szakképzésről szóló 1993. évi LXXVI. törvény, a
GÉPLAKATOS. I. Általános irányelvek 1. A képzés szabályozásának jogi háttere. A központi program
 I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program GÉPLAKATOS a közoktatásról szóló 1993. évi LXXIX. törvény, a szakképzésről szóló 1993. évi LXXVI. törvény, a gazdasági
I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program GÉPLAKATOS a közoktatásról szóló 1993. évi LXXIX. törvény, a szakképzésről szóló 1993. évi LXXVI. törvény, a gazdasági
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
1. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 2. EGYÉB ADATOK
 A 80. sorszámú Gépgyártástechnológiai technikus megnevezésű szakképesítés szakmai és vizsgakövetelménye 1. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1.1. A szakképesítés azonosító száma: 54 521 03
A 80. sorszámú Gépgyártástechnológiai technikus megnevezésű szakképesítés szakmai és vizsgakövetelménye 1. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1.1. A szakképesítés azonosító száma: 54 521 03
SZERSZÁMKÉSZÍTŐ. I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program
 I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program valamint a közoktatásról szóló, többször módosított 1993. évi LXXIX. törvény, a szakképzésről szóló, többször módosított
I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program valamint a közoktatásról szóló, többször módosított 1993. évi LXXIX. törvény, a szakképzésről szóló, többször módosított
GÉPIPARI MINŐSÉGELLENŐR SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI
 GÉPIPRI MINŐSÉGELLENŐR SZKKÉPESÍTÉS SZKMI ÉS VIZSGKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ DTOK 1. szakképesítés azonosító száma: 54 520 01 0000 00 00 2. szakképesítés megnevezése: Gépipari
GÉPIPRI MINŐSÉGELLENŐR SZKKÉPESÍTÉS SZKMI ÉS VIZSGKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ DTOK 1. szakképesítés azonosító száma: 54 520 01 0000 00 00 2. szakképesítés megnevezése: Gépipari
GÉPLAKATOS SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI
 GÉPLKTOS SZKKÉPESÍTÉS SZKMI ÉS VIZSGKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKEN SZEREPLŐ DTOK 1. szakképesítés azonosító száma: 31 521 10 0000 00 00 2. szakképesítés megnevezése: Géplakatos 3. Szakképesítések
GÉPLKTOS SZKKÉPESÍTÉS SZKMI ÉS VIZSGKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKEN SZEREPLŐ DTOK 1. szakképesítés azonosító száma: 31 521 10 0000 00 00 2. szakképesítés megnevezése: Géplakatos 3. Szakképesítések
NEMZETI FEJLESZTÉSI MINISZTÉRIUM. Szóbeli tétel
 . NEMZETI FEJLESZTÉSI MINISZTÉRIUM Szóbeli tétel 2011. 1. Ismertesse a gépészeti kötéseket, a kötések megválasztásának és létesítésének Információtartalom vázlata Kötések feladat, csoportosítása (oldható,
. NEMZETI FEJLESZTÉSI MINISZTÉRIUM Szóbeli tétel 2011. 1. Ismertesse a gépészeti kötéseket, a kötések megválasztásának és létesítésének Információtartalom vázlata Kötések feladat, csoportosítása (oldható,
HELYI TANTERV. Karbantartási gyakorlat
 HELYI TANTERV Karbantartási gyakorlat Bevezető A szakmai gyakorlati képzés célja az, hogy a tanulókat az adott szakmában felkészítse az önálló, megfelelő minőségű munkavégzésre. A szakmai gyakorlat tanítása
HELYI TANTERV Karbantartási gyakorlat Bevezető A szakmai gyakorlati képzés célja az, hogy a tanulókat az adott szakmában felkészítse az önálló, megfelelő minőségű munkavégzésre. A szakmai gyakorlat tanítása
CAD- CAM informatikus képzés tematika oktatott modulok
 CAD- CAM informatikus képzés tematika oktatott modulok 1156-06 - Számjegyvezérlésű gépek működtetése, karbantartása, javítása, dokumentálása Új vezérlőberendezéseket üzembe helyez Ismerteti a vezérlő szolgáltatásait
