Gépmőhelygyakorlat I.
|
|
|
- Marcell Mezei
- 8 évvel ezelőtt
- Látták:
Átírás
1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Gépmőhelygyakorlat I. Munkadarabok befogása, ütköztetése, támasztása az esztergagépen Összeállította: Biró Szabolcs

2 Munkadarab felfogása az esztergagépre Nyomatékátvitel (forgó fımozgás) fıorsóról a munkadarabra a tengelyközépvonalak legpontosabb egybeesésével. Történhet: Két csúcs között Tokmányba fogva Síktárcsán Szorítóhüvelyben Esztergatüskére

3 1. Felfogás két csúcs között A legpontosabb felfogási módszer, mert a megmunkálás során nem változik a központfurat helyzete, így a bázisváltási hibák minimálisak. A mérsékelt szorítóerı miatt csak kis fogás és elıtolás alkalmazható, az egyenletlen forgó tömegek miatt a fordulatszám behatárolt. burkolt menesztıtárcsa állócsúcs forgócsúcs

4 A munkadarab nyomatékátvitelét a csavaros szorítás biztosítja, az esztergaszív lehet hajlított végő (a) és egyenes (b). Az egyenes végő esztergaszív a menesztıtárcsa csapjának ütközik, melyet a forgásiránynak megfelelıen helyezzük fel. A munkadarab és a csavar közé közbetétet fogunk (lemezdarab, hasított győrő), hogy a meghúzással ne tegyük törnkre a felületet.

5

6 Menesztés homlokoldalról karmos készülékkel pontos megfogás kis nyomatékátvitel fıorsóhoz Morse kúpos csatlakozással

7 2. Befogás tokmányba Legáltalánosabb munkadarab rögzítési mód az esztergagépen. A készülék elemei a mőködéshez nélkülözhetetlen laza illesztéssel kapcsolódnak egymáshoz, így már magukban hordozzák a pontatlanságot. Az esztergatokmányok merev kialakításúak, nagy nyomaték vihetı át velük. 3 pofás tokmány 4 pofás tokmány

8 Spiráltárcsás 3 pofás esztergatokmány A dióba helyezett tokmánykulcsot forgatva a nagyemelkedéső spiráltárcsa egyszerre mozgatja a szorítópofákat. A pofák lépcsıs kialakítása miatt külsı és belsı szorításra is képesek. Kifelé lépcsızött szorítópofák Dió

9 A szorítópofák fogai a 120 o -os eltolás miatt egymástól eltérı helyzetben vannak, a behelyezéskor ügyeljünk a helyes sorrendre. Ha a tárcsa és a fogak közé szennyezıdés (forgács, reve, fémpor) kerül, a tokmány összerágódhat, ugyanígy ha túlfeszítik, megerıltetik.

10 Szintén a 120 o -os eltolás miatt a tokmánypofáknak meghatározott sorrendben kell bekapcsolódniuk a spirálmenetes tárcsába. Ezt összejelöléssel (számozással) segítik, az elsı pofa lép be elıször a megfelelı helyen.
 segítik, az elsı")
11 Az esztergatokmány általános használatakor a munkadarab palástját rögzítjük, kifelé lépcsızött pofákkal dolgozunk, ebben az esetben a szorítás nagy felületen történik. A nagyobb átmérıjő darabok külsı szorítását befelé lépcsızött pofákkal rögzíthetjük biztonságosan. kifelé lépcsızött pofák befelé lépcsızött pofák

12 Helytelen rögzítés A szorítópofákat a munkadarab méretétıl függıen válasszuk meg! A képen egy nagy átmérıjő munkadarab külsı szorítása látható, bal oldalon helyesen befelé lépcsızött (fordított) pofákkal, jobb oldalon helytelenül kifelé lépcsızött pofákkal. Általános szabály, hogy a pofák nem, vagy minimális mértékben lóghatnak ki a tokmány palástjából, hiszen a forgásban levı testbıl kiálló alkatrészek könnyen elkaphatják a gépen dolgozó ruházatát, felkaphatják a munkatérbıl a kusza forgácsot!

13 Helytelen rögzítés A nagy átmérıjő munkadarab külsı szorítása során ügyeljünk a pofa helyes megválasztására, mint azt a kép bal oldalán befelé lépcsızött (fordított) pofa is mutatja. A jobb oldalon kifelé lépcsızött pofákat látunk, ez a rögzítés balesetveszélyes, hiszen csak pár fog érintkezik a spiráltárcsával. A fellépı erıhatások következtében a pofák fogai eltörhetnek és a forgó darab a pofákkal együtt kirepül a helyérıl.

14 A ki- és a befelé lépcsızött pofák a spirálmenet kialakításának megfelelıen azonos emelkedéssel és ívvel készülnek, csak egyféle képpen helyezhetık el!

15 Spiráltárcsás 4 pofás esztergatokmány

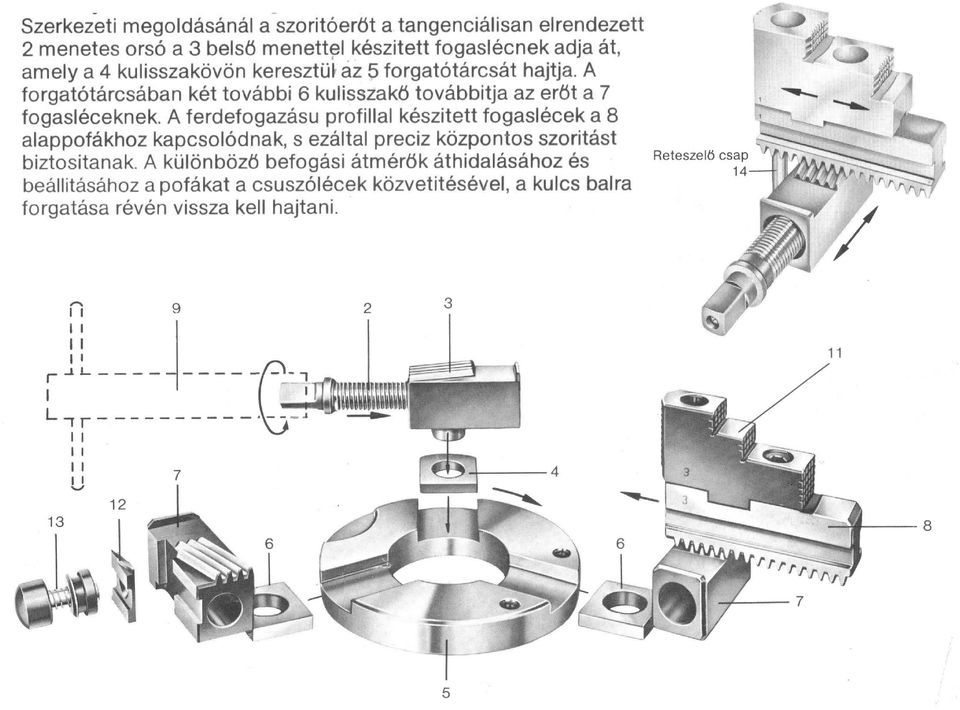
16 Forgatótárcsás fogasléces 3 pofás esztergatokmány A forgótárcsás esztergatokmány nagy befogási pontosságot és szorítóerıt biztosít. A mozgató munkafolyamatban résztvevı alkatrészek edzettek és köszörültek. A kovácsolt acél tokmányház edzett és köszörült pofavezetékekkel készül, a menetes orsó, a kulisszakövek, a fogaslécek, forgatótárcsa nagy felületen támaszkodik fel így a kopásuk mérsékeltebb.