CAD- CAM informatikus képzés tematika oktatott modulok 1156-06 - Számjegyvezérlésű gépek működtetése, karbantartása, javítása, dokumentálása Új vezérlőberendezéseket üzembe helyez Ismerteti a vezérlő szolgáltatásait
Szent Benedek Gimnázium, Szakképző Iskola és Kollégium Kiskunfélegyházi PG Tagintézmény órahálói
 1.7. melléklet Szent Benedek Gimnázium, Szakképző Iskola és Kollégium Kiskunfélegyházi PG Tagintézmény órahálói Magyar-német két tanítási nyelvű gépész ágazat (gépgyártástechnológiai technikus) a 2015/2016-os
1.7. melléklet Szent Benedek Gimnázium, Szakképző Iskola és Kollégium Kiskunfélegyházi PG Tagintézmény órahálói Magyar-német két tanítási nyelvű gépész ágazat (gépgyártástechnológiai technikus) a 2015/2016-os
Gépipari minőségellenőr Gépipari minőségellenőr
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
GÉPLAKATOS. alapján készült.
 I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program a közoktatásról szóló 1993. évi LXXIX. törvény, a szakképzésről szóló 1993. évi LXXVI. törvény, a gazdasági kamarákról
I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program a közoktatásról szóló 1993. évi LXXIX. törvény, a szakképzésről szóló 1993. évi LXXVI. törvény, a gazdasági kamarákról
SZERSZÁMKÉSZÍTŐ. 2. A szakképesítés OKJ-ban szereplő és egyéb adatai. A szakképesítés azonosító száma: 33 521 08 0000 00 00
 I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program a közoktatásról szóló, többször módosított 1993. évi LXXIX. törvény, a szakképzésről szóló, többször módosított 1993.
I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program a közoktatásról szóló, többször módosított 1993. évi LXXIX. törvény, a szakképzésről szóló, többször módosított 1993.
Ellenörző és elökészítő, beállító műveletek és funkció próba elsajátítása
 II. ADATLAP - Programmodul részletes bemutatása Valamennyi programmodulra külön-külön kitöltendő 1. A programmodul azonosító adatai Ügyeljen arra, hogy a programmodul sorszáma és megnevezése azonos legyen
II. ADATLAP - Programmodul részletes bemutatása Valamennyi programmodulra külön-külön kitöltendő 1. A programmodul azonosító adatai Ügyeljen arra, hogy a programmodul sorszáma és megnevezése azonos legyen
SZERSZÁMKÉSZÍTŐ. alapján készült.
 I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program a közoktatásról szóló 1993. évi LXXIX. törvény, a szakképzésről szóló 1993. évi LXXVI. törvény, a gazdasági kamarákról
I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program a közoktatásról szóló 1993. évi LXXIX. törvény, a szakképzésről szóló 1993. évi LXXVI. törvény, a gazdasági kamarákról
ÉPÍTŐ- ÉS ANYAGMOZGATÓ-GÉPÉSZ TECHNIKUS SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI
 ÉPÍTŐ- ÉS NYGMOZGTÓ-GÉPÉSZ TEHNIKUS SZKKÉPESÍTÉS SZKMI ÉS VIZSGKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKEN SZEREPLŐ DTOK 1. szakképesítés azonosító száma: 54 525 01 0000 00 00 2. szakképesítés megnevezése:
ÉPÍTŐ- ÉS NYGMOZGTÓ-GÉPÉSZ TEHNIKUS SZKKÉPESÍTÉS SZKMI ÉS VIZSGKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKEN SZEREPLŐ DTOK 1. szakképesítés azonosító száma: 54 525 01 0000 00 00 2. szakképesítés megnevezése:
A (32/2011. (VIII. 25.) NGM 15/2008. (VIII. 13.) SZMM
 NGM 15/2008. (VIII. 13.) SZMM") Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/20. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/20. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
KAROSSZÉRIALAKATOS. I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program
 I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program a közoktatásról szóló, többször módosított 1993. évi LXXIX. törvény, a szakképzésről szóló, többször módosított 1993.