17
18 Vékonyfalú csövek külsı szorítása hasított persellyel Az elégséges szorítóerı hatására a vékonyfalú csı deformálódik. Hasított persely alkalmazásával a hiba kiküszöbölhetı. A deformáció elkerülésére megoldás lehet végdugó esztergálása, de hegesztett csövek esetén nem alkalmazható.

19 Vékonyfalú csövek belsı szorítása Négypofás tokmányban Speciális széles ívő pofákkal Vastagfalú külsı persely ráhúzásával

20 Tokmánypofák nyomai a munkadarab felületén A tokmánypofák maradó alakváltozást eredményeznek a munkadarab felületén. Lágy anyagoknál, simított felületen a nyoma látható. A benyomódás mértéke az optimális szorítóerıvel, alátétlemezekkel, vagy hasított persely alkalmazásával csökkenthetı.

21 Simított felület visszafogása hasított perselyben A munkadarab külsı átmérıjére egy felfogásból készített persellyel kiküszöbölhetı a benyomódás.
22 Menetes alkatrészek befogása Ha a menet a felfogási bázis esztergálunk egy vállas csapot, majd elkészítjük a menetes alkatrész magfuratát. Belefúrjuk a menetet, ezután felhasítjuk. Az így elkészült szorítóhüvely nem teszi tönkre a menetes alkatrész profilját.
23 3. Felfogás síktárcsán - pofákkal Nem tengelyszimmetrikus, sík felületekkel határolt, nagy mérető munkadarabok felfogására szolgál a síktárcsa. A munkadarabok rögzítése történhet a síktárcsa pofáival, leszorítóelemek segítségével, merıleges konzolra fogva. A síktárcsa pofái függetlenül állíthatók, nem központosítanak.
24 A darabok felfogása síktárcsára nagy szaktudást igényel, a központosságot mérıóra segítségével kell beállítani. Az alsó és felsı holtpont közti különbséget kell felezni a pofák fellazításával és szorításával.
25
26
27
28
29 Felfogás síktárcsára leszorítóelemekkel A síktárcsa hornyain keresztül csavarok és rögzítıelemek segítségével rászorítjuk a munkadarabot a síktárcsára. Nem szimmetrikus darabok esetén a rögzítıelemek pozíciójával csökkenthetı a kiegyensúlyozatlanság.
30 Felfogás síktárcsára merıleges konzolon A síktárcsa hornyain keresztül rácsavarozzuk a megmerevített konzolt, melynek merılegessége az alkatrész pontosságát biztosítja. A berendezést vibrációját ellensúllyal mérsékeljük.
31
32 4. Szorítóhüvelyek Húzott elıgyártmányok külsı megfogására alkalmas készülék a szorítóhüvely. A futáspontosság garantált, a köszörült kúpok tökéletesen illeszkednek egymásba. Mivel szinte teljes átmérın szorít, viszonylag kis tengelyirányú erı elegendı a rögzítéshez, melyet - a képen láthatóan - a patron fıorsó végébıl történı meghúzásával érnek el.
33 A tengelyirányú erı biztosítására más konstrukció is ismert, történhet a fej szorításával, gyorsoldású mechanizmus segítségével. A patronok méretválasztéka és kialakítása igazodik a kereskedelemben kapható húzott elıtermékekhez, így a járatos egészátmérık és a négyszög hatszög szelvényő profilok is kaphatók.
34 A lépcsıs kialakítású szorítóhüvely (a) több méretet hordoz magában, csakúgy mint a lépcsıs feszítıhüvely (b).
35 5. Esztergatüske Furatos alkatrészek felfoghatók tüskére, melynek több módja ismert: egy felfogásból készült tüske, enyhekúpos tüske, feszítı és recés felfogótüske. Valamennyi eljárás közös ismérve, hogy a felfogási bázis a furat. Az egy felfogásból készült tüske alatt az esztergagépbe fogott vállas munkadarab elkészítését értjük, melynek méretét úgy készítjük el, hogy szorosan illeszkedjen a furatra. A darabot ezután szegnyeregbıl rányomjuk és támasztjuk. Enyhekúpos tüske 100 mm-en 0,04-0,05 mm-t kúposodik, a végeiben köszörült központfuratok található. A tüskére húzott H6, H7, H8, G6, G7, F6 furatú munkadarabok ráfeszíthetık, a lelapolásra kerül az esztergaszív. Az így menesztett egység két csúcs közé fogva esztergálható meg.
36 A feszítı eszetrgatüske H8- H9 tőréső furatokhoz használható. A kétirányban hasított készülék a munkadarab furata szerint cserélhetı.
37 A kúpos központosító feszítıtüske két egymással szemben elhelyezett, recézett felülető központosító kúpból áll. Az egyik kúp mereven ékelıdik a tengelyre, a másik anyával állítható. Hátránya, hogy a furat széle benyomódik, illetve a felfogás pontatlan.
38 Munkadarabok ütköztetése az esztergagépen A felfelvési bázis kialakítása, jellemzıen kis széria, vagy sorozatgyártásnál. Történhet: 6. Kiesztergált lágypofákkal 7. Hasított perselyekkel 8. Kúpos ütközıtüskével
39 6. Kiesztergált lágypofák
40 Lágypofáknak hívjuk azokat a tokmánypofákat, amelyek a munkadarab konkrét átmérıjére lettek kialakítva. Ez a megfogási mód nagy futáspontosságot és technológiai bázisfelületet eredményez. A lágypofákat saját magunk készíthetjük meglévı pofák felhasználásával, vagy készletben vásárolhatjuk.
41 A vállas kiképzéső lágypofa egyben a munkadarab tengelyirányú ütköztetése is, így a visszafogott munkadarabok hosszméretei jól tarthatók. Ez különösen fontos lehet a szériában készített tárcsaszerő alkatrészeknél. Az elégséges szorítóerı abból adódik, hogy az érintkezı felület tökéletesen illeszkedik a munkadarabra.
42 A lágypofák kiesztergálása szorított állapotban történik. Egy névleges átmérıjő munkadarabot befogunk, melynek hossza keskenyebb legyen a pofa vastagságánál. A megszakított felület esztergálása nagy igénybevételnek teszi ki a szerszámot. A szerelt kivitelő lágypofa helyzetpontos furatokkal és lépcsıkkel szorosan illeszkedik az alaptesthez, így mindkét vége kimunkálható.
43 7. Hasított persellyel Ha a belsı vállas perselyt esztergálás után vasfőrésszel felhasítjuk, alkalmassá válnak keskeny tárcsák külsı szorítására.
44
45 8. Kúpos ütközıtüskével A fıorsó Morse-kúpos furatába fogott tüskének ütköztethetjük a darabokat. Ez különösen kedvezı szériában készült alkatrészek visszafogása esetén. Csavaros megoldás esetén az ütközési felület hosszirányban állítható.
46 Munkadarab támasztása Legfıbb célja a lehajlás/kihajlás megakadályozása. Történhet: 9. Szegnyeregbıl forgócsúccsal 10. Állóbábbal 11. Mozgóbábbal
47 9. Szegnyeregbıl forgócsúccsal L/D<3 esetén általában nem szükséges csúccsal támasztani. Nagy tömegő munkadaraboknál, vagy ha a biztonság megkívánja megtámasztható. 3< L/D <12 csúccsal meg kell támasztani. Elıfeltétele a központfurat megléte.
48 A forgócsúcs csapágyazott támasztókészülék, mely felveszi a munkadarab fordulatszámát. Köszörült kúpszöge megegyezik a központfuratéval.
49 Támasztás nélkül befogott munkadarab kimozdulásának nyomai. A roncsolás az esztergatokmányt is érte!
50 10. Állóbábbal L/D >12 körszelvényő húzott, sajtolt, extrudált tengelyek központfúrása esetén a kihajlás elkerülése végett állóbábot alkalmazunk. Az ütéspontosság kimérése mérıóra segítségével történik. Az állítható támasztók ebben az esetben általában csapágyazott görgık. Az állóbáb osztósíkkal készül, hogy a munkadarab alá be lehessen buktatni, illetve ki lehessen emelni.
51 L/D > 4-5 tengelyek oldalazása esetén a kihajlás elkerülése végett állóbábot alkalmazunk. Feltétele a körkörösre esztergált hengerpalást szakasz, melyet elızetesen központfúrással, csúccsal történt megtámasztással végeztünk el. Az állóbáb gépágyra történı felhelyezése után a kopóbetétekben végzıdı támaszait a körkörös felülethez érintjük, mőködés közben a súrlódás csökkentése végett olajjal kenjük az egymáson elcsúszó felületeket.
52 L/D > 12 elımunkált tengelyek központfúrása, oldalazása esetén is állóbábot alkalmazunk. A munkadarab kiórázásával beállíthatjuk az ütésmentes támasztást.
53 Nagytömegő munkadarabok önsúlyától lehajolnának, ezért speciális görgıkkel támasztják meg.
54 11. Mozgóbábbal L/D > 12 tengelyek hosszesztergálása esetén a kihajlás miatt a munkadarabot célszerő megtámasztani mozgóbábbal, mely az alapszánra rögzítve együtt halad a szerszámmal, a munkadarabot szembıl támasztja.
55 L/D > 12 kis átmérıjı menetes orsók, tengelyek esztergálásakor különösen indokolt a mozgóbáb alkalmazása.
Házi feladat. 05 Külső hengeres felületek megmunkálása Dr. Mikó Balázs
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
05 Külső hengeres felületek megmunkálása
 Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Különleges technológiák 1.1. Orientáció 1.2. Különleges
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Különleges technológiák 1.1. Orientáció 1.2. Különleges
Gyártástechnológiai III. 12. előadás Egyetemes csúcseszterga felépítése, főbb részei mozgásláncolata. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 12. előadás Egyetemes csúcseszterga felépítése, főbb részei mozgásláncolata Előadó: Dr. Szigeti Ferenc főiskolai
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 12. előadás Egyetemes csúcseszterga felépítése, főbb részei mozgásláncolata Előadó: Dr. Szigeti Ferenc főiskolai
Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
Elıgyártmány típusok Hengerelt Húzott Kovácsolt Öntött Hegesztett
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet BAGGT23NNC/NLC 01B - Elıgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu.hu Tartalom
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet BAGGT23NNC/NLC 01B - Elıgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu.hu Tartalom
14. Jellegzetes alkatrészek technológiai tervezése. b) Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése
 Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése") 14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
Gépmőhelygyakorlat I.
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Gépmőhelygyakorlat I. 6. Az esztergagép felépítése,
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Gépmőhelygyakorlat I. 6. Az esztergagép felépítése,
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 6. Esztergálás sajátosságai,
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 6. Esztergálás sajátosságai,
10. Jellegzetes alkatrészek technológiai tervezése
 10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 13. Gyalulás, vésés, üregelés
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 13. Gyalulás, vésés, üregelés
Forgácsolás és szerszámai
 Tengelyszerő alkatrész gyártása (II. feladat) Feladatkiírás: Kiinduló adatok tengely anyaga, állapota (keménysége) a tengely méretei, a megoldás sorrendje (pontokba foglalva) szakirodalom beadási határidı
Tengelyszerő alkatrész gyártása (II. feladat) Feladatkiírás: Kiinduló adatok tengely anyaga, állapota (keménysége) a tengely méretei, a megoldás sorrendje (pontokba foglalva) szakirodalom beadási határidı
Gyártástechnológia II.
 Gyártástechnológia II. BAGGT23NNB Elıgyártmányok Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Tartalom Alapfogalmak Technológiai dokumentumok Elıgyártmányok Gyártási hibák, ráhagyások Bázisok és készülékek Jellegzetes
Gyártástechnológia II. BAGGT23NNB Elıgyártmányok Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Tartalom Alapfogalmak Technológiai dokumentumok Elıgyártmányok Gyártási hibák, ráhagyások Bázisok és készülékek Jellegzetes
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
MUNKAANYAG. Szőrös Gábor. Az egyetemes esztergagép működése, szerkezete, szerszámai, készülékei és gyakori típusai
 Szőrös Gábor Az egyetemes esztergagép működése, szerkezete, szerszámai, készülékei és gyakori típusai A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul
Szőrös Gábor Az egyetemes esztergagép működése, szerkezete, szerszámai, készülékei és gyakori típusai A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul
Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-6-NNB
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-6-NNB
Házi feladat (c) Dr Mikó Balázs - Gyártástechnológia II.
 Dr Mikó Balázs - Gyártástechnológia II.") Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01B - Előgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01B - Előgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Felületjavítás görgızéssel
 Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
2011. tavaszi félév. Esztergálás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
Gyártástechnológiai III. 6. előadás Esztergálás, gyalulás, vésés. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 6. előadás Esztergálás, gyalulás, vésés Előadó: Dr. Szigeti Ferenc főiskolai tanár Esztergálás Leggyakoribb
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 6. előadás Esztergálás, gyalulás, vésés Előadó: Dr. Szigeti Ferenc főiskolai tanár Esztergálás Leggyakoribb
Gyártástechnológia alapjai
 Gyártástechnológia alapjai BAGGA11MNC SZERSZÁMGÉPEK 1. Előadás Óbudai Egyetem, BGK AGI-GGY SZERSZÁMGÉPEK Tudnivalók: 1.) Irodalom: Saját előadási és gyakorlaton készített jegyzet A gyártástechnológia alapjai
Gyártástechnológia alapjai BAGGA11MNC SZERSZÁMGÉPEK 1. Előadás Óbudai Egyetem, BGK AGI-GGY SZERSZÁMGÉPEK Tudnivalók: 1.) Irodalom: Saját előadási és gyakorlaton készített jegyzet A gyártástechnológia alapjai
Sorrendtervezés. Dr. Mikó Balázs Az elemzés egysége a felületelem csoport.
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Termelési folyamatok II. Sorrendtervezés Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu A
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Termelési folyamatok II. Sorrendtervezés Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu A
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára
 Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
Járműszerkezeti anyagok és megmunkálások II / I. félév. Esztergálás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
Király Trading KFT H-1151 Budapest Mogyoród útja Leírás
 K0377 Anyák T-hornyokhoz, DIN 508, bővített Nemesíthető acél, 10-es minőségi osztály, EN AW-7075 vagy 1.4305 nemesacél. Acél, fekete. Alumínium és nemesacél, csupasz. Az alumínium T-horonyanyák acél menetes
K0377 Anyák T-hornyokhoz, DIN 508, bővített Nemesíthető acél, 10-es minőségi osztály, EN AW-7075 vagy 1.4305 nemesacél. Acél, fekete. Alumínium és nemesacél, csupasz. Az alumínium T-horonyanyák acél menetes
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
MENETVÁGÓ SZERSZÁMOK. profiline
 MENETVÁGÓ SZERSZÁMOK profiline Műszaki adatok: M Metrikus ISO 13 UNC Amerikai durva menet UNC ANSI / ASME B 1.1 MF Metrikus finom ISO 13 UNF Amerikai finoenet UNF ANSI / ASME B 1.1 Ww (BSW) Angol standard
MENETVÁGÓ SZERSZÁMOK profiline Műszaki adatok: M Metrikus ISO 13 UNC Amerikai durva menet UNC ANSI / ASME B 1.1 MF Metrikus finom ISO 13 UNF Amerikai finoenet UNF ANSI / ASME B 1.1 Ww (BSW) Angol standard
Ék-, retesz- és bordás kötések
 Gépszerkezettan Ék-, retesz- és bordás kötések A különféle ék- és reteszkötésekkel tengelyek és agyak között létesítenek kapcsolatot. Az ékek lejtős kialakítású gépelemek, melyeknek beszorítása után nagy
Gépszerkezettan Ék-, retesz- és bordás kötések A különféle ék- és reteszkötésekkel tengelyek és agyak között létesítenek kapcsolatot. Az ékek lejtős kialakítású gépelemek, melyeknek beszorítása után nagy
Mechanikai megmunkálás
 Mechanikai megmunkálás VIII.. elıad adás Általános faipari megmunkálási eljárások Faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai megmunkálás VIII.. elıad adás Általános faipari megmunkálási eljárások Faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Technológiai sorrend
 Technológiai sorrend A helyes technológiai sorrend megválasztásának menete 1. A gyártási folyamat tervezésének alapjai Gyártástervezés: a gyártás fő és segédfolyamatainak tervezése olyan mélységben, ahogyan
Technológiai sorrend A helyes technológiai sorrend megválasztásának menete 1. A gyártási folyamat tervezésének alapjai Gyártástervezés: a gyártás fő és segédfolyamatainak tervezése olyan mélységben, ahogyan
Alámetszés. Mőanyag fröccsöntı szerszámok tervezése és gyártása. Alámetszett alkatrészek gyártása
 Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Mőanyag fröccsöntı szerszámok tervezése és gyártása Alámetszett alkatrészek gyártása Alámetszés 2 A nyitás / kilökés irányából takart felületek Méret / Jelleg / Zárás
Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Mőanyag fröccsöntı szerszámok tervezése és gyártása Alámetszett alkatrészek gyártása Alámetszés 2 A nyitás / kilökés irányából takart felületek Méret / Jelleg / Zárás
11. évfolyam gépészeti alapozó feladatok javítóvizsgára felkészítő kérdések forgácsolás
 11. évfolyam gépészeti alapozó feladatok javítóvizsgára felkészítő kérdések forgácsolás 2017-2018. 1. Mi a fizikai tulajdonság? Mi a kémiai tulajdonság? 2. Mi a mechanikai tulajdonság? Mi a technológiai
11. évfolyam gépészeti alapozó feladatok javítóvizsgára felkészítő kérdések forgácsolás 2017-2018. 1. Mi a fizikai tulajdonság? Mi a kémiai tulajdonság? 2. Mi a mechanikai tulajdonság? Mi a technológiai
Gyártástechnológiai III. 10. előadás: A befogás és a megmunkálás alapvető módszerei A helyzetmeghatározás módjai, fokozatai, elemei
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 10. előadás: A befogás és a megmunkálás alapvető módszerei A helyzetmeghatározás módjai, fokozatai, elemei előadó:
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 10. előadás: A befogás és a megmunkálás alapvető módszerei A helyzetmeghatározás módjai, fokozatai, elemei előadó:
ZSG-3 központosító satu
 New 2013. szeptember Új termékek forgácsoló szakemberek számára ZSG-3 központosító satu Biztos, pontos és rugalmas megmunkálás TOTL TOOLING = INŐSÉG x SZOLGÁLTTÁS 2 WNT agyarország Kft. adarász Viktor
New 2013. szeptember Új termékek forgácsoló szakemberek számára ZSG-3 központosító satu Biztos, pontos és rugalmas megmunkálás TOTL TOOLING = INŐSÉG x SZOLGÁLTTÁS 2 WNT agyarország Kft. adarász Viktor
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
7. Élettartam növelő megmunkálások (tartósság növelő)
") 7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
FORGÁCSOLÁS BEVEZETÉS
 BEVEZETÉS A szabványok az összes megmunkáló eljárást hat főcsoportra osztják: alaklétesítés, képlékeny alakítás, szétválasztás, egyesítés, bevonás, anyagtulajdonság megváltoztatása. A főcsoportok természetesen
BEVEZETÉS A szabványok az összes megmunkáló eljárást hat főcsoportra osztják: alaklétesítés, képlékeny alakítás, szétválasztás, egyesítés, bevonás, anyagtulajdonság megváltoztatása. A főcsoportok természetesen
GÉPGYÁRTÁSTECHNOLÓGIA
 GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus
GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus
Dr Mikó Balázs Technológia tervezés NC megmunkálóközpontra Esettanulmány
 FTSZT I. 1 ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC megmunkálóközpontra Esettanulmány 2012.
FTSZT I. 1 ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC megmunkálóközpontra Esettanulmány 2012.
CSAVAROK. Oldal 685 Univerzális csavar hosszú. Oldal 684 Gyorsrögzítős csavar hosszú. Oldal 684 Gyorsrögzítős csavar rövid
 680 CSAVAROK Oldal 684 Gyorsrögzítős csavar rövid Oldal 684 Gyorsrögzítős csavar hosszú Oldal 685 Univerzális csavar rövid Oldal 685 Univerzális csavar hosszú Oldal 686 Gyors szorítócsavar rövid rövid
680 CSAVAROK Oldal 684 Gyorsrögzítős csavar rövid Oldal 684 Gyorsrögzítős csavar hosszú Oldal 685 Univerzális csavar rövid Oldal 685 Univerzális csavar hosszú Oldal 686 Gyors szorítócsavar rövid rövid
Szakmai ismeretek II.
 Szakmai ismeretek II. Gépjármő motorok III. rész 2007. november 8. Dr. Németh Huba Szabó Bálint BME Gépjármővek tanszék 1 Belsıégéső motorok felépítése 2007. november 8. Dr. Németh Huba Szabó Bálint BME
Szakmai ismeretek II. Gépjármő motorok III. rész 2007. november 8. Dr. Németh Huba Szabó Bálint BME Gépjármővek tanszék 1 Belsıégéső motorok felépítése 2007. november 8. Dr. Németh Huba Szabó Bálint BME
Dr Mikó Balázs Technológia tervezés NC esztergára Esettanulmány
 ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC esztergára Esettanulmány 2012. miko.balazs@bgk.uni-obuda.hu
ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC esztergára Esettanulmány 2012. miko.balazs@bgk.uni-obuda.hu
CSAVAROK. Oldal 477 Univerzális csavar hosszú. Oldal 476 Gyorsrögzítős csavar hosszú. Oldal 476 Gyorsrögzítős csavar rövid
 Oldal 476 Gyorsrögzítős csavar rövid Oldal 476 Gyorsrögzítős csavar hosszú Oldal 477 Univerzális csavar rövid Oldal 477 Univerzális csavar hosszú Oldal 478 Gyors szorítócsavar rövid rövid Oldal 478 Gyors
Oldal 476 Gyorsrögzítős csavar rövid Oldal 476 Gyorsrögzítős csavar hosszú Oldal 477 Univerzális csavar rövid Oldal 477 Univerzális csavar hosszú Oldal 478 Gyors szorítócsavar rövid rövid Oldal 478 Gyors
04 Bázisok és készülékek
 Y Forgácsolástechnológia alapjai 04 Bázisok és készülékek r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 munkadarab szabadságfokai Szabadságfok: egy dimenziós elmozdulási lehetőség. Y C Z X Y 6
Y Forgácsolástechnológia alapjai 04 Bázisok és készülékek r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 munkadarab szabadságfokai Szabadságfok: egy dimenziós elmozdulási lehetőség. Y C Z X Y 6
A szakócától. Az ergonómia története. Mi az ergonómia?
 reca fogók A szakócától Az ergonómia története Az elsõ szerszámokat kovakõbõl, fából vagy csontból készítették. Az ember mindig arra törekedett, hogy a szerszámait az elvégzendõ munkához tökéletesítse,
reca fogók A szakócától Az ergonómia története Az elsõ szerszámokat kovakõbõl, fából vagy csontból készítették. Az ember mindig arra törekedett, hogy a szerszámait az elvégzendõ munkához tökéletesítse,
Tökéletes rendszer a gyors mozgáshoz és gyors forgáshoz egyaránt.
 Egy lineáris tengelyre felhúzott golyós hüvellyel mit kapunk? Súrlódásmentes mozgást a lineáris tengelyen. De a lineáris tengelyen axiális irányban elhelyezett horony készítésével, ami megegyezik a golyós
Egy lineáris tengelyre felhúzott golyós hüvellyel mit kapunk? Súrlódásmentes mozgást a lineáris tengelyen. De a lineáris tengelyen axiális irányban elhelyezett horony készítésével, ami megegyezik a golyós
Sieg Hungary Árlista
 Sieg Hungary Árlista Érvényes 2010 dec. 31-ig Az alábbi lista csak tájékoztató jellegű, ajánlati kötöttséget nem ad! Az árváltoztatás jogát fenntartjuk! Kérje személyre szabott árajánlatunkat! Megnevezés
Sieg Hungary Árlista Érvényes 2010 dec. 31-ig Az alábbi lista csak tájékoztató jellegű, ajánlati kötöttséget nem ad! Az árváltoztatás jogát fenntartjuk! Kérje személyre szabott árajánlatunkat! Megnevezés
CSAVAROK. Oldal 246 Gyorsrögzítős csavar rövid. Oldal 246 Gyorsrögzítős csavar hosszú. Oldal 247 Univerzális csavar rövid
 Oldal 246 Gyorsrögzítős csavar rövid Oldal 246 Gyorsrögzítős csavar hosszú Oldal 247 Univerzális csavar rövid Oldal 247 Univerzális csavar hosszú Oldal 248 Univerzális csavar Basic rövid Oldal 248 Univerzális
Oldal 246 Gyorsrögzítős csavar rövid Oldal 246 Gyorsrögzítős csavar hosszú Oldal 247 Univerzális csavar rövid Oldal 247 Univerzális csavar hosszú Oldal 248 Univerzális csavar Basic rövid Oldal 248 Univerzális
www.menet-szerszam.hu MENETFÚRÓ HASZNOS TÁBLÁZATOK (SEBESSÉG, ELŐFÚRÓ, STB.)
") Sebesség, előtolás, és kenés MENETFÚRÓ HASZNOS TÁBLÁZATOK (SEBESSÉG, ELŐFÚRÓ, STB.) A menetfúrás sebessége számos tényezőn alapul: a) A menetemelkedés b) Megmunkált anyag c) Furat mélység d) Furat típusa:
Sebesség, előtolás, és kenés MENETFÚRÓ HASZNOS TÁBLÁZATOK (SEBESSÉG, ELŐFÚRÓ, STB.) A menetfúrás sebessége számos tényezőn alapul: a) A menetemelkedés b) Megmunkált anyag c) Furat mélység d) Furat típusa:
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Összeállítás készítése CAD rendszerben ÓE-A12 alap közepes
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Összeállítás készítése CAD rendszerben ÓE-A12 alap közepes
A szerszámok tervezésének általános szempontjait röviden az alábbiakban foglaljuk össze.
 1. oldal, összesen: 18 1.10. A forgácsoló szerszámok A forgácsoló szerszámokkal szemben két fı követelményt támasztanak. Eszerint a szerszám legyen alkalmas: a meghatározott anyagrész leválasztására, a
1. oldal, összesen: 18 1.10. A forgácsoló szerszámok A forgácsoló szerszámokkal szemben két fı követelményt támasztanak. Eszerint a szerszám legyen alkalmas: a meghatározott anyagrész leválasztására, a
Gépgyártástechnológiai technikus Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Mechanikai megmunkálás
 Mechanikai megmunkálás IV.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai megmunkálás IV.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
TAKISAWA TMM 200 ellenorsós CNC esztergagép, hajtott szerszámokkal és Y tengellyel FANUC 180is TB vezérl vel
 TAKISAWA TMM 200 ellenorsós CNC esztergagép, hajtott szerszámokkal és Y tengellyel FANUC 180is TB vezérl vel ALAPKIVITEL - 32 bit FANUC vezérlés, DNC, és internet csatlakozással, - 10,4 színes kijelz,
TAKISAWA TMM 200 ellenorsós CNC esztergagép, hajtott szerszámokkal és Y tengellyel FANUC 180is TB vezérl vel ALAPKIVITEL - 32 bit FANUC vezérlés, DNC, és internet csatlakozással, - 10,4 színes kijelz,
Használati útmutató. Flipcut TM. A szerszám használata
 Használati útmutató Flipcut TM A szerszám használata MEGJEGYZÉS: Az alábbiakban részletezett műveleti sorrend a furat elején a kúpsüllyesztés, a furat végén pedig a visszasüllyesztés hagyományos pengével,
Használati útmutató Flipcut TM A szerszám használata MEGJEGYZÉS: Az alábbiakban részletezett műveleti sorrend a furat elején a kúpsüllyesztés, a furat végén pedig a visszasüllyesztés hagyományos pengével,
2. a) Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!
 Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!") 2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 4/2015. (II. 19.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 4/2015. (II. 19.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 4/2015. (II. 19.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 4/2015. (II. 19.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari
MUNKAANYAG. Rozovits Zoltán. Eszetergálás gépei és eszközei. A követelménymodul megnevezése: Javítástechnológiai feladatok
 Rozovits Zoltán Eszetergálás gépei és eszközei A követelménymodul megnevezése: Javítástechnológiai feladatok A követelménymodul száma: 2277-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30
Rozovits Zoltán Eszetergálás gépei és eszközei A követelménymodul megnevezése: Javítástechnológiai feladatok A követelménymodul száma: 2277-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30
CSAVARORSÓS EMELŐ MŰSZAKI DOKUMENTÁCIÓ ÁLTALÁNOS CÉLOKRA FELHASZNÁLHATÓ CSAVARORSÓS EMELŐHÖZ. Maximális terhelő erő: 13 kn
 CSAVARORSÓS EMELŐ MŰSZAKI DOKUMENTÁCIÓ ÁLTALÁNOS CÉLOKRA FELHASZNÁLHATÓ CSAVARORSÓS EMELŐHÖZ. Maximális terhelő erő: 1 kn Maximális emelési magasság: 750 mm HORVÁTH ZOLTÁN GÉPÉSZ LEVELEZŐ I. A csavarorsós
CSAVARORSÓS EMELŐ MŰSZAKI DOKUMENTÁCIÓ ÁLTALÁNOS CÉLOKRA FELHASZNÁLHATÓ CSAVARORSÓS EMELŐHÖZ. Maximális terhelő erő: 1 kn Maximális emelési magasság: 750 mm HORVÁTH ZOLTÁN GÉPÉSZ LEVELEZŐ I. A csavarorsós
A gyártástervezés modelljei. Dr. Mikó Balázs
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet ermelési folyamatok II. A gyártástervezés modelljei Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet ermelési folyamatok II. A gyártástervezés modelljei Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-3000, -3500 és -4000 típusú
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-3000, -3500 és -4000 típusú
ERŐVEL ZÁRÓ KÖTÉSEK (Vázlat)
") ERŐVEL ZÁRÓ KÖTÉSEK (Vázlat) Erővel záró nyomatékkötések Hatáselve: a kapcsolódó felületre merőleges rugalmas szorítás hatására a felület érintőjének irányába ható terheléssel ellentétes irányban ébredő
ERŐVEL ZÁRÓ KÖTÉSEK (Vázlat) Erővel záró nyomatékkötések Hatáselve: a kapcsolódó felületre merőleges rugalmas szorítás hatására a felület érintőjének irányába ható terheléssel ellentétes irányban ébredő
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2016.
 Esztergálás. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István
Egy legenda anatómiája
 A RIDGID csőfogók felülmúlhatatlan tartósságukról és használhatóságukról híresek világszerte. Az alábbi képen látható eredeti, nagy teljesítményű csőkulcs már több, mint 80 éve élvezi a csőszerelő szakemberek
A RIDGID csőfogók felülmúlhatatlan tartósságukról és használhatóságukról híresek világszerte. Az alábbi képen látható eredeti, nagy teljesítményű csőkulcs már több, mint 80 éve élvezi a csőszerelő szakemberek
Gyártandó alkatrész műhelyrajza és 3D test modellje
 Gyártandó alkatrész műhelyrajza és 3D test modellje 7.3. ábra. Példa egy tengelyvég külső és belső felületének megmunkálására Az egyes műveletek részletezése MŰVELETI UTASÍTÁS (1) Rajzszám: FA-06-352-40
Gyártandó alkatrész műhelyrajza és 3D test modellje 7.3. ábra. Példa egy tengelyvég külső és belső felületének megmunkálására Az egyes műveletek részletezése MŰVELETI UTASÍTÁS (1) Rajzszám: FA-06-352-40
WÜRTH Szereléstechnika Kft. - 2040 Budaörs, Gyár u. 2. - Tel.:(00 36) 23/418-130 - Nyomtatva Magyarországon P 05 0010/ M 05 2259 04/2015
 23/418-130 - Nyomtatva Magyarországon P 05 0010/ M 05 2259 04/2015") TIME-SERT-RENSZER WÜRTH Szereléstechnika Kft. - 2040 udaörs, Gyár u. 2. - Tel.:(00 36) 23/418-130 - Nyomtatva Magyarországon P 05 0010/ M 05 2259 04/2015 TIME- SERT Gewindeeinsatz Felhasználási példák:
TIME-SERT-RENSZER WÜRTH Szereléstechnika Kft. - 2040 udaörs, Gyár u. 2. - Tel.:(00 36) 23/418-130 - Nyomtatva Magyarországon P 05 0010/ M 05 2259 04/2015 TIME- SERT Gewindeeinsatz Felhasználási példák:
Hasítókúp kínálatunk 70, 90, valamint 120 mm átmérőjű hasítókúpokból áll.
 Hasítókúp kínálatunk 70, 90, valamint 120 mm átmérőjű hasítókúpokból áll. Átmérő (mm) Hossz (mm) 70 220 90 250 120 300 Az összes kúp edzett, cserélhető véggel szerelt. A kúp anyaga: Hegy anyaga: Menetemelkedés:
Hasítókúp kínálatunk 70, 90, valamint 120 mm átmérőjű hasítókúpokból áll. Átmérő (mm) Hossz (mm) 70 220 90 250 120 300 Az összes kúp edzett, cserélhető véggel szerelt. A kúp anyaga: Hegy anyaga: Menetemelkedés:
IpP-CsP2. Baromfi jelölı berendezés általános leírás. Típuskód: IpP-CsP2. Copyright: P. S. S. Plussz Kft, 2009
 IpP-CsP2 Baromfi jelölı berendezés általános leírás Típuskód: IpP-CsP2 Tartalomjegyzék 1. Készülék felhasználási területe 2. Mőszaki adatok 3. Mőszaki leírás 3.1 Állvány 3.2 Burkolat 3.3 Pneumatikus elemek
IpP-CsP2 Baromfi jelölı berendezés általános leírás Típuskód: IpP-CsP2 Tartalomjegyzék 1. Készülék felhasználási területe 2. Mőszaki adatok 3. Mőszaki leírás 3.1 Állvány 3.2 Burkolat 3.3 Pneumatikus elemek
Forgácsolástechnológia alapjai Segédlet a Tengely gyártástervezési feladathoz Dr Váradi András, Dr Mikó Balázs
 Forgácsolástechnológia alapjai Segédlet a Tengely gyártástervezési feladathoz Dr Váradi András, Dr Mikó Balázs Ráhagyások felépítése külsı méret esetén N Névleges méret FN Felsı határméter A s, A n, A
Forgácsolástechnológia alapjai Segédlet a Tengely gyártástervezési feladathoz Dr Váradi András, Dr Mikó Balázs Ráhagyások felépítése külsı méret esetén N Névleges méret FN Felsı határméter A s, A n, A
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag: A feladat rövid leírása: Technológiai tervezés NC eszterga gépre ÓE B01 alap közepes haladó
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag: A feladat rövid leírása: Technológiai tervezés NC eszterga gépre ÓE B01 alap közepes haladó
Mőködési elv alapján. Alkalmazás szerint. Folyadéktöltéső nyomásmérık Rugalmas alakváltozáson alapuló nyomásmérık. Manométerek Barométerek Vákuummérık
 Nyomásm smérés Nyomásm smérés Mőködési elv alapján Folyadéktöltéső nyomásmérık Rugalmas alakváltozáson alapuló nyomásmérık Alkalmazás szerint Manométerek Barométerek Vákuummérık Nyomásm smérés Mérési módszer
Nyomásm smérés Nyomásm smérés Mőködési elv alapján Folyadéktöltéső nyomásmérık Rugalmas alakváltozáson alapuló nyomásmérık Alkalmazás szerint Manométerek Barométerek Vákuummérık Nyomásm smérés Mérési módszer
A GRANTOOL BEMUTATJA ÚJ, PRECÍZIÓS SATUCSALÁDJAIT PRECÍZIÓS SATUK
 PRECÍZIÓS SATUK STANDARD (széria) satuk STANDARDFLEX flexibilis moduláris rendszer XL moduláris rendszerû satuk OK MULTITASKING MULTIFLEX több darab egyidejû megfogása MEGFOGÁSTECHNIKAI RENDSZERÉPÍTÔ ELEMEK
PRECÍZIÓS SATUK STANDARD (széria) satuk STANDARDFLEX flexibilis moduláris rendszer XL moduláris rendszerû satuk OK MULTITASKING MULTIFLEX több darab egyidejû megfogása MEGFOGÁSTECHNIKAI RENDSZERÉPÍTÔ ELEMEK
Áttekintés 3. csoport MÉK ÚJ TER ÚJDON SÁG MÉK ÚJ TER 3/99 MÉK ÚJ TER MÉK ÚJ TER 3/23 MÉK ÚJ TER 3/69 3/97
 Áttekintés 3. csoport MÉK ÚJ TER ÚJDON SÁG 3/3 3/8 3/12 3/23 3/24 3/25 ÚJ TER MÉK 3/9 3/27 ÚJ TER MÉK 3/28 3/30 ÚJ TER MÉK 3/35 3/35 3/46 3/50 3/97 3/99 3/99 ÚJ TER MÉK 3/69 3/105 3/106 3/106 3/110 3/110
Áttekintés 3. csoport MÉK ÚJ TER ÚJDON SÁG 3/3 3/8 3/12 3/23 3/24 3/25 ÚJ TER MÉK 3/9 3/27 ÚJ TER MÉK 3/28 3/30 ÚJ TER MÉK 3/35 3/35 3/46 3/50 3/97 3/99 3/99 ÚJ TER MÉK 3/69 3/105 3/106 3/106 3/110 3/110
Alkatrészek tőrése. 1. ábra. Névleges méret méretszóródása
 1. Alapfogalmak Alkatrészek tőrése Névleges méretnek nevezzük a munkadarab nagyságrendjének jellemzésére szolgáló alapméretet, ez a mőszaki rajzon minden esetben feltüntetésre kerül. Tőrés használatának
1. Alapfogalmak Alkatrészek tőrése Névleges méretnek nevezzük a munkadarab nagyságrendjének jellemzésére szolgáló alapméretet, ez a mőszaki rajzon minden esetben feltüntetésre kerül. Tőrés használatának
Gépgyártástechnológiai technikus Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Orbitool Sorjázó szerszám
 Orbitool Sorjázó szerszám HASZNÁLATI ÚTMUTATÓ ÜZEMELTETÉSI LEÍRÁS MANUEL D INSTALLATION ET DE SERVICE ISTRUZONI PER L USO Magyar Tartalomjegyzék Oldal 1. Általános ismertető... 3 2. Biztonsági útmutató...
Orbitool Sorjázó szerszám HASZNÁLATI ÚTMUTATÓ ÜZEMELTETÉSI LEÍRÁS MANUEL D INSTALLATION ET DE SERVICE ISTRUZONI PER L USO Magyar Tartalomjegyzék Oldal 1. Általános ismertető... 3 2. Biztonsági útmutató...
Használható segédeszköz: rajzeszközök, nem programozható számológép
 A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari gépész Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari gépész Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
Szerszámok és készülékek november Fúrás és technologizálása Dr. Kozsely Gábor
 Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
HORVÁTH ATTILA EV. CÉG alapítva:1989. www.mechanika.hu
 HORVÁTH ATTILA EV. CÉG alapítva:1989 www.mechanika.hu TMT új L sorozatú CNC eszterga-gépcsaládja egyenlő: minőség, átlagon felüli teljesítmény. Nagy pontosság, maximális stabilitás! Hatékony TMT- esztergák,
HORVÁTH ATTILA EV. CÉG alapítva:1989 www.mechanika.hu TMT új L sorozatú CNC eszterga-gépcsaládja egyenlő: minőség, átlagon felüli teljesítmény. Nagy pontosság, maximális stabilitás! Hatékony TMT- esztergák,
K0053. Billenőcsavarok. Leírás. Termékleírás / Termékillusztrációk
 K0053 Billenőcsavarok Csillagmarkolat: termoplaszt. Persely acélból. Tárcsa: acél 140 HV. Szemes csavar: acél, szilárdsági osztály 8.8. Tengelycsap: nemesacél, 1.1181. Csillagmarkolat fekete. Persely horganyzott
K0053 Billenőcsavarok Csillagmarkolat: termoplaszt. Persely acélból. Tárcsa: acél 140 HV. Szemes csavar: acél, szilárdsági osztály 8.8. Tengelycsap: nemesacél, 1.1181. Csillagmarkolat fekete. Persely horganyzott
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet szakmai és vizsgakövetelménye alapján.") A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
Toronymerevítık mechanikai szempontból
 Andó Mátyás: Toronymerevítık méretezése, 9 Gépész Tuning Kft. Toronymerevítık mechanikai szempontból Mint a neve is mutatja a toronymerevítık használatának célja az, hogy merevebbé tegye az autó karosszériáját
Andó Mátyás: Toronymerevítık méretezése, 9 Gépész Tuning Kft. Toronymerevítık mechanikai szempontból Mint a neve is mutatja a toronymerevítık használatának célja az, hogy merevebbé tegye az autó karosszériáját
GÉPELEMEK EGYSZERÜSÍTETT ÁBRÁZOLÁSA
 GÉPELEMEK EGYSZERÜSÍTETT ÁBRÁZOLÁSA CSAVAROK ÉS CSAVARKÖTÉSEK ÁBRÁZOLÁSA A csavarok gépészeti jellemzése A csavarok funkciói Alkatrészek rögzítése Alkatrészek mozgatása (forgó mozgás átalakítása haladó
GÉPELEMEK EGYSZERÜSÍTETT ÁBRÁZOLÁSA CSAVAROK ÉS CSAVARKÖTÉSEK ÁBRÁZOLÁSA A csavarok gépészeti jellemzése A csavarok funkciói Alkatrészek rögzítése Alkatrészek mozgatása (forgó mozgás átalakítása haladó
A forgójeladók mechanikai kialakítása
 A forgójeladók mechanikai kialakítása A különböző gyártók néhány szabványos kiviteltől eltekintve nagy forma- és méretválasztékban kínálják termékeiket. Az elektromos illesztéshez hasonlóan a mechanikai
A forgójeladók mechanikai kialakítása A különböző gyártók néhány szabványos kiviteltől eltekintve nagy forma- és méretválasztékban kínálják termékeiket. Az elektromos illesztéshez hasonlóan a mechanikai
Mechanikus szorítóelemek, rezgéscsillapító gépelátétek
 eszorító karom rövid, önbeálló U alakú alátéttel 00 00 eszorító karom, fokozat nélkül állítható. Nemesített acél, horganyzott. Thorony ral, alátéttel, anyával, önbeálló U alátéttel szállítjuk. Nr. 3 Thorony
eszorító karom rövid, önbeálló U alakú alátéttel 00 00 eszorító karom, fokozat nélkül állítható. Nemesített acél, horganyzott. Thorony ral, alátéttel, anyával, önbeálló U alátéttel szállítjuk. Nr. 3 Thorony
Dr. Mikó Balázs
 Gyártórendszerek mechatronikája Termelési folyamatok II. 03 CAM rendszerek Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu miko.balazs@bgk.uni-obuda.hu 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
Gyártórendszerek mechatronikája Termelési folyamatok II. 03 CAM rendszerek Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu miko.balazs@bgk.uni-obuda.hu 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
Az alábbi lista csak tájékoztató jellegű, ajánlati kötöttséget nem ad! Az árváltoztatás jogát fenntartjuk! Kérje személyre szabott árajánlatunkat!
 Sieg Hungary Árlista Érvényes 2011 dec. 31-ig Az alábbi lista csak tájékoztató jellegű, ajánlati kötöttséget nem ad! Az árváltoztatás jogát fenntartjuk! Kérje személyre szabott árajánlatunkat! Megnevezés
Sieg Hungary Árlista Érvényes 2011 dec. 31-ig Az alábbi lista csak tájékoztató jellegű, ajánlati kötöttséget nem ad! Az árváltoztatás jogát fenntartjuk! Kérje személyre szabott árajánlatunkat! Megnevezés
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A leggyakrabban használt hornyolt fejű csavarok szabványos átmérője és horonyszélessége:
 Csavarkulcsok A csavarfejek és anyák alakja, valamint nagysága a felhasználás sokfélesége folytán igen változatos. Ennek megfelelően a csavarok és anyák meghúzására, ill. oldására szolgáló kéziszerszámok
Csavarkulcsok A csavarfejek és anyák alakja, valamint nagysága a felhasználás sokfélesége folytán igen változatos. Ennek megfelelően a csavarok és anyák meghúzására, ill. oldására szolgáló kéziszerszámok
Forgácsolási technológia fogalma, forgácsolási eljárások
 Hegesztés Forgácsolási technológia fogalma, forgácsolási eljárások Készítette: Jáger Imre Dátum: 2012. 02. 10 Tartalomjegyzék Forgácsolás... 4 Célja... 4 Tényezői:... 4 Forgácsoló mozgás lehet:... 4 Forgácsolási
Hegesztés Forgácsolási technológia fogalma, forgácsolási eljárások Készítette: Jáger Imre Dátum: 2012. 02. 10 Tartalomjegyzék Forgácsolás... 4 Célja... 4 Tényezői:... 4 Forgácsoló mozgás lehet:... 4 Forgácsolási
Hasítókúpok. 42CrMo4, nemesített szerszámacél, keménység: hrc. 70mm és 90 mm átmérőjű kúpjainkból jobbos forgásirányút is gyártunk.
 Hasítókúpok Hasítókúp kínálatunk 70, 90, valamint 120 mm átmérőjű hasítókúpokból áll. Az összes kúp edzett, cserélhető véggel szerelt. A kúp anyaga: Hegy anyaga: Menetemelkedés: Felfogatás: Rögzítés: 20MnCr5
Hasítókúpok Hasítókúp kínálatunk 70, 90, valamint 120 mm átmérőjű hasítókúpokból áll. Az összes kúp edzett, cserélhető véggel szerelt. A kúp anyaga: Hegy anyaga: Menetemelkedés: Felfogatás: Rögzítés: 20MnCr5
Tájékoztató. Használható segédeszköz: számológép
 A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
Csô külsô átmérô [mm] menet
![Csô külsô átmérô [mm] menet](/thumbs/57/40713635.jpg "Csô külsô átmérô [mm] menet") katalógus Általános tájékoztató Bevizsgálások: Műanyag idomaink DIN 8076 T3, PE csőre DIN 8074, valamint EN 12201 szabványok alapján kerültek bevizsgálásra. Minden elem, amely ivóvízzel érintkezik, megfelel
katalógus Általános tájékoztató Bevizsgálások: Műanyag idomaink DIN 8076 T3, PE csőre DIN 8074, valamint EN 12201 szabványok alapján kerültek bevizsgálásra. Minden elem, amely ivóvízzel érintkezik, megfelel
HASZNÁLATI ÚTMUTATÓ LEMEZHENGERÍTŐ SRG - 1300/1,5
 HASZNÁLATI ÚTMUTATÓ LEMEZHENGERÍTŐ SRG - 1300/1,5 SRG50 Tisztelt vásárló, köszönjük, hogy a KH Trading s.r.o. cég termékét választotta. Cégünk kész Önnek szolgálatait felajánlani a termék megvétele előtt,
HASZNÁLATI ÚTMUTATÓ LEMEZHENGERÍTŐ SRG - 1300/1,5 SRG50 Tisztelt vásárló, köszönjük, hogy a KH Trading s.r.o. cég termékét választotta. Cégünk kész Önnek szolgálatait felajánlani a termék megvétele előtt,
HU Akció. Érvényes: Az ön szakkereskedője: A precizitás hatalma
 HU kció Érvényes: 217.07.01-2017.12.31 z ön szakkereskedője: www.uniortools.com tó ópai gyár Eur 1919 óta precizitás hatalma 110/1 Villáskulcs-készlet 160/2 Racsnis csillag-villáskulcs anyaga: króm-vanádium
HU kció Érvényes: 217.07.01-2017.12.31 z ön szakkereskedője: www.uniortools.com tó ópai gyár Eur 1919 óta precizitás hatalma 110/1 Villáskulcs-készlet 160/2 Racsnis csillag-villáskulcs anyaga: króm-vanádium
A medenceborító bármely irányba történı mőködtetése elıtt távolítsuk el a medencébıl az autómata medencetisztító berendezést!
 automata medencetisztító berendezésekkel kapcsolatos tanácsok minden medencében lévı berendezésünk esetében IL tipus a medencében RNU típus a medence hátsó falának aljába süllyesztett fülkében RNO típus
automata medencetisztító berendezésekkel kapcsolatos tanácsok minden medencében lévı berendezésünk esetében IL tipus a medencében RNU típus a medence hátsó falának aljába süllyesztett fülkében RNO típus
Réz Bronz Co-Ni Ti Mőa. Vc P029, P Vc P391F, P392F f D 2 D 5 D10 D15
 P029 - Phoenix extra rövid P391F - Phoenix-Futura extra rövid DIN1897, HSSE5, horony: S-38, csúcs: 130, fényes, élezés: 1/3-2/3, átmérı tőrés: h8. NC gépekre: erısített lélekvastagság, széles horony, biztonságos
P029 - Phoenix extra rövid P391F - Phoenix-Futura extra rövid DIN1897, HSSE5, horony: S-38, csúcs: 130, fényes, élezés: 1/3-2/3, átmérı tőrés: h8. NC gépekre: erısített lélekvastagság, széles horony, biztonságos