I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program a közoktatásról szóló, többször módosított 1993. évi LXXIX. törvény, a szakképzésről szóló, többször módosított 1993.
GÁZ- ÉS TÜZELÉSTECHNIKAI MŰSZERÉSZ
 I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program a közoktatásról szóló 1993. évi LXXIX. törvény, a szakképzésről szóló 1993. évi LXXVI. törvény, a gazdasági kamarákról
I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program a közoktatásról szóló 1993. évi LXXIX. törvény, a szakképzésről szóló 1993. évi LXXVI. törvény, a gazdasági kamarákról
ÉPÍTŐ- ÉS ANYAGMOZGATÓ-GÉPÉSZ TECHNIKUS SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI
 ÉPÍTŐ- ÉS ANYAGMOZGATÓ-GÉPÉSZ TECHNIKUS SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 54 525 01 0000 00 00 2. A szakképesítés
ÉPÍTŐ- ÉS ANYAGMOZGATÓ-GÉPÉSZ TECHNIKUS SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 54 525 01 0000 00 00 2. A szakképesítés
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Autóelektronikai műszerész szakma gyakorlati oktatásához OKJ száma: 54 525 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Foglalkozási napló a 20 /20. tanévre Autóelektronikai műszerész szakma gyakorlati oktatásához OKJ száma: 54 525 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
HEGESZTŐ SZAKKÉPESÍTÉS SZAKMAI PROGRAMJA
 34 521 06 HEGESZTŐ SZAKKÉPESÍTÉS SZAKMAI PROGRAMJA I. A szakképzés jogi háttere A szakképzési kerettanterv a nemzeti köznevelésről szóló 2011. évi CXC. törvény, a szakképzésről szóló 2011. évi CLXXXVII.
34 521 06 HEGESZTŐ SZAKKÉPESÍTÉS SZAKMAI PROGRAMJA I. A szakképzés jogi háttere A szakképzési kerettanterv a nemzeti köznevelésről szóló 2011. évi CXC. törvény, a szakképzésről szóló 2011. évi CLXXXVII.
GÉPLAKATOS. a Kormány 133/2010. (IV. 22.) Korm. rendelete az Országos Képzési Jegyzékről és az Országos Képzési Jegyzék módosításának eljárásrendje
 Korm. rendelete az Országos Képzési Jegyzékről és az Országos Képzési Jegyzék módosításának eljárásrendje") I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program a közoktatásról szóló, többször módosított 1993. évi LXXIX. törvény, a szakképzésről szóló, többször módosított 1993.
I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program a közoktatásról szóló, többször módosított 1993. évi LXXIX. törvény, a szakképzésről szóló, többször módosított 1993.
ÉPÜLETGÉPÉSZ TECHNIKUS
 I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program a közoktatásról szóló 1993. évi LXXIX. törvény, a szakképzésről szóló 1993. évi LXXVI. törvény, a gazdasági kamarákról
I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program a közoktatásról szóló 1993. évi LXXIX. törvény, a szakképzésről szóló 1993. évi LXXVI. törvény, a gazdasági kamarákról
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Épület- és szerkezetlakatos szakma gyakorlati oktatásához OKJ száma: 34 582 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Foglalkozási napló a 20 /20. tanévre Épület- és szerkezetlakatos szakma gyakorlati oktatásához OKJ száma: 34 582 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Géplakatos Géplakatos
 /2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
ÉLELMISZERIPARI GÉPÉSZTECHNIKAI ISMERETEK ÁGAZATON BELÜLI SPECIALIZÁCIÓ SZAKMAI ÉRETTSÉGI VIZSGA I. RÉSZLETES ÉRETTSÉGI VIZSGAKÖVETELMÉNYEK
 ÉLELMISZERIPARI GÉPÉSZTECHNIKAI ISMERETEK ÁGAZATON BELÜLI SPECIALIZÁCIÓ SZAKMAI ÉRETTSÉGI VIZSGA I. RÉSZLETES ÉRETTSÉGI VIZSGAKÖVETELMÉNYEK Az élelmiszeripari gépésztechnikai ismeretek ágazaton belüli
ÉLELMISZERIPARI GÉPÉSZTECHNIKAI ISMERETEK ÁGAZATON BELÜLI SPECIALIZÁCIÓ SZAKMAI ÉRETTSÉGI VIZSGA I. RÉSZLETES ÉRETTSÉGI VIZSGAKÖVETELMÉNYEK Az élelmiszeripari gépésztechnikai ismeretek ágazaton belüli
Érettségire épülő (fő) szakképesítés ( ) Érettségi vizsga keretében
 szakképesítés ( ) Érettségi vizsga keretében") 1.SZ. MELLÉKLET SZAKGIMNÁZIUM KÖZISMERETI TÁRGYAK 9-12.évf. 9.évf 10.évf 11.évf 12.évf összes óra Magyar nyelv és irodalom 4 4 4 4 556 13. évf. 13. évf. összes óra Idegen nyelv 4 4 4 4 556 4 124 Matematika
1.SZ. MELLÉKLET SZAKGIMNÁZIUM KÖZISMERETI TÁRGYAK 9-12.évf. 9.évf 10.évf 11.évf 12.évf összes óra Magyar nyelv és irodalom 4 4 4 4 556 13. évf. 13. évf. összes óra Idegen nyelv 4 4 4 4 556 4 124 Matematika
GÉPGYÁRTÓSORI GÉPKEZELŐ, GÉPSZERELŐ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK
 GÉPGYÁRTÓSORI GÉPKEZELŐ, GÉPSZERELŐ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 08 2. A szakképesítés megnevezése:
GÉPGYÁRTÓSORI GÉPKEZELŐ, GÉPSZERELŐ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 08 2. A szakképesítés megnevezése:
Szakmai program (helyi tanterv)
") ÉLTES MÁTYÁS EGYSÉGES GYÓGYPEDAGÓGIAI MÓDSZERTANI INTÉZMÉNY ÁLTALÁNOS ISKOLA ÉS SPECIÁLIS SZAKISKOLA, EGYSÉGES PEDAGÓGIAI SZAKSZOLGÁLAT 2800, Tatabánya, Bánhidai-ltp. 408. Szakmai program (helyi tanterv)
ÉLTES MÁTYÁS EGYSÉGES GYÓGYPEDAGÓGIAI MÓDSZERTANI INTÉZMÉNY ÁLTALÁNOS ISKOLA ÉS SPECIÁLIS SZAKISKOLA, EGYSÉGES PEDAGÓGIAI SZAKSZOLGÁLAT 2800, Tatabánya, Bánhidai-ltp. 408. Szakmai program (helyi tanterv)
TANMENET. Tanév: 2015/2016. Szakképesítés száma: Követelménymodul: Követelménymodul száma: Tantárgy: Tananyag típus: Évfolyam:
 TANMENET Tanév: 2015/2016 Szakképesítés megnevezése: Gépi forgácsoló Szakképesítés száma: 34 521 03 Követelménymodul: Köszörűs feladatok Követelménymodul száma: 10175-12 Tantárgy: Tananyag típus: Évfolyam:
TANMENET Tanév: 2015/2016 Szakképesítés megnevezése: Gépi forgácsoló Szakképesítés száma: 34 521 03 Követelménymodul: Köszörűs feladatok Követelménymodul száma: 10175-12 Tantárgy: Tananyag típus: Évfolyam